TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025135188
公報種別
公開特許公報(A)
公開日
2025-09-18
出願番号
2024032870
出願日
2024-03-05
発明の名称
放熱構造体および放熱構造体の製造方法
出願人
日本発條株式会社
代理人
弁理士法人高橋・林アンドパートナーズ
主分類
H05K
7/20 20060101AFI20250910BHJP(他に分類されない電気技術)
要約
【課題】低コストで製造することが可能な放熱構造体を提供すること。
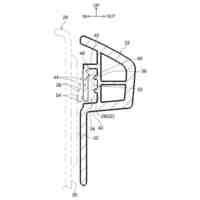
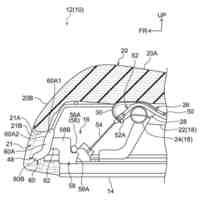
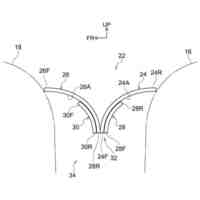
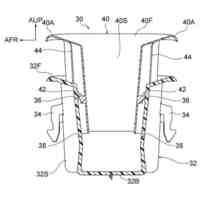
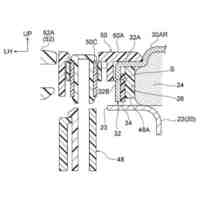
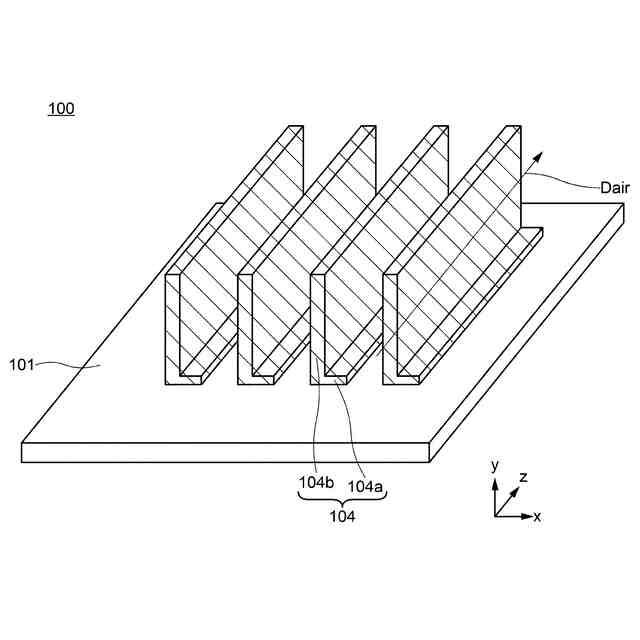
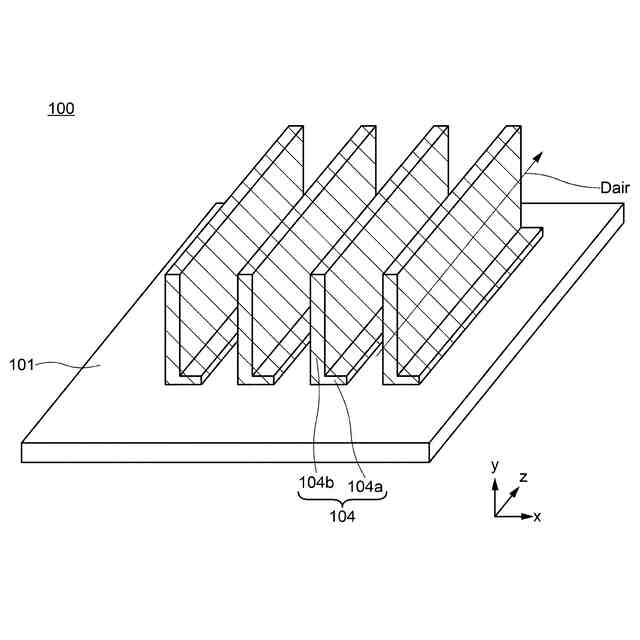
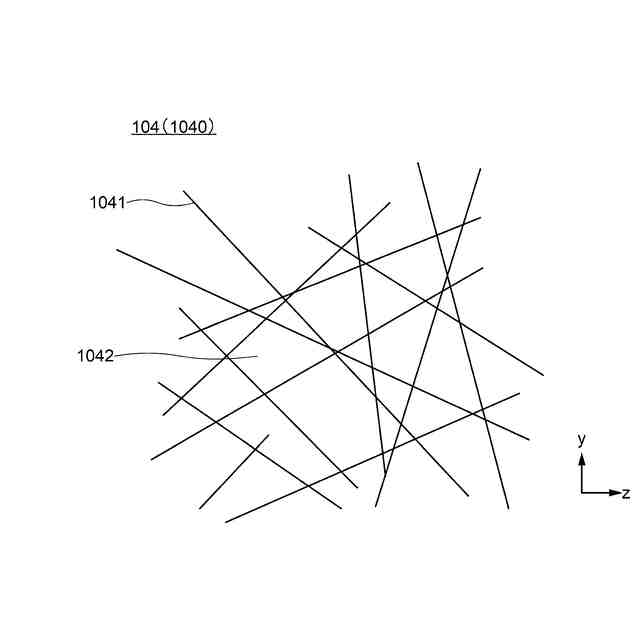
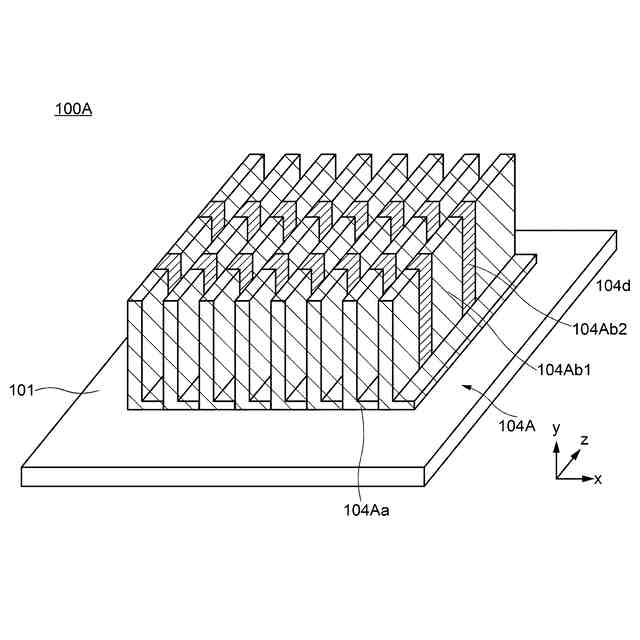
【解決手段】放熱構造体は、金属材料で形成された第1構造体と、前記第1構造体の外側に間隔を有して設けられ、複数の金属繊維を含む複数の第2構造体と、を含む。上記放熱構造体において、前記第2構造体は、シート状であり、前記複数の金属繊維の一部は前記第2構造体の面内方向に配向してもよい。上記放熱構造体において、前記複数の金属繊維の一部は前記第1構造体から離れる方向に配向してもよい。
【選択図】図1
特許請求の範囲
【請求項1】
金属材料で形成された第1構造体と、
前記第1構造体の外側に間隔を有して設けられ、複数の金属繊維を含む複数の第2構造体と、を含む、
放熱構造体。
続きを表示(約 740 文字)
【請求項2】
前記第2構造体は、シート状であり、
前記複数の金属繊維の一部は前記第2構造体の面内方向に配向している、
請求項1に記載の放熱構造体。
【請求項3】
前記複数の金属繊維の一部は前記第1構造体から離れる方向に配向している、
請求項1に記載の放熱構造体。
【請求項4】
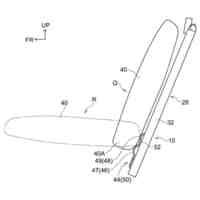
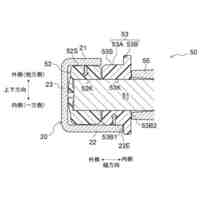
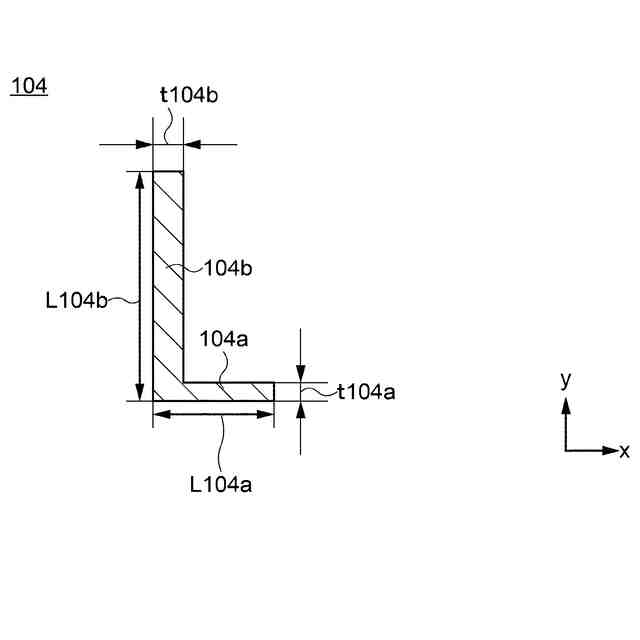
前記第2構造体は、前記第1構造体と接合する第1部分と、
前記第1部分に連結され前記第1構造体と離隔する第2部分と、を含み、
前記第1部分の空隙率は、前記第2部分の空隙率よりも低い、
請求項1に記載の放熱構造体。
【請求項5】
前記第2構造体の第1部分の厚さは、前記第2構造体の前記第2部分の厚さよりも小さい、
請求項4に記載の放熱構造体。
【請求項6】
前記第2構造体の前記第1部分は、前記金属繊維とは異なる材料を含む、
請求項4に記載の放熱構造体。
【請求項7】
前記金属繊維は、銅、銅合金、アルミニウムおよびアルミニウム合金の少なくとも一つを含む、
請求項1に記載の放熱構造体。
【請求項8】
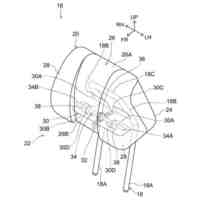
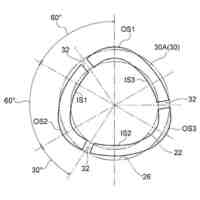
前記第1構造体は、円筒構造を有する、
請求項1に記載の放熱構造体。
【請求項9】
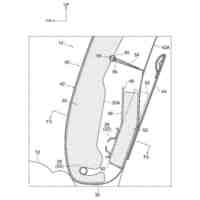
上面視において、前記第2構造体は、前記第1構造体の延伸する第1方向に交差する第2方向に延伸する部分を有する、
請求項1に記載の放熱構造体。
【請求項10】
前記第2構造体は、気流の方向に対して交差して設けられる、
請求項1に記載の放熱構造体。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明の一実施形態は、放熱構造体および放熱構造体の製造方法に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
モータやインバータ、ポンプ、コンプレッサなどの電動機、またはCPU(Central Processing Unit)やSSD(Solid State Drive)などの半導体素子は、駆動時に発熱するため、冷却(放熱)するための放熱部材(ヒートシンク)が設けられることがある。例えば、特許文献1には、複数のフィンを有するヒートシンクが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2019-22250号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1のヒートシンクの場合、アルミニウムを押出成形や切削加工にすることによって製造される。しかしながら、押出成形の場合、フィン肉厚や高さに加工限界があり放熱性に課題がある。また、切削加工の場合、長い加工時間を必要するとともに、切削された部分は廃棄されてしまうために、材料のムダが生じる。このため、ヒートシンクを製造するためのコストが高くなってしまう。
【0005】
上記課題を鑑み、本発明は、高い放熱性を有し、低コストで製造することが可能な放熱構造体を提供することを目的の一つとする。
【課題を解決するための手段】
【0006】
本発明の実施形態の一実施形態によれば、金属材料で形成された第1構造体と、前記第1構造体の外側に間隔を有して設けられ、複数の金属繊維を含む複数の第2構造体と、を含む、放熱構造体が提供される。
【0007】
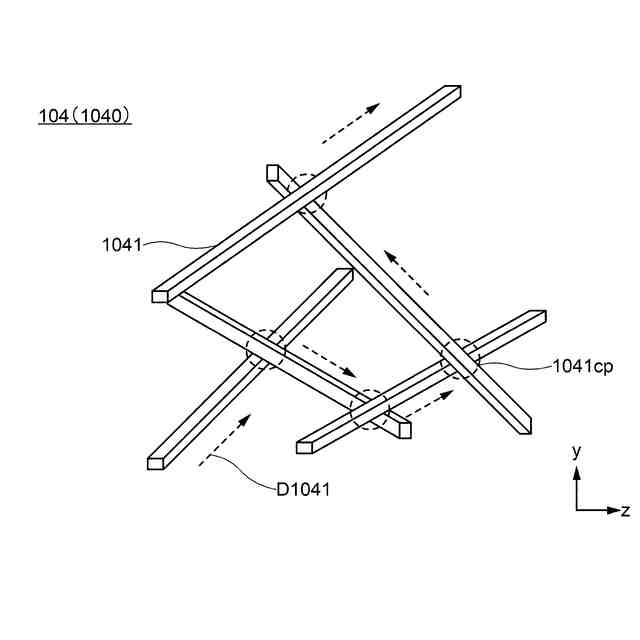
上記放熱構造体において、前記第2構造体は、シート状であり、前記複数の金属繊維の一部は前記第2構造体の面内方向に配向してもよい。
【0008】
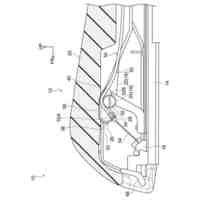
上記放熱構造体において、前記複数の金属繊維の一部は前記第1構造体から離れる方向に配向してもよい。
【0009】
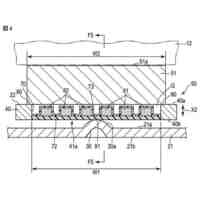
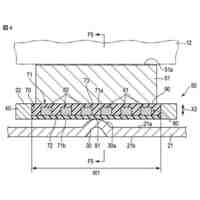
上記放熱構造体において、前記第2構造体は、前記第1構造体と接合する第1部分と、前記第1部分に連結され前記第1構造体と離隔する第2部分と、を含み、前記第1部分の空隙率は、前記第2部分の空隙率よりも低くてもよい。
【0010】
上記放熱構造体において、前記第2構造体の第1部分の厚さは、前記第2構造体の前記第2部分の厚さよりも小さくてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本発條株式会社
駐車装置
24日前
日本発條株式会社
駐車装置
18日前
日本発條株式会社
空調シート
12日前
日本発條株式会社
放熱構造体
3日前
日本発條株式会社
車両用シート
18日前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
24日前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
12日前
日本発條株式会社
車両用シート
11日前
日本発條株式会社
車両用シート
11日前
日本発條株式会社
駐車システム
20日前
日本発條株式会社
車両用シート
11日前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
2日前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
2日前
日本発條株式会社
車両用シート
2日前
日本発條株式会社
シート空調装置
1か月前
日本発條株式会社
アームレスト装置
1か月前
日本発條株式会社
搬送装置及び搬送システム
1か月前
日本発條株式会社
アームレスト回転制動構造
12日前
日本発條株式会社
シート用サスペンション装置
18日前
日本発條株式会社
ヘッドレスト及び車両用シート
1か月前
日本発條株式会社
カップホルダ及び車両用シート
1か月前
日本発條株式会社
ディスク装置用サスペンション
25日前
日本発條株式会社
ディスク装置用サスペンション
25日前
日本発條株式会社
トリムカバー及び車両用シート
1か月前
日本発條株式会社
シートトリム及び車両用シート
1か月前
日本発條株式会社
トリムカバー及び車両用シート
20日前
日本発條株式会社
樹脂製ブッシュ及び車両用シート
1か月前
日本発條株式会社
操作ストラップ及び車両用シート
2日前
日本発條株式会社
ウレタンパッド及びその製造方法
2日前
日本発條株式会社
トリムカバー及び車両用リヤシート
1か月前
日本発條株式会社
トリムカバー及び車両用リヤシート
1か月前
日本発條株式会社
シートパッド及び表皮の皺取り方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ