TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025133372
公報種別
公開特許公報(A)
公開日
2025-09-11
出願番号
2024031281
出願日
2024-03-01
発明の名称
ウェーハの両面加工方法及び両面加工装置
出願人
信越半導体株式会社
代理人
個人
,
個人
,
個人
主分類
H01L
21/304 20060101AFI20250904BHJP(基本的電気素子)
要約
【課題】
ウェーハの加工変質層(ダメージ)等の除去を確実に行い、かつ工程間でのウェーハ搬送や洗浄等の作業及び時間の削減を行い、生産性を向上させるとともに、両面研磨における目詰まり、研磨レートの低下やウェーハ面の粗化、パーティクルや欠陥の発生を防止し、表裏面品質が高く、品質の安定したウェーハに加工できるウェーハの両面加工方法及び両面加工装置を提供する。
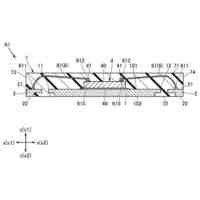
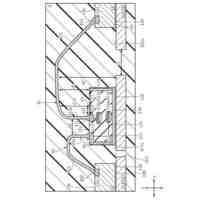
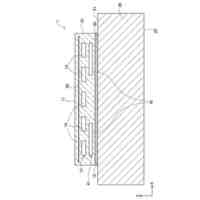
【解決手段】
研磨布が貼付された上下定盤を有する両面加工装置を用いたウェーハの両面加工方法であって、前記上下定盤の間に配設されたキャリアの保持孔で前記ウェーハを保持し、エッチング液を供給して、前記ウェーハにエッチング加工を行い、その後、同一の前記両面加工装置に砥粒入りのスラリを供給して、前記研磨布を用いて前記ウェーハに両面研磨加工を行うことを特徴とするウェーハの両面加工方法。
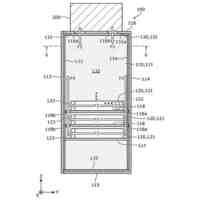
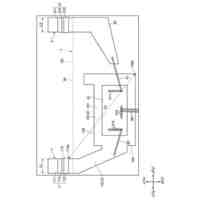
【選択図】図1
特許請求の範囲
【請求項1】
研磨布が貼付された上下定盤を有する両面加工装置を用いたウェーハの両面加工方法であって、
前記上下定盤の間に配設されたキャリアの保持孔で前記ウェーハを保持し、
エッチング液を供給して、前記ウェーハにエッチング加工を行い、
その後、同一の前記両面加工装置に砥粒入りのスラリを供給して、前記研磨布を用いて前記ウェーハに両面研磨加工を行うことを特徴とするウェーハの両面加工方法。
続きを表示(約 570 文字)
【請求項2】
前記研磨布として発泡ウレタン系の研磨布を用いることを特徴とする請求項1に記載のウェーハの両面加工方法。
【請求項3】
前記エッチング液をアルカリ性のエッチング液とすることを特徴とする請求項1に記載のウェーハの両面加工方法。
【請求項4】
前記エッチング加工での取り代を10μm以上とすることを特徴とする請求項1に記載のウェーハの両面加工方法。
【請求項5】
前記エッチング加工時の荷重を、前記両面研磨加工時の荷重より小さくすることを特徴とする請求項1~4のいずれか一項に記載のウェーハの両面加工方法。
【請求項6】
研磨布が貼付された上下定盤と、
前記上下定盤の間に配設され、ウェーハを保持するための保持孔が形成されたキャリアと、
砥粒を含まないエッチング液を保有する第一のタンクと、
砥粒入りのスラリを保有する第二のタンクと、
前記第一のタンクからの前記エッチング液の供給と、前記第二のタンクからの前記スラリの供給と、を切り替える切替手段を有することを特徴とするウェーハの両面加工装置。
【請求項7】
前記研磨布が発泡ウレタン系の研磨布であることを特徴とする請求項6に記載のウェーハの両面加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハの両面加工方法及び両面加工装置に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
半導体デバイス用のシリコンウェーハの製造工程は、チョクラルスキー(CZ)法等を使用して単結晶インゴットを育成する単結晶製造工程と、この単結晶インゴットをスライスし、鏡面状に加工するウェーハ加工工程とから構成され、さらに付加価値をつけるために、熱処理をするアニール工程やエピタキシャル層を形成するエピタキシャル成長工程を含む場合がある。
【0003】
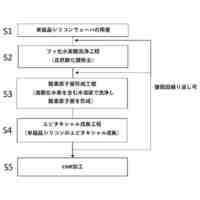
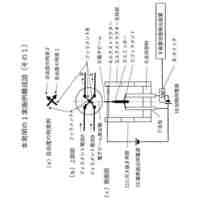
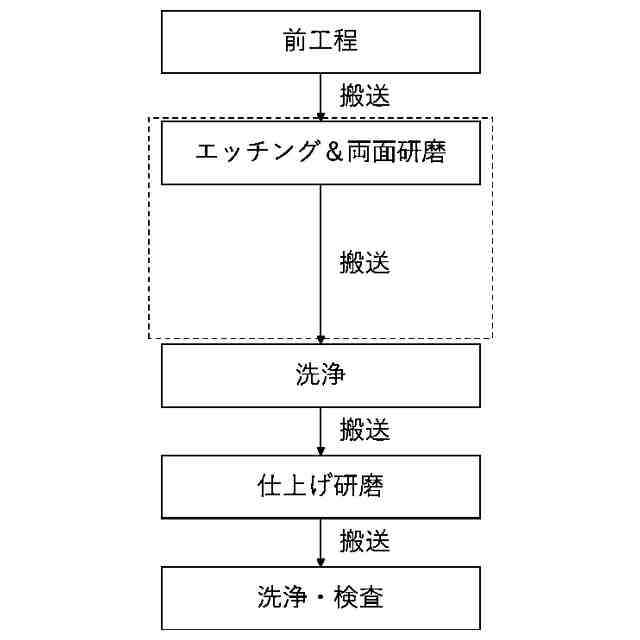
ウェーハ加工工程では、単結晶インゴットからスライスされたウェーハを例えば、図6に示すフロー図のように、面取り工程、ラップ又は研削工程、ハードレーザーマーク工程、エッチング工程、両面研磨工程、鏡面面取り工程、CMP(化学機械研磨)工程等の複数の工程を経て製品となる。
【0004】
ここで、スライシングやラッピングなどの研削機構(機械加工)で加工する工程を有し、これらの工程では反りや厚みなどのウェーハの形状を作り込むことを主な役割とする。一方で、クラックや条痕などを生じて、加工による応力が残存した層である加工変質層(以下ダメージということがある)をベアのシリコンウェーハに残してしまう。
【0005】
これらの加工変質層はその後、エッチング工程や研磨工程で除去される。
【0006】
エッチング加工には、例えばフッ化水素、硝酸、酢酸などからなる混酸を用いる酸エッチングと、水酸化ナトリウムや水酸化カリウム等のアルカリを用いるアルカリエッチングとがある。
【0007】
酸エッチングは、エッチングレートや面状態の制御が容易であるという利点がある一方、エッチングレートが大きいため、ラッピング及び両面研削により向上したウェーハの平坦度を悪化させるという欠点がある。
【0008】
一方、アルカリエッチングでは、エッチングレートが小さいためにウェーハの平坦度を維持することが可能であり、エッチング後に良好な平坦度のウェーハを得ることができるという利点を有する。
【0009】
なお、エッチングを均一に行うためにエッチング装置では、エッチング液に浸漬したウェーハを回転または揺動させるなどし、面内で均一にエッチングされるようにしている。
【0010】
ウェーハ加工工程は多岐に渡るため、各工程で装置が異なり、それぞれの工程の装置までウェーハを搬送するのに時間が掛かることや、洗浄やコンディショニングによるタイムロスで生産性が低下する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
信越半導体株式会社
ウェーハの加工方法
9日前
信越半導体株式会社
エピタキシャルウェーハの製造方法
今日
日本発條株式会社
積層体
11日前
個人
フレキシブル電気化学素子
今日
東レ株式会社
多孔質炭素シート
1か月前
ローム株式会社
半導体装置
1か月前
ローム株式会社
半導体装置
2日前
ローム株式会社
半導体装置
9日前
ローム株式会社
半導体装置
9日前
ローム株式会社
半導体装置
9日前
ローム株式会社
半導体装置
7日前
個人
防雪防塵カバー
11日前
株式会社ユーシン
操作装置
今日
キヤノン株式会社
電子機器
1か月前
株式会社GSユアサ
蓄電装置
7日前
オムロン株式会社
電磁継電器
1日前
株式会社GSユアサ
蓄電設備
今日
株式会社GSユアサ
蓄電設備
今日
株式会社GSユアサ
蓄電装置
11日前
個人
半導体パッケージ用ガラス基板
10日前
東レ株式会社
ガス拡散層の製造方法
1か月前
太陽誘電株式会社
コイル部品
今日
株式会社ホロン
冷陰極電子源
7日前
株式会社ティラド
面接触型熱交換器
22日前
ニチコン株式会社
コンデンサ
23日前
ニチコン株式会社
コンデンサ
23日前
太陽誘電株式会社
全固体電池
7日前
日本特殊陶業株式会社
保持装置
7日前
トヨタ自動車株式会社
蓄電装置
今日
日本特殊陶業株式会社
保持装置
7日前
ノリタケ株式会社
熱伝導シート
今日
日東電工株式会社
積層体
1日前
トヨタ自動車株式会社
二次電池
11日前
TDK株式会社
電子部品
7日前
日本特殊陶業株式会社
保持装置
11日前
ローム株式会社
電子装置
11日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ