TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025132875
公報種別
公開特許公報(A)
公開日
2025-09-10
出願番号
2024030727
出願日
2024-02-29
発明の名称
ワイヤ放電加工用電極線
出願人
住友電気工業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23H
7/08 20060101AFI20250903BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ワイヤ放電加工の加工速度を向上させることができるワイヤ放電加工用電極線を提供する。
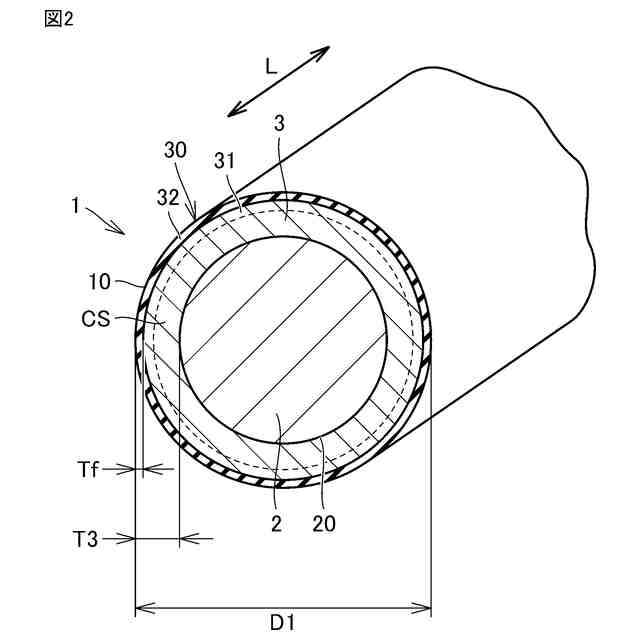
【解決手段】ワイヤ放電加工用電極線は、0.60質量%以上0.85質量%以下の炭素を含有する鋼から構成される芯線と、銅-亜鉛合金から構成され、芯線の外周面を被覆する被覆層と、を含み、線径が30μm以上100μm以下であり、引張強度が1900MPa以上2700MPa以下であり、弾性限が引張強度の98%以上100%未満である。被覆層は、被覆層の外表面を構成するように配置されており膜厚が40nm以上80nm以下である酸化膜を含む。
【選択図】図2
特許請求の範囲
【請求項1】
0.60質量%以上0.85質量%以下の炭素を含有する鋼から構成される芯線と、
銅-亜鉛合金から構成され、前記芯線の外周面を被覆する被覆層と、を含み、
線径が30μm以上100μm以下であり、
引張強度が1900MPa以上2700MPa以下であり、
弾性限が前記引張強度の98%以上100%未満であり、
前記被覆層は、前記被覆層の外表面を構成するように配置されており膜厚が40nm以上80nm以下である酸化膜を含む、ワイヤ放電加工用電極線。
続きを表示(約 340 文字)
【請求項2】
前記被覆層の厚さが前記ワイヤ放電加工用電極線の線径の2%以上15%以下である、請求項1に記載のワイヤ放電加工用電極線。
【請求項3】
前記銅-亜鉛合金における銅の割合は50質量%以上80質量%以下である、請求項1に記載のワイヤ放電加工用電極線。
【請求項4】
前記ワイヤ放電加工用電極線の導電率は13%IACS以上16%IACS以下である、請求項1に記載のワイヤ放電加工用電極線。
【請求項5】
前記酸化膜の厚みを前記ワイヤ放電加工用電極線の長手方向において1mおきに5か所測定した場合、前記酸化膜の厚みの最小値に対する最大値の比が1.4以下である、請求項1から請求項4のいずれか1項に記載のワイヤ放電加工用電極線。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ワイヤ放電加工用電極線に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
除去加工の一種として、ワイヤ放電加工が知られている。ワイヤ放電加工において、被加工物に予め形成された下穴に電極線が挿通された状態で、電極線に張力がかけられる。被加工物と電極線との間に電位差が形成されることにより、被加工物と電極線との間にアーク放電が発生する。放電により生じる熱によって被加工物が溶融する。ワイヤ放電加工に用いられる電極線(ワイヤ放電加工用電極線)として、鋼から構成される芯線と芯線の外周面を被覆する被覆層と、を含むものが知られている(たとえば、特許文献1、特許文献2参照)。
【先行技術文献】
【特許文献】
【0003】
特開2009-056548号公報
特開2007-144582号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ワイヤ放電加工において、加工速度の向上が望まれる。本開示は、上記に鑑みてなされたものであって、ワイヤ放電加工の加工速度を向上させることができるワイヤ放電加工用電極線を提供することを目的のひとつとする。
【課題を解決するための手段】
【0005】
本開示に従うワイヤ放電加工用電極線は、0.60質量%以上0.85質量%以下の炭素を含有する鋼から構成される芯線と、銅-亜鉛合金から構成され、芯線の外周面を被覆する被覆層と、を含む。ワイヤ放電加工用電極線の線径が30μm以上100μm以下である。ワイヤ放電加工用電極線の引張強度が1900MPa以上2700MPa以下である。ワイヤ放電加工用電極線の弾性限がワイヤ放電加工用電極線の引張強度の98%以上100%未満である。被覆層は、被覆層の外表面を構成するように配置されており膜厚が40nm以上80nm以下である酸化膜を含む。
【発明の効果】
【0006】
本開示に従うワイヤ放電加工用電極線によれば、ワイヤ放電加工の加工速度を向上させることができる。
【図面の簡単な説明】
【0007】
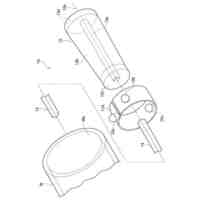
図1は、本開示に従う電極線の構造を示す概略図である。
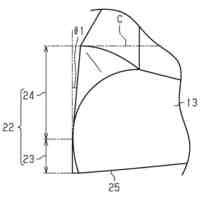
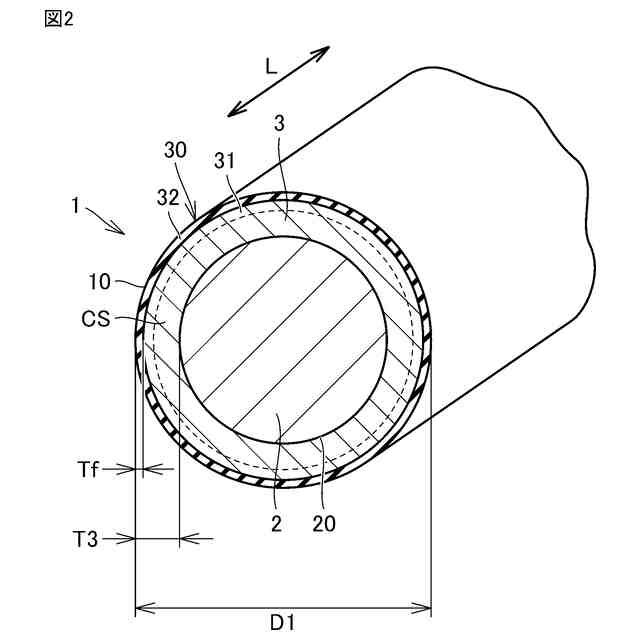
図2は、本開示に従う電極線の長手方向に垂直な断面における概略断面図である。
図3は、図2の電極線の真直度を説明するための概略図である。
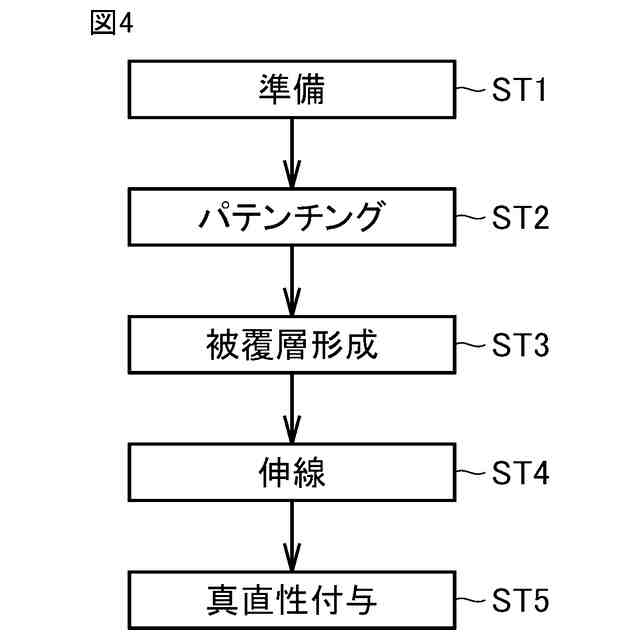
図4は、本開示に従う電極線の製造方法の各工程を示すフローチャートである。
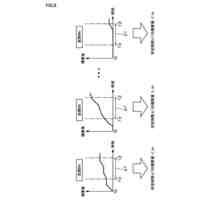
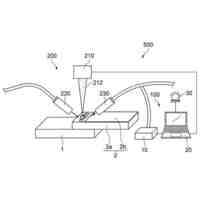
図5は、電極線に真直性を付与する加熱工程を説明するための概略図である。
【発明を実施するための形態】
【0008】
[実施形態の概要]
最初に本開示の実施形態を列記して説明する。本開示に従うワイヤ放電加工用電極線は、
(1)0.60質量%以上0.85質量%以下の炭素を含有する鋼から構成される芯線と、銅-亜鉛合金から構成され、芯線の外周面を被覆する被覆層と、を含む。ワイヤ放電加工用電極線の線径が30μm以上100μm以下である。ワイヤ放電加工用電極線の引張強度が1900MPa以上2700MPa以下である。ワイヤ放電加工用電極線の弾性限がワイヤ放電加工用電極線の引張強度の98%以上100%未満である。被覆層は、被覆層の外表面を構成するように配置されており膜厚が40nm以上80nm以下である酸化膜を含む。
【0009】
芯線を構成する鋼の炭素含有量が0.60質量%以上であることにより、芯線の十分な強度(引張強度)を確保することが容易となる。これにより、ワイヤ放電加工用電極線の使用中における断線の発生を抑制することができる。芯線を構成する鋼の炭素含有量が0.85質量%以下であることにより、芯線を適切な線径にまで加工することが容易となる。そして、ワイヤ放電加工用電極線の引張強度が1900MPa以上2700MPa以下であることにより、ワイヤ放電加工用電極線の十分な引張強度が確保される。その結果、ワイヤ放電加工においてワイヤ放電加工用電極線に十分な張力をかけることができる。ワイヤ放電加工用電極線の弾性限が引張強度の98%以上100%未満であることにより、ワイヤ放電加工用電極線の塑性変形が抑制される。これにより、ワイヤ放電加工用電極線における張力と長さとの関係が安定し、ワイヤ放電加工用電極線の振動が抑制される。その結果、被加工物とワイヤ放電加工用電極線との距離、すなわち、放電ギャップのばらつきを抑制することができる。
【0010】
被覆層の酸化膜の膜厚が40nm以上であることにより、被加工物とワイヤ放電加工用電極線との間に所定の値以上の電圧が印加された場合にのみ被加工物とワイヤ放電加工用電極線との間にアーク放電が発生する。被覆層の酸化膜の膜厚が80nm以下であることにより、アーク放電の発生に必要な電圧が適切な値に抑えられる。これにより、被加工物とワイヤ放電加工用電極線との間に不要なアーク放電が発生することを抑制しつつも適切な電圧によりアーク放電を発生させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フライス盤
4日前
日東精工株式会社
ねじ締め機
23日前
日東精工株式会社
ねじ締め機
4日前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
個人
切削油供給装置
20日前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
2か月前
株式会社アンド
半田付け方法
6日前
キヤノン電子株式会社
加工システム
1か月前
大見工業株式会社
ドリル
1か月前
株式会社ツガミ
工作機械
12日前
株式会社ダイヘン
溶接装置
2か月前
株式会社ダイヘン
溶接装置
2か月前
株式会社不二越
ブローチ盤
27日前
住友重機械工業株式会社
加工装置
2か月前
有限会社 ナプラ
ソルダペースト
2か月前
津田駒工業株式会社
センタリングバイス
27日前
トヨタ自動車株式会社
溶接マスク
2か月前
大見工業株式会社
エンドミル
19日前
株式会社不二越
摩耗判定装置
2か月前
株式会社不二越
波形抽出装置
2か月前
株式会社タマリ工業
レーザ加工装置
1か月前
株式会社MOLDINO
被覆切削工具
1か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社向洋技研
プロジェクション溶接部材
2か月前
DMG森精機株式会社
工作機械
2か月前
株式会社東芝
異常検出装置
1か月前
村田機械株式会社
ワーク位置決め治具
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社IHI
支持機構
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
ブラザー工業株式会社
工作機械
4日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ