TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025132137
公報種別
公開特許公報(A)
公開日
2025-09-10
出願番号
2024029502
出願日
2024-02-29
発明の名称
モータ、モータの製造方法及びインシュレータ
出願人
株式会社小松製作所
代理人
弁理士法人志賀国際特許事務所
主分類
H02K
3/04 20060101AFI20250903BHJP(電力の発電,変換,配電)
要約
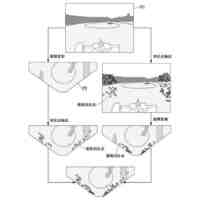
【課題】巻線の引き出し線部を容易にインシュレータの内周側に配置できるようにする。
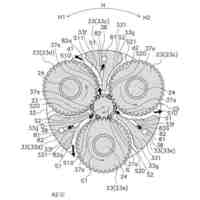
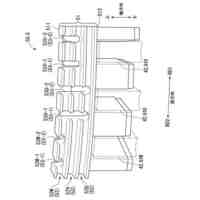
【解決手段】モータを構成する環状のステータコアに取り付けられるインシュレータ5は、ステータコアの軸方向の一端側に配置される巻線保持部51を有する。巻線保持部には、それぞれ外周側から窪むとともに周方向に延び、ステータコア側から軸方向に順番に並ぶ第一、第二、第三渡り溝52U,52V,52W、及び、周方向においてステータコアのティース42の両側においてそれぞれ巻線保持部の第一端部から軸方向に窪むとともに巻線保持部を径方向に貫通する一対のスリット53-1,53-2が複数組形成される。複数組の一対のスリットである、第一渡り溝まで到達する一対の第一スリットと、第二渡り溝まで到達する一対の第二スリットと、第三渡り溝まで到達する一対の第三スリットと、が第一周方向RD1に順番に繰り返して配置される。
【選択図】図4
特許請求の範囲
【請求項1】
ロータと、
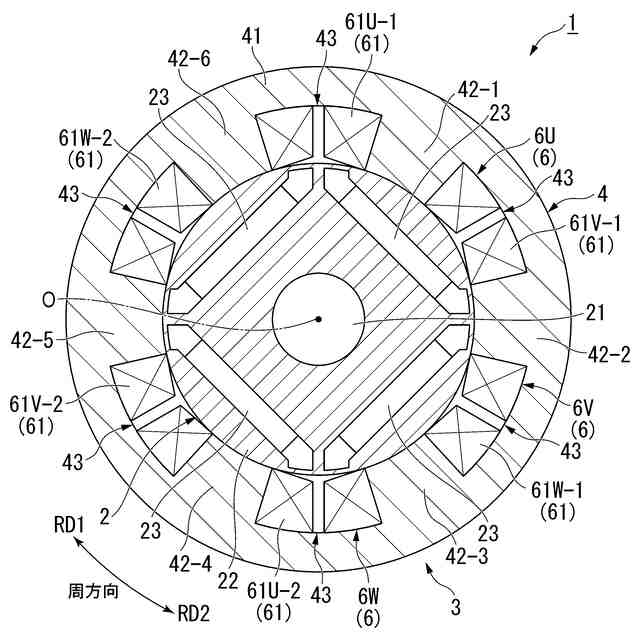
周方向に並ぶ複数のティース及び複数のスロットを有する環状のステータコアと、前記ステータコアに取り付けられるインシュレータと、前記インシュレータを介して前記複数のティースに巻き付けられる複数の巻線と、を備えるステータと、を備え、
前記ロータの極数をP、前記ステータコアのスロット数をS、2以上の自然数をnとしたときに、
P:S=2n:3n、又は、P:S=4n:3n
の条件を満たし、
前記複数の巻線はそれぞれ、
前記ティースに集中巻によって巻き付けられる複数のコイル部と、
前記巻線の端部を構成し、前記コイル部から延びる引き出し線部と、
隣り合う前記コイル部同士を接続する渡り線部と、を有し、
前記引き出し線部が前記周方向の一方側から引き出される前記コイル部は、前記周方向の他方側から前記渡り線部が引き出され、
前記コイル部の前記周方向の他方側から引き出される前記渡り線部は、前記コイル部に対して前記周方向の他方側に延び、
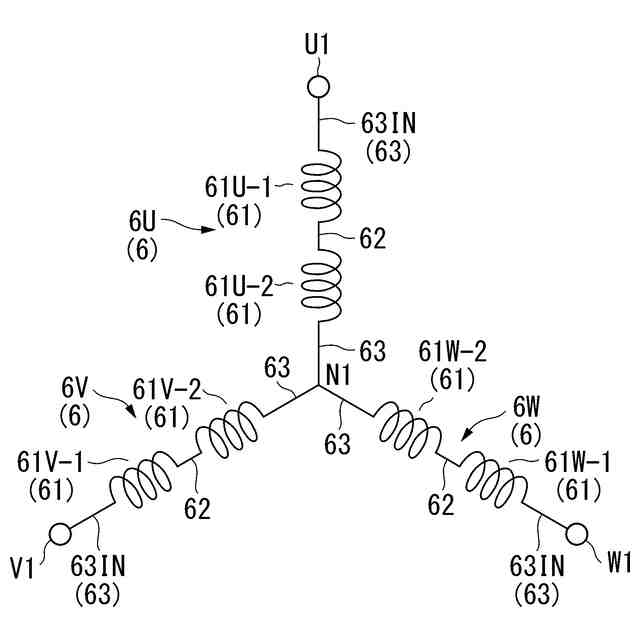
前記複数の巻線には、第一相巻線と、第二相巻線と、第三相巻線と、があり、
前記第一相巻線の前記コイル部と、前記第二相巻線の前記コイル部と、前記第三相巻線の前記コイル部とが、前記周方向のうち第一周方向側に順番に繰り返して配置され、
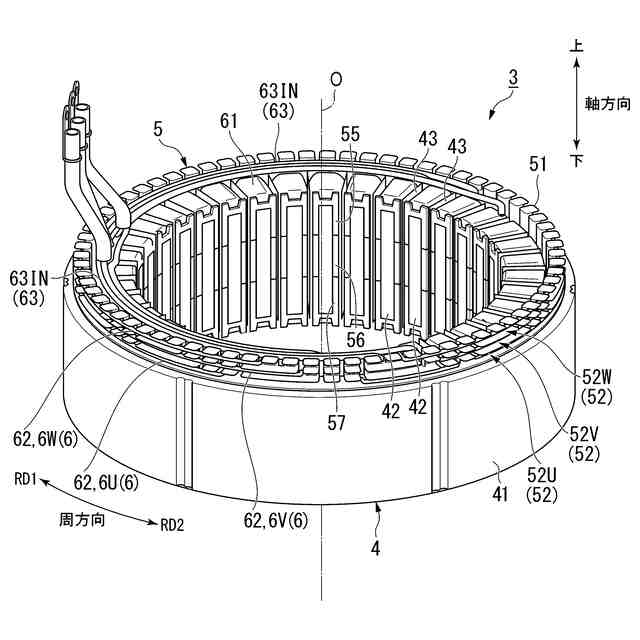
前記インシュレータは、
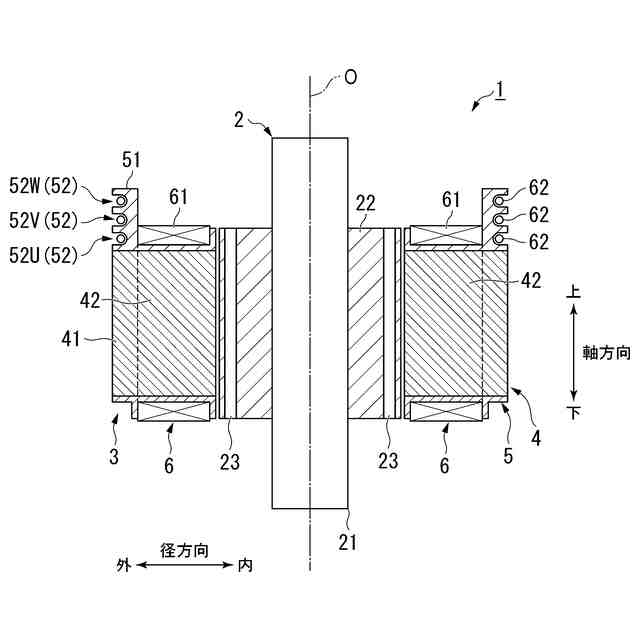
前記ステータコアの軸方向のいずれか一端側に配置される巻線保持部を有し、
前記巻線保持部は、前記周方向においてそれぞれの前記コイル部の両側に対応する位置に配置され、それぞれ前記軸方向における前記巻線保持部の前記一端側の端部から他端側に向けて窪むとともに前記ステータコアの径方向に貫通する一対のスリットを複数組有し、
前記コイル部から延びる前記引き出し線部及び前記渡り線部は、前記一対のスリットに挿通されることで、前記径方向において前記巻線保持部の外側に引き出し可能であり、
複数組の前記一対のスリットのうち、前記第一相巻線の前記コイル部に対応する一対の第一相スリットの軸方向の深さは、前記第二相巻線の前記コイル部に対応する一対の第二相スリットの軸方向の深さ以上であり、前記第二相スリットの軸方向の深さは、前記第三相巻線の前記コイル部に対応する一対の第三相スリットの深さ以上であるモータ。
続きを表示(約 2,200 文字)
【請求項2】
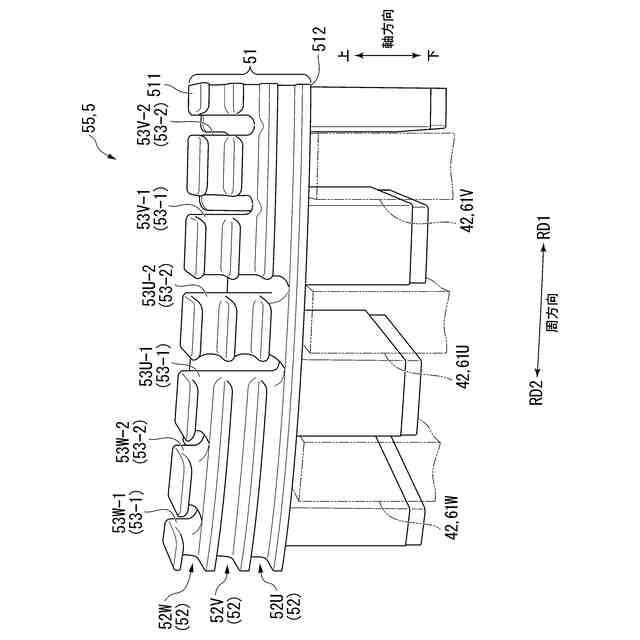
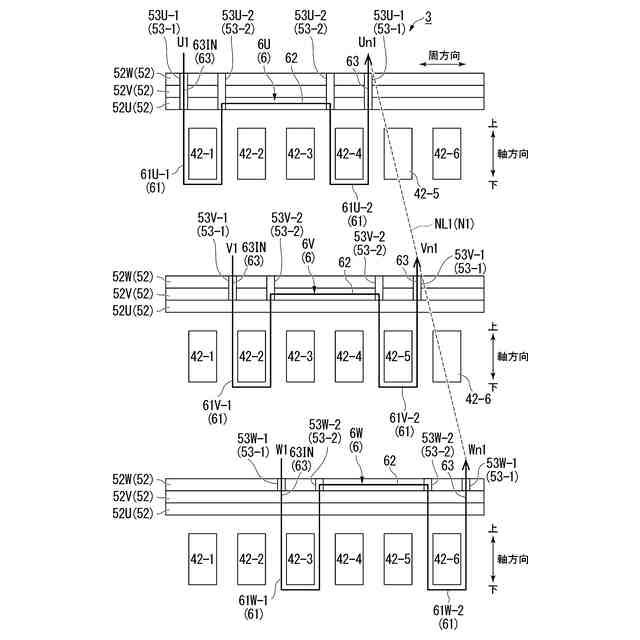
前記巻線保持部は、外周側から窪むとともに前記周方向に延び、前記軸方向に並ぶ複数の渡り溝を、さらに有し、
前記複数の渡り溝には、前記第一相巻線の前記渡り線部が収容される第一相用の渡り溝と、前記第二相巻線の前記渡り線部が収容される第二相用の渡り溝と、前記第三相巻線の前記渡り線部が収容される第三相用の渡り溝と、があり、
前記第一相用の渡り溝と前記第二相用の渡り溝と前記第三相用の渡り溝とは、前記軸方向において前記ステータコア側から順番に並び、
前記第一相スリットは、前記軸方向において前記巻線保持部の前記一端側の端部から前記第一相用の渡り溝まで到達するように延び、前記第二相スリットは、前記軸方向において前記巻線保持部の前記一端側の端部から前記第二相用の渡り溝まで到達するように延び、前記第三相スリットは、前記軸方向において前記巻線保持部の前記一端側の端部から前記第三相用の渡り溝まで到達するように延びる請求項1に記載のモータ。
【請求項3】
前記周方向のうち前記第一周方向と反対側の第二周方向側に位置する前記引き出し線部が、駆動電流を入力するための入力線である請求項1又は請求項2に記載のモータ。
【請求項4】
前記巻線は、複数本の素線を非整列で束にした多条線である請求項1又は請求項2に記載のモータ。
【請求項5】
前記インシュレータは、前記周方向に複数の分割体に分割され、
前記周方向における前記分割体の中間部分に、深さが最も大きい前記第一相スリットが配置され、前記周方向における前記分割体の両端部分に、前記第一相スリットよりも深さが小さい前記第二相スリット及び前記第三相スリットのうち少なくとも一方が配置される請求項1又は請求項2に記載のモータ。
【請求項6】
前記引き出し線部は、前記径方向において前記巻線保持部の内側に配置される請求項1又は請求項2に記載のモータ。
【請求項7】
請求項1又は請求項2に記載のモータを製造するモータの製造方法であって、
前記複数の巻線はそれぞれ、
第一の引き出し線部を第一のティースに対して前記第一周方向と反対側の第二周方向側に位置する前記一対のスリットの一方に通した上で、前記第一のティースに対して集中巻きにすることで第一のコイル部を形成する第一工程と、
前記第一工程の後に、前記第一のティースに対して前記第一周方向側に位置する前記一対のスリットの他方に通した上で、前記渡り溝に収容しながら前記第一のティースに対して前記第一周方向側に延ばすことで渡り線部を形成する第二工程と、
前記第二工程の後に、前記第一のティースに対して前記第一周方向側に離れて位置する第二のティースの前記第二周方向側に位置する前記一対のスリットの一方に通した上で、前記第二のティースに対して集中巻きにすることで第二のコイル部を形成する第三工程と、
前記第三工程の後に、前記第二のティースの前記第一周方向側に位置する前記一対のスリットの他方に通すことで第二の引き出し線部を形成する第四工程と、を実施することで形成され、
前記複数の巻線の前記第四工程の後に、前記複数の巻線のそれぞれの前記第一の引き出し線部を、これが通る前記スリットのうち前記軸方向における開口から抜き出して前記径方向における前記巻線保持部の内側に配置するモータの製造方法。
【請求項8】
ロータとともにモータを構成するステータに備わり、周方向に並ぶ複数のティース及び複数のスロットを有する環状に形成された前記ステータのステータコアに取り付けられるインシュレータであって、
前記ステータコアの軸方向のいずれか一端側に配置される巻線保持部を有し、
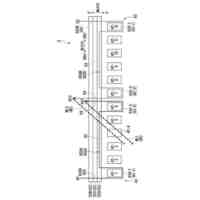
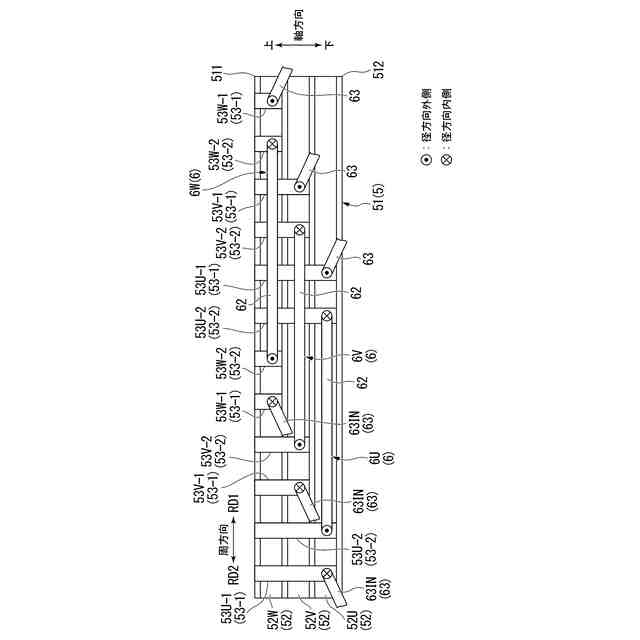
前記巻線保持部は、それぞれ外周側から窪むとともに前記周方向に延び、前記軸方向において前記ステータコア側から順番に並ぶ第一渡り溝、第二渡り溝及び第三渡り溝を有し、
前記巻線保持部には、前記周方向において前記ステータコアの前記ティースの両側に対応する位置に配置され、それぞれ前記軸方向において前記第三渡り溝が位置する前記巻線保持部の第一端部から前記第一渡り溝が位置する前記巻線保持部の第二端部に向けて窪むとともに前記巻線保持部を前記ステータコアの径方向に貫通する一対のスリットが複数組形成され、
複数組の前記一対のスリットには、前記軸方向において前記巻線保持部の第一端部から前記第一渡り溝まで到達するように延びる一対の第一スリットと、前記軸方向において前記巻線保持部の第一端部から前記第二渡り溝まで到達するように延びる一対の第二スリットと、前記軸方向において前記巻線保持部の第一端部から前記第三渡り溝まで到達するように延びる一対の第三スリットと、があり、前記一対の第一スリット、前記一対の第二スリット及び前記一対の第三スリットは、前記周方向のうち第一周方向に順番に繰り返して配置されるインシュレータ。
【請求項9】
前記周方向に複数の分割体に分割され、
前記周方向における前記分割体の中間部分に、深さが最も大きい前記第一スリットが配置され、前記周方向における前記分割体の両端部分に、前記第一スリットよりも深さが小さい前記第二スリット及び前記第三スリットのうち少なくとも一方が配置される請求項8に記載のインシュレータ。
発明の詳細な説明
【技術分野】
【0001】
本開示は、モータ、モータの製造方法及びインシュレータに関する。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
特許文献1には、ステータコアと巻線とインシュレータとを備えるモータ(電動機)のステータ(電機子)が開示されている。ステータコアは、複数のスロットとスロットの間に形成される複数のティースとを有する。巻線は、1本の素線(単線)、あるいは、複数本の素線を非整列で束ねた多条線からなる。巻線は、複数のティースのそれぞれに巻き回された複数のコイル部と、コイル部同士を接続する接続部(渡り線部)と、両端のコイル部からそれぞれ延びて巻線の端部を構成する2つの引き出し線部と、を有する。各コイル部から延びる引き出し線部や渡り線部は、インシュレータに形成された溝(スリット)を通して、ステータコアの径方向の内側から外側に引き出される。スリットは、ステータコアの軸方向におけるインシュレータの端部に開口する。渡り線部は、インシュレータの外周側において周方向に延びる渡り溝に収容される。
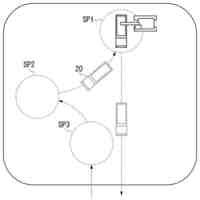
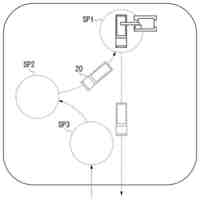
3相交流型のモータでは、3相分の巻線を有する。3相(U相、V相、W相)の巻線の渡り線部は、互いに異なる相の巻線同士を互いに電気的に絶縁するため、インシュレータの軸方向に並ぶ3つの渡り溝にそれぞれ収容される。
【先行技術文献】
【特許文献】
【0003】
国際公開第2012/133302号
【発明の概要】
【発明が解決しようとする課題】
【0004】
このようなモータにおいて、各相の巻線を機械によって自動的にステータコア及びインシュレータに取り付ける際には、はじめに、一方の引き出し線部を形成しながら、巻線をインシュレータの所定のスリットに通してインシュレータの内周側に引き込み、所定のティースに集中巻きで巻き付けてコイル部を形成する。次いで、巻線をコイル部から引き出して、インシュレータの別のスリットに通してインシュレータの外周側に引き出し、所定の渡り溝に収容して渡り線部を形成する。その後、巻線をさらに別のスリットに通してインシュレータの内周側に引き込み、別のティースに集中巻きで巻き付けて別のコイル部を形成する。最後に、巻線を別のコイル部から引き出して、インシュレータの他のスリットに通してインシュレータの外周側に引き出すことで、他方の引き出し線部を形成する。このため、各巻線の2つの引き出し線部は、インシュレータの外周側に配置される。
【0005】
この種のモータにおいては、引き出し線部をインシュレータの内周側に配置してモータの小型化を図ることが求められている。
しかしながら、ステータコア及びインシュレータに対する3相の巻線の取付態様によっては、スリットの開口と当該スリットに通された所定の巻線の引き出し線部との間において、当該巻線の渡り線部、あるいは、別の巻線の渡り線部がステータコアの周方向に延びている。この場合、インシュレータの外周側に引き出された引き出し線部を、スリットの開口から抜き出すことができず、スリットと上記した渡り線部との間に通す必要があり、面倒である。特に、2つの引き出し線部のうち一方の引き出し線部の長さは長いため、スリットと上記した渡り線部との間に通すための時間が長くなってしまう。このため、モータ(特にステータ)を効率よく製造することができない。
【0006】
本開示はこのような課題に鑑みてなされたものであって、所定の巻線の引き出し線部を容易にインシュレータの内周側に配置することが可能なモータ、モータの製造方法及びインシュレータを提供することを目的とする。
【課題を解決するための手段】
【0007】
本開示の一の態様に係るモータは、ロータと、周方向に並ぶ複数のティース及び複数のスロットを有する環状のステータコアと、前記ステータコアに取り付けられるインシュレータと、前記インシュレータを介して前記複数のティースに巻き付けられる複数の巻線と、を備えるステータと、を備え、前記ロータの極数をP、前記ステータコアのスロット数をS、2以上の自然数をnとしたときに、
P:S=2n:3n、又は、P:S=4n:3n
の条件を満たし、前記複数の巻線はそれぞれ、前記ティースに集中巻によって巻き付けられる複数のコイル部と、前記巻線の端部を構成し、前記コイル部から延びる引き出し線部と、隣り合う前記コイル部同士を接続する渡り線部と、を有し、前記引き出し線部が前記周方向の一方側から引き出される前記コイル部は、前記周方向の他方側から前記渡り線部が引き出され、前記コイル部の前記周方向の他方側から引き出される前記渡り線部は、前記コイル部に対して前記周方向の他方側に延び、前記複数の巻線には、第一相巻線と、第二相巻線と、第三相巻線と、があり、前記第一相巻線の前記コイル部と、前記第二相巻線の前記コイル部と、前記第三相巻線の前記コイル部とが、前記周方向のうち第一周方向側に順番に繰り返して配置され、前記インシュレータは、前記ステータコアの軸方向のいずれか一端側に配置される巻線保持部を有し、前記巻線保持部は、前記周方向においてそれぞれの前記コイル部の両側に対応する位置に配置され、それぞれ前記軸方向における前記巻線保持部の前記一端側の端部から他端側に向けて窪むとともに前記ステータコアの径方向に貫通する一対のスリットを複数組有し、前記コイル部から延びる前記引き出し線部及び前記渡り線部は、前記一対のスリットに挿通されることで、前記径方向において前記巻線保持部の外側に引き出し可能であり、複数組の前記一対のスリットのうち、前記第一相巻線の前記コイル部に対応する一対の第一相スリットの軸方向の深さは、前記第二相巻線の前記コイル部に対応する一対の第二相スリットの軸方向の深さ以上であり、前記第二相スリットの軸方向の深さは、前記第三相巻線の前記コイル部に対応する一対の第三相スリットの深さ以上である。
【0008】
前記モータを製造するモータの製造方法であって、前記複数の巻線はそれぞれ、第一の引き出し線部を第一のティースに対して前記第一周方向と反対側の第二周方向側に位置する前記一対のスリットの一方に通した上で、前記第一のティースに対して集中巻きにすることで第一のコイル部を形成する第一工程と、前記第一工程の後に、前記第一のティースに対して前記第一周方向側に位置する前記一対のスリットの他方に通した上で、前記渡り溝に収容しながら前記第一のティースに対して前記第一周方向側に延ばすことで渡り線部を形成する第二工程と、前記第二工程の後に、前記第一のティースに対して前記第一周方向側に離れて位置する第二のティースの前記第二周方向側に位置する前記一対のスリットの一方に通した上で、前記第二のティースに対して集中巻きにすることで第二のコイル部を形成する第三工程と、前記第三工程の後に、前記第二のティースの前記第一周方向側に位置する前記一対のスリットの他方に通すことで第二の引き出し線部を形成する第四工程と、を実施することで形成される。前記複数の巻線の前記第四工程の後に、前記複数の巻線のそれぞれの前記第一の引き出し線部を、これが通る前記スリットのうち前記軸方向における開口から抜き出して前記径方向における前記巻線保持部の内側に配置する。
【0009】
本開示の一の態様に係るインシュレータは、ロータとともにモータを構成するステータに備わり、周方向に並ぶ複数のティース及び複数のスロットを有する環状に形成された前記ステータのステータコアに取り付けられるインシュレータであって、前記ステータコアの軸方向のいずれか一端側に配置される巻線保持部を有し、前記巻線保持部は、それぞれ外周側から窪むとともに前記周方向に延び、前記軸方向において前記ステータコア側から順番に並ぶ第一渡り溝、第二渡り溝及び第三渡り溝を有し、前記巻線保持部には、前記周方向において前記ステータコアの前記ティースの両側に対応する位置に配置され、それぞれ前記軸方向において前記第三渡り溝が位置する前記巻線保持部の第一端部から前記第一渡り溝が位置する前記巻線保持部の第二端部に向けて窪むとともに前記巻線保持部を前記ステータコアの径方向に貫通する一対のスリットが複数組形成され、複数組の前記一対のスリットには、前記軸方向において前記巻線保持部の第一端部から前記第一渡り溝まで到達するように延びる一対の第一スリットと、前記軸方向において前記巻線保持部の第一端部から前記第二渡り溝まで到達するように延びる一対の第二スリットと、前記軸方向において前記巻線保持部の第一端部から前記第三渡り溝まで到達するように延びる一対の第三スリットと、があり、前記一対の第一スリット、前記一対の第二スリット及び前記一対の第三スリットは、前記周方向のうち第一周方向に順番に繰り返して配置される。
【発明の効果】
【0010】
本開示によれば、モータにおいて所定の巻線の引き出し線部を容易にインシュレータの内周側に配置することが可能となる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社小松製作所
モータ
26日前
株式会社小松製作所
モータ
26日前
株式会社小松製作所
作業車両
7日前
株式会社小松製作所
作業機械
27日前
株式会社小松製作所
作業車両
7日前
株式会社小松製作所
路面整備システム
26日前
株式会社小松製作所
プラネタリギヤ機構
25日前
株式会社小松製作所
モータ及びモータの製造方法
26日前
株式会社小松製作所
システム、作業車両および方法
27日前
株式会社小松製作所
システム、作業車両および方法
27日前
株式会社小松製作所
作業車両用作動油タンク及び作業車両
4日前
トヨタ自動車株式会社
運行管理装置
10日前
トヨタ自動車株式会社
運行管理装置
10日前
トヨタ自動車株式会社
車両走行管理装置
10日前
株式会社小松製作所
作業機械を制御するためのシステム及び方法
1か月前
株式会社小松製作所
モータ、モータの製造方法及びインシュレータ
26日前
株式会社小松製作所
作業内容推定システムおよび作業内容推定方法
26日前
株式会社小松製作所
作業現場の管理システム及び作業現場の管理方法
26日前
株式会社小松製作所
作業車両の制御システムおよび作業車両の制御方法
26日前
株式会社小松製作所
作業機械の操作システム、および作業機械の操作方法
10日前
株式会社小松製作所
作業機械の表示制御システムおよび作業内容の表示方法
26日前
株式会社小松製作所
作業機械を制御するためのシステム、方法、及び作業機械
7日前
株式会社小松製作所
作業機械の画像表示システムおよび作業機械の画像表示方法
5日前
株式会社小松製作所
作業機械のカメラシステムおよびカメラパラメータの校正方法
26日前
株式会社小松製作所
モータグレーダおよびモータグレーダのドローバ姿勢算出方法
19日前
株式会社小松製作所
モータグレーダおよびモータグレーダのドローバ姿勢算出方法
19日前
株式会社小松製作所
故障した作業機械の故障原因を診断するためのシステム及び方法
7日前
株式会社小松製作所
作業機械を含むシステム、作業機械、および作業機械の自動制御方法
19日前
株式会社小松製作所
作業機械を含むシステム、作業機械、および作業機械の自動走行制御方法
19日前
株式会社小松製作所
作業機械および作業機械の制御方法
17日前
株式会社小松製作所
作業機械を制御するためのシステム及び作業機械を制御するための方法
25日前
個人
電源装置
18日前
個人
バッテリ内蔵直流電源
17日前
株式会社FUJI
制御盤
7日前
オムロン株式会社
電源回路
11日前
オムロン株式会社
電源回路
11日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ