TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025126841
公報種別
公開特許公報(A)
公開日
2025-08-29
出願番号
2024023269
出願日
2024-02-19
発明の名称
ドレッシング方法
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
B24B
53/00 20060101AFI20250822BHJP(研削;研磨)
要約
【課題】従来よりも切削ブレードにかかる負荷を低減できるブレード側面のドレッシング方法を提供すること。
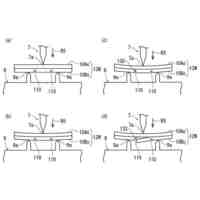
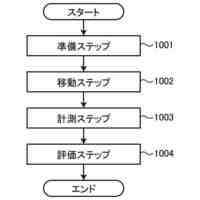
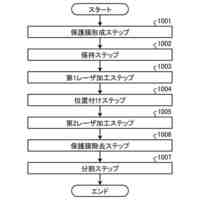
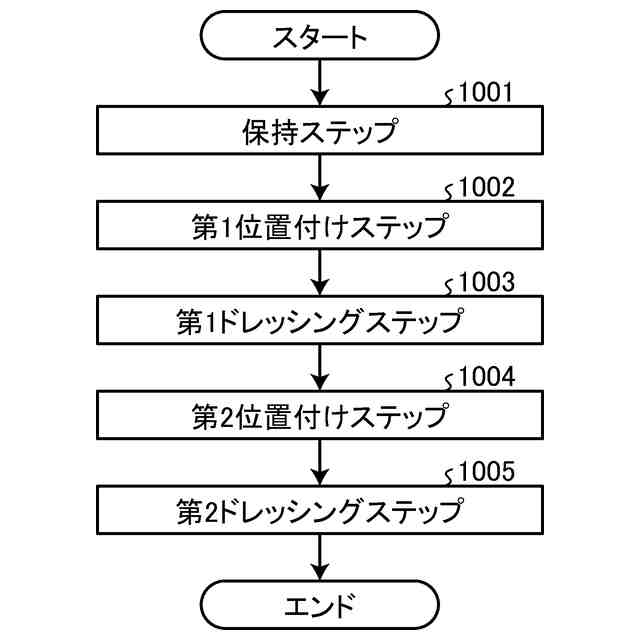
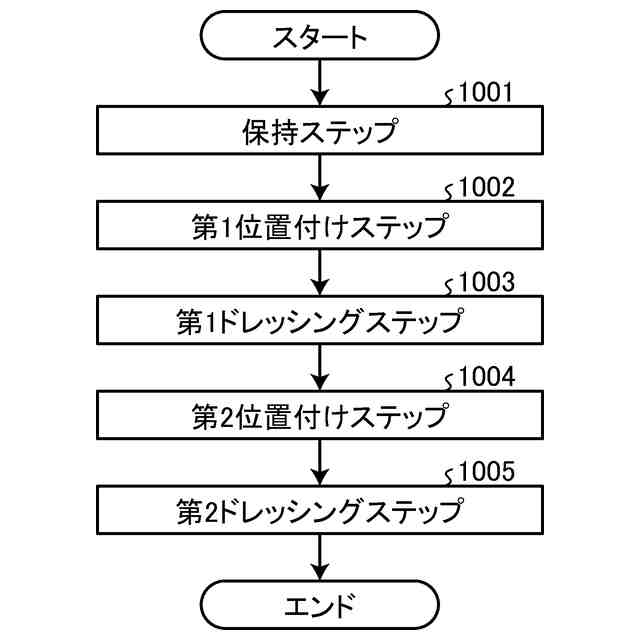
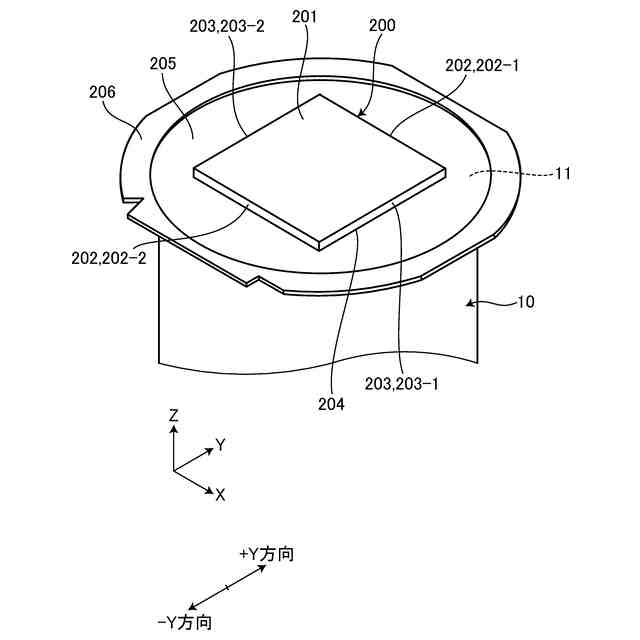
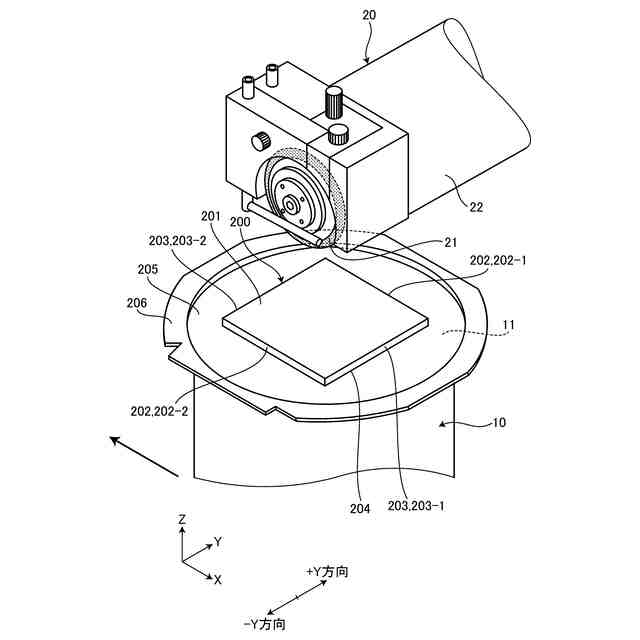
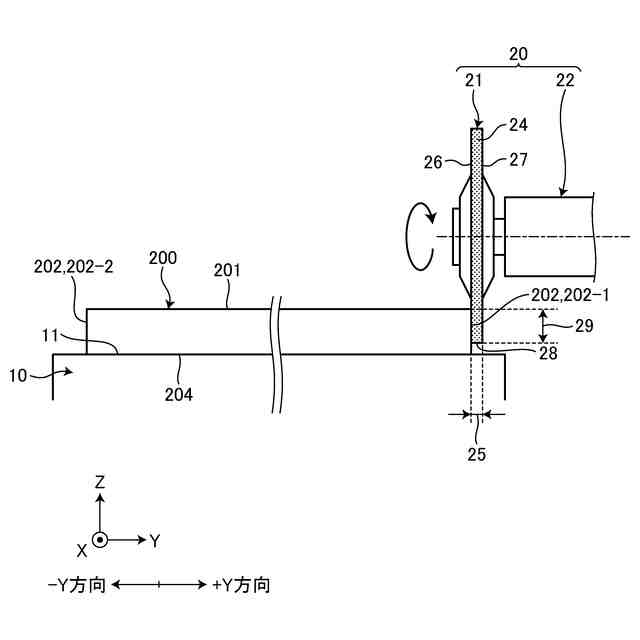
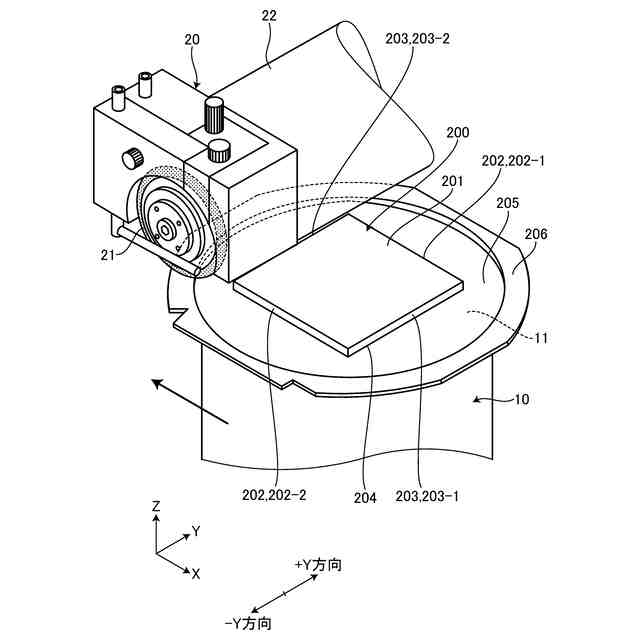
【解決手段】ドレッシング方法は、ドレッシングツールの一方の外周側面と切削ブレードの第1側面とが接触する位置に位置付ける第1位置付けステップ1002と、切削ブレードとドレッシングツールとを相対的に移動させ切削ブレードの第1側面をドレッシングツールの一方の外周側面に接触させることによってドレッシングする第1ドレッシングステップ1003と、ドレッシングツールの他方の外周側面と切削ブレードの第2側面とが接触する位置に位置付ける第2位置付けステップ1004と、切削ブレードとドレッシングツールとを相対的に移動させ切削ブレードの第2側面をドレッシングツールの他方の外周側面に接触させることによってドレッシングする第2ドレッシングステップ1005と、を少なくとも備える。
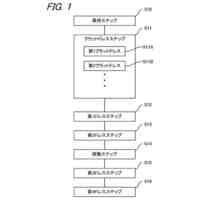
【選択図】図1
特許請求の範囲
【請求項1】
円形の切刃を有し第1側面および第2側面を有する切削ブレードの該第1側面および該第2側面を矩形状のドレッシングツールによってドレッシングするドレッシング方法であって、
該ドレッシングツールを切削装置のチャックテーブルに保持する保持ステップと、
該ドレッシングツールの一方の外周側面と該切削ブレードの第1側面または第2側面とが接触する位置に位置付ける第1位置付けステップと、
該切削ブレードと該ドレッシングツールとを相対的に移動させ該切削ブレードの第1側面または第2側面を該ドレッシングツールの一方の外周側面に接触させることによって該切削ブレードの第1側面または第2側面をドレッシングする第1ドレッシングステップと、
該ドレッシングツールの他方の外周側面と該切削ブレードの第2側面または第1側面とが接触する位置に位置付ける第2位置付けステップと、
該切削ブレードと該ドレッシングツールとを相対的に移動させ該切削ブレードの第2側面または第1側面を該ドレッシングツールの他方の外周側面に接触させることによって該切削ブレードの第2側面または第1側面をドレッシングする第2ドレッシングステップと、
を少なくとも備えるドレッシング方法。
続きを表示(約 560 文字)
【請求項2】
円形の切刃を有し第1側面および第2側面を有する切削ブレードの該第1側面および該第2側面を矩形状のドレッシングツールによってドレッシングするドレッシング方法であって、
該ドレッシングツールには、予め、該切削ブレードの厚さよりも幅の広い凹溝が形成されており、
該ドレッシングツールを切削装置のチャックテーブルに保持する保持ステップと、
該凹溝の一方の内壁面と該切削ブレードの第1側面または第2側面とが接触する位置に位置付ける第1位置付けステップと、
該切削ブレードと該ドレッシングツールとを相対的に移動させ該切削ブレードの第1側面または第2側面を該凹溝の一方の内壁面に接触させることによって該切削ブレードの第1側面または第2側面をドレッシングする第1ドレッシングステップと、
該凹溝の他方の内壁面と該切削ブレードの第2側面または第1側面とが接触する位置に位置付ける第2位置付けステップと、
該切削ブレードと該ドレッシングツールとを相対的に移動させ該切削ブレードの第2側面または第1側面を該凹溝の他方の内壁面に接触させることによって該切削ブレードの第2側面または第1側面をドレッシングする第2ドレッシングステップと、
を少なくとも備えるドレッシング方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ドレッシング方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
IC(Integrated Circuit)、LSI(Large Scale Integration)等のデバイスが表面に複数形成されたシリコンウェーハは、裏面が研削されて所定の厚みに形成された後、切削装置によって個々のデバイスに分割され、携帯電話、パソコン等の電気機器に利用される。また、CSP(Chip Size Package)やQFN(Quad Flat Non-leaded package)等のパッケージデバイスやセラミックコンデンサー等(以下、単に被加工物)も切削装置によって個々のデバイスに分割され、電気機器等に利用される。
【0003】
上記個々のデバイスに分割する工程においては、切削装置に切削ブレードを装着して切削加工によって個々のデバイスに分割される。上記切削ブレードは、ダイヤモンド砥粒等をニッケルめっきで固めた電鋳ブレード、ダイヤモンド砥粒等をレジンボンド、メタルボンドで固めたレジンブレード、メタルブレードの各種切削ブレードを被加工物の特性に応じて適宜選択して使用される。
【0004】
ここで、切削装置に切削ブレードを装着した後、実際に加工する前に切削ブレードの真円出しおよび砥粒の突き出し(目立て)を目的として、ドレッシングツールを使用して、切削ブレードをドレッシングツールに切り込むドレッシング工程を実施している(例えば、特許文献1参照)。
【0005】
通常のドレッシング工程は、厚さ1mmのドレッシングツールに切削ブレードの先端(ブレード先端)を0.5mm切り込むことによってドレッシングしている。そのため、切削ブレードの側面は、ブレード先端から0.5mmまでの領域が目立てされる。
【先行技術文献】
【特許文献】
【0006】
特開2000-049120号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、近年、被加工物の構造も複雑化しており、ブレード先端から0.5mm以上の領域についてドレッシング(目立て)が必要になる場合がある。この場合、従来の方法でドレッシング工程を実施するには、厚さが厚いドレッシングツールに切削ブレードを深く切り込む必要があるが、ドレッシングツールに切削ブレードを深く切り込むと、加工条件によっては切削ブレードにかかる負荷が大きくなり、切削ブレードが破損してしまうという問題があった。
【0008】
本発明は、かかる問題点に鑑みてなされたものであり、その目的は、従来よりも切削ブレードにかかる負荷を低減できるブレード側面のドレッシング方法を提供することである。
【課題を解決するための手段】
【0009】
上述した課題を解決し、目的を達成するために、本発明のドレッシング方法は、円形の切刃を有し第1側面および第2側面を有する切削ブレードの該第1側面および該第2側面を矩形状のドレッシングツールによってドレッシングするドレッシング方法であって、該ドレッシングツールを切削装置のチャックテーブルに保持する保持ステップと、該ドレッシングツールの一方の外周側面と該切削ブレードの第1側面または第2側面とが接触する位置に位置付ける第1位置付けステップと、該切削ブレードと該ドレッシングツールとを相対的に移動させ該切削ブレードの第1側面または第2側面を該ドレッシングツールの一方の外周側面に接触させることによって該切削ブレードの第1側面または第2側面をドレッシングする第1ドレッシングステップと、該ドレッシングツールの他方の外周側面と該切削ブレードの第2側面または第1側面とが接触する位置に位置付ける第2位置付けステップと、該切削ブレードと該ドレッシングツールとを相対的に移動させ該切削ブレードの第2側面または第1側面を該ドレッシングツールの他方の外周側面に接触させることによって該切削ブレードの第2側面または第1側面をドレッシングする第2ドレッシングステップと、を少なくとも備えるものである。
【0010】
また、上述した課題を解決し、目的を達成するために、本発明のドレッシング方法は、円形の切刃を有し第1側面および第2側面を有する切削ブレードの該第1側面および該第2側面を矩形状のドレッシングツールによってドレッシングするドレッシング方法であって、該ドレッシングツールには、予め、該切削ブレードの厚さよりも幅の広い凹溝が形成されており、該ドレッシングツールを切削装置のチャックテーブルに保持する保持ステップと、該凹溝の一方の内壁面と該切削ブレードの第1側面または第2側面とが接触する位置に位置付ける第1位置付けステップと、該切削ブレードと該ドレッシングツールとを相対的に移動させ該切削ブレードの第1側面または第2側面を該凹溝の一方の内壁面に接触させることによって該切削ブレードの第1側面または第2側面をドレッシングする第1ドレッシングステップと、該凹溝の他方の内壁面と該切削ブレードの第2側面または第1側面とが接触する位置に位置付ける第2位置付けステップと、該切削ブレードと該ドレッシングツールとを相対的に移動させ該切削ブレードの第2側面または第1側面を該凹溝の他方の内壁面に接触させることによって該切削ブレードの第2側面または第1側面をドレッシングする第2ドレッシングステップと、を少なくとも備えるものである。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
ノズル
1日前
株式会社ディスコ
切削装置
1日前
株式会社ディスコ
加工方法
2日前
株式会社ディスコ
加工装置
10日前
株式会社ディスコ
フレーム
1日前
株式会社ディスコ
加工装置
3日前
株式会社ディスコ
加工装置
1日前
株式会社ディスコ
シート貼着装置
2日前
株式会社ディスコ
液体供給システム
1日前
株式会社ディスコ
チャックテーブル
11日前
株式会社ディスコ
接合強度検査方法
11日前
株式会社ディスコ
洗浄液供給システム
11日前
株式会社ディスコ
被加工物の加工方法
1日前
株式会社ディスコ
ウェーハの製造方法
9日前
株式会社ディスコ
被加工物の加工方法
9日前
株式会社ディスコ
ウエーハの加工方法
12日前
株式会社ディスコ
切削方法及び切削装置
9日前
株式会社ディスコ
洗浄装置及び洗浄方法
15日前
株式会社ディスコ
押圧試験装置の評価方法
1日前
株式会社ディスコ
切削ブレードのドレス方法
9日前
株式会社ディスコ
保持プレート及び洗浄装置
3日前
株式会社ディスコ
貼り合わせ基板の加工方法
1日前
株式会社ディスコ
異常予知方法及び加工装置
12日前
株式会社ディスコ
廃液処理装置及び洗浄方法
3日前
株式会社ディスコ
加工方法及びレーザ加工装置
1日前
株式会社ディスコ
端面修正治具及び端面修正方法
9日前
株式会社ディスコ
研磨装置及びウェーハの研磨方法
2日前
株式会社ディスコ
加工装置及び被加工物の加工方法
1日前
株式会社ディスコ
加工方法及びレーザ加工プログラム
1日前
株式会社ディスコ
レーザ加工装置及びレーザ加工方法
15日前
株式会社ディスコ
レーザ加工装置及びレーザ加工方法
10日前
株式会社ディスコ
加工装置およびウェーハの加工方法
2日前
株式会社ディスコ
板状ワークの加工方法及び加工装置
10日前
株式会社ディスコ
研削装置及び研削装置のメンテナンス方法
9日前
株式会社ディスコ
保護部材形成装置および保護部材の形成方法
1日前
株式会社ディスコ
液体供給システム、送液装置、及び液体を消費する装置
1日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ