TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025133469
公報種別
公開特許公報(A)
公開日
2025-09-11
出願番号
2024031442
出願日
2024-03-01
発明の名称
切削ブレードのドレス方法
出願人
株式会社ディスコ
代理人
弁理士法人航栄事務所
主分類
B24B
53/00 20060101AFI20250904BHJP(研削;研磨)
要約
【課題】効率よく適度に丸まった円弧状の先端形状となるドレス方法を提供する。
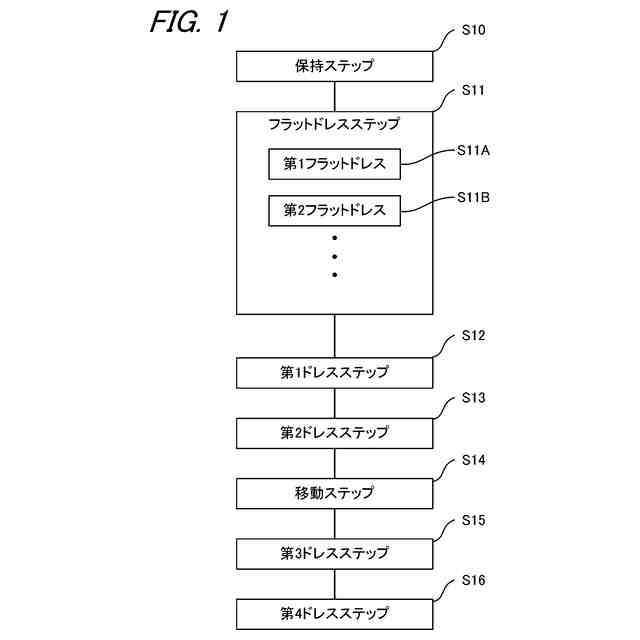
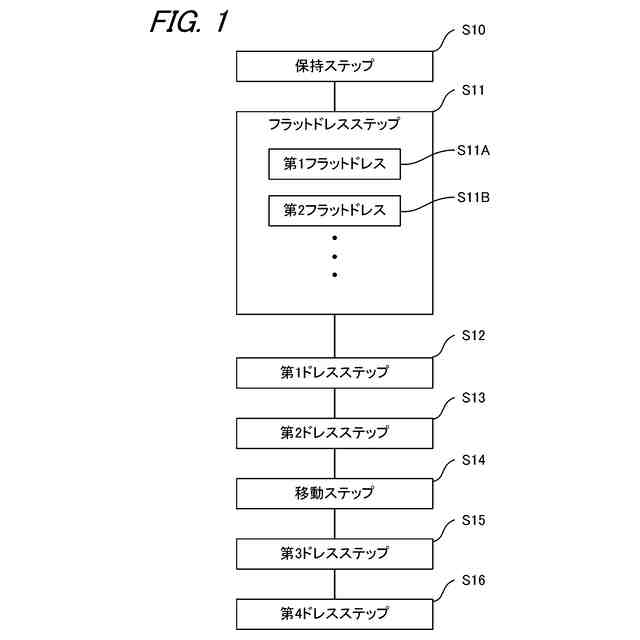
【解決手段】スピンドル22の先端に固定された切削ブレード21のドレス方法であって、保持ステップS10、第1ドレスステップS12、第2ドレスステップS13、を備える。第1ドレスステップS12は、第1高さ位置H1に切削ブレード21を位置付けて、切削ブレード21を回転させながらスピンドル22の軸心方向に相対的に移動させて、ドレスボード90が切削ブレード21の第1側面21a側から接触するように切削ブレード21の先端をドレスする。第2ドレスステップS13は、切削ブレード21を第1高さ位置H1に位置付けた状態で、切削ブレード21を回転させながら切削ブレード21とドレスボード90を軸心方向に相対的に移動させて、ドレスボード90が切削ブレード21の第2側面21b側から接触するように切削ブレード21の先端をドレスする。
【選択図】図1
特許請求の範囲
【請求項1】
スピンドルの先端に固定された切削ブレードのドレス方法であって、
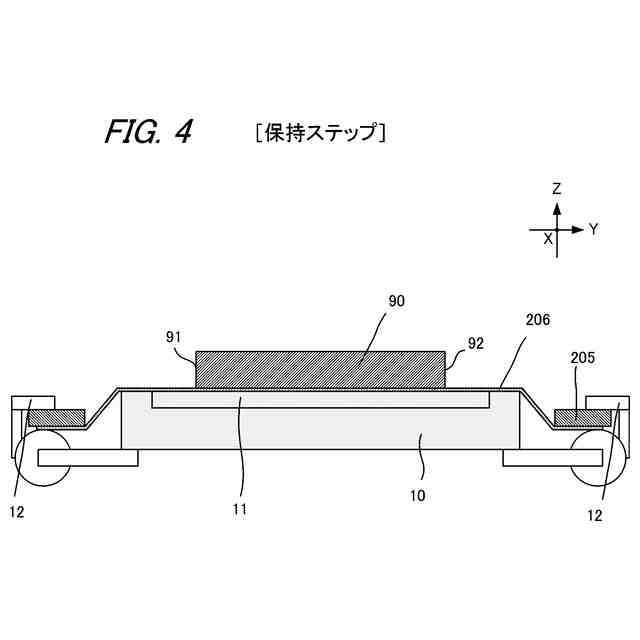
保持テーブルでドレスボードを保持する保持ステップと、
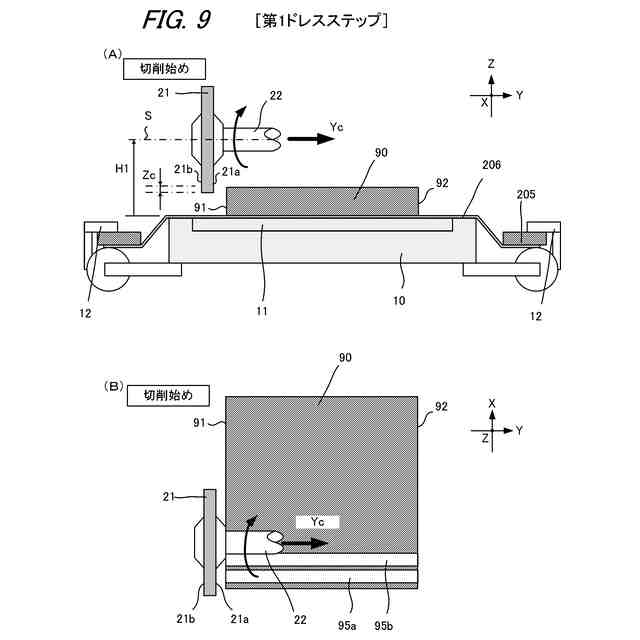
前記切削ブレードを前記ドレスボードに所定距離だけ切り込む第1高さ位置に前記切削ブレードを位置付けて、前記切削ブレードを回転させながら前記切削ブレードと前記ドレスボードを前記スピンドルの軸心が沿う方向である軸心方向に相対的に移動させて、前記ドレスボードが前記切削ブレードの一方の側面である第1側面側から接触するように前記切削ブレードの先端をドレスする第1ドレスステップと、
前記第1ドレスステップの後で、前記切削ブレードを前記第1高さ位置に位置付けた状態で、前記切削ブレードを回転させながら前記切削ブレードと前記ドレスボードを前記軸心方向に相対的に移動させて、前記ドレスボードが前記切削ブレードの前記第1側面と反対側の他方の側面である第2側面側から接触するように前記切削ブレードの先端をドレスする第2ドレスステップと、を備える、
ドレス方法。
続きを表示(約 1,900 文字)
【請求項2】
請求項1に記載のドレス方法であって、
前記第2ドレスステップの後で、前記切削ブレードを前記第1高さ位置よりも低い第2高さ位置に位置付けて、前記切削ブレードを回転させながら前記切削ブレードと前記ドレスボードを前記軸心方向に相対的に移動させて、前記ドレスボードが前記切削ブレードの前記第2側面側から接触するように前記切削ブレードの先端をドレスする第3ドレスステップと、
前記第3ドレスステップの後で、前記切削ブレードを前記第2高さ位置に位置付けた状態で、前記切削ブレードを回転させながら前記切削ブレードと前記ドレスボードを前記軸心方向に相対的に移動させて、前記ドレスボードが前記切削ブレードの前記第1側面側から接触するように前記切削ブレードの先端をドレスする第4ドレスステップと、を備える、
ドレス方法。
【請求項3】
請求項1又は2に記載のドレス方法であって、
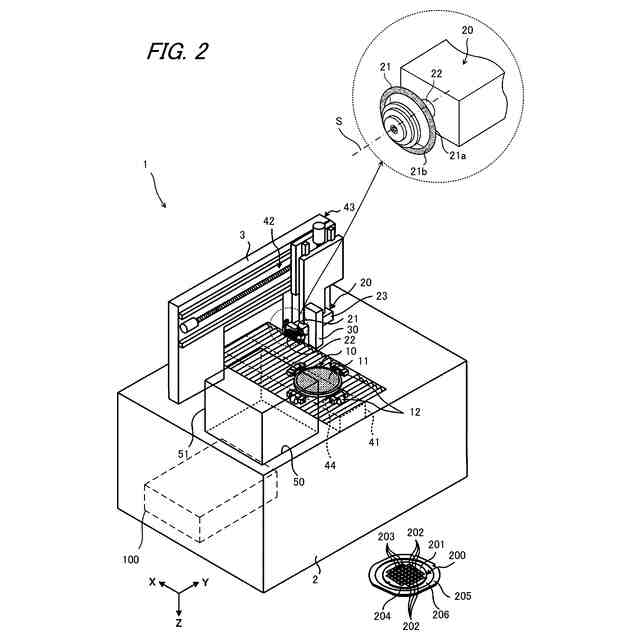
前記ドレスボードは、矩形状であり、
前記第1ドレスステップは、前記ドレスボードの一端側の前記ドレスボードの外側に前記切削ブレードを位置付けて、前記ドレスボードの一端側から前記ドレスボードの他端側に向かって前記切削ブレードの先端をドレスし、
前記第2ドレスステップは、前記ドレスボードの他端側の前記ドレスボードの外側に前記切削ブレードを位置付けて、前記ドレスボードの前記他端側から前記一端側に向かって前記切削ブレードの先端をドレスする、
ドレス方法。
【請求項4】
請求項3に記載のドレス方法であって、
前記第2ドレスステップの後且つ第3ドレスステップの前に、前記切削ブレードを前記ドレスボードでドレスを行わずに前記切削ブレードを前記ドレスボードの前記一端側から前記他端側の前記ドレスボードの外側に移動させる移動ステップ、をさらに備える、
ドレス方法。
【請求項5】
請求項1に記載のドレス方法であって、
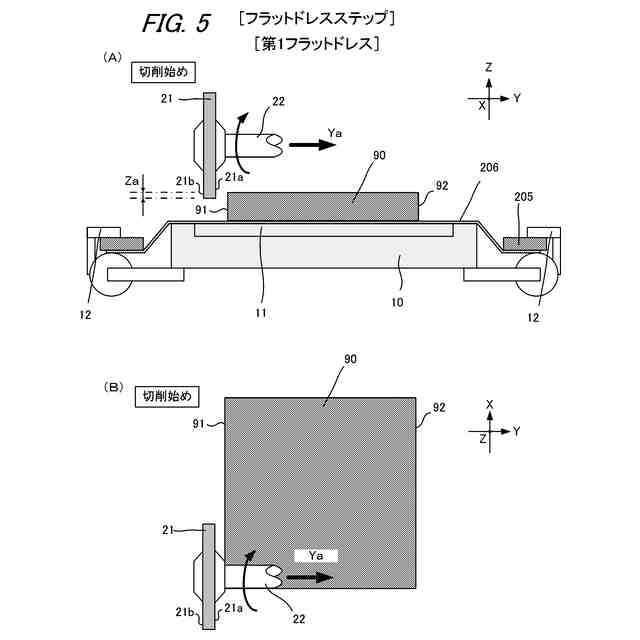
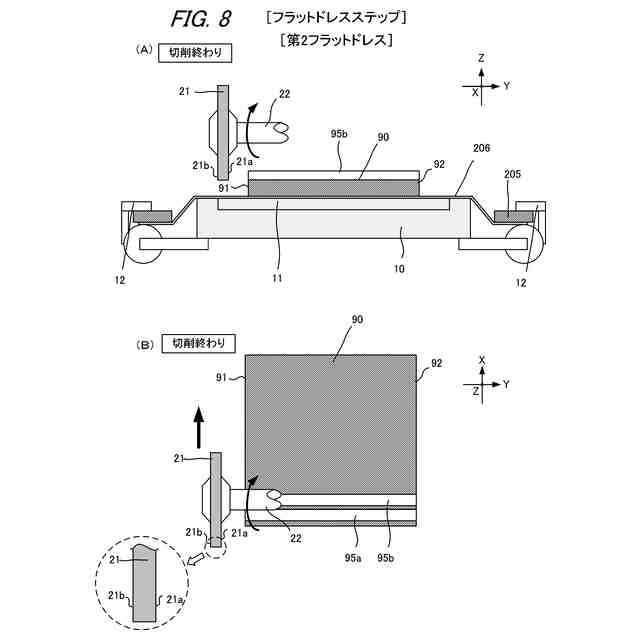
前記保持ステップの後且つ前記第1ドレスステップの前にフラットドレスステップをさらに備え、
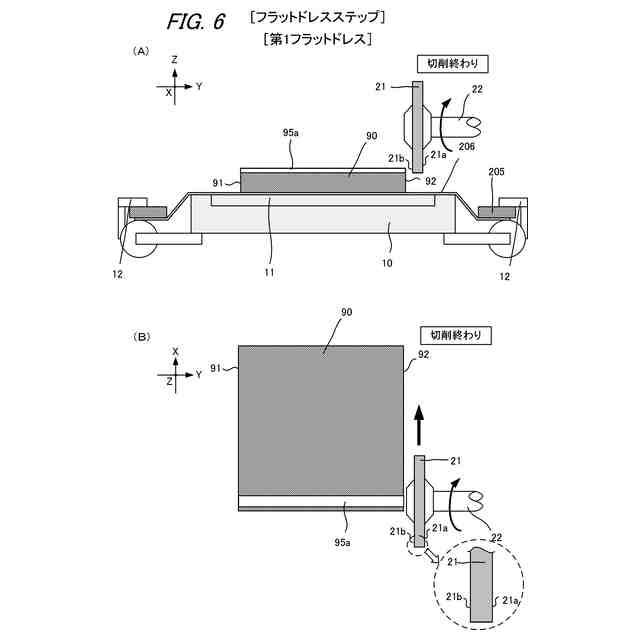
前記フラットドレスステップは、
前記切削ブレードを前記ドレスボードに所定距離だけ切り込む高さ位置に前記切削ブレードを位置付けて、前記切削ブレードを回転させながら前記切削ブレードと前記ドレスボードを前記軸心方向に相対的に移動させて、前記ドレスボードが前記切削ブレードの前記第1側面側から接触するように前記切削ブレードの先端をドレスする第1フラットドレスと、
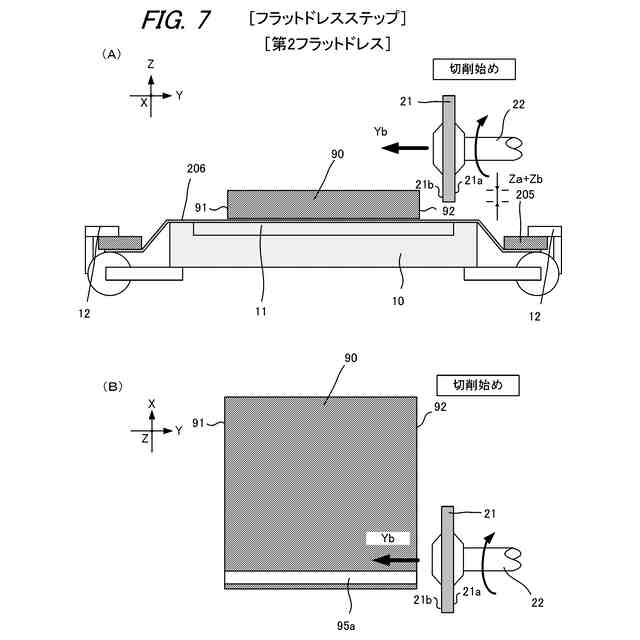
前記切削ブレードを前記第1フラットドレスの前記切り込む高さ位置よりも低い高さ位置に位置付けて、前記切削ブレードを回転させながら前記切削ブレードと前記ドレスボードを前記軸心方向に相対的に移動させて、前記ドレスボードが前記切削ブレードの前記第2側面側から接触するように前記切削ブレードの先端をドレスする第2フラットドレスと、を少なくとも1回含む、
ドレス方法。
【請求項6】
請求項5に記載のドレス方法であって、
前記第1フラットドレス及び前記第2フラットドレスにおいて、前記切削ブレードと前記ドレスボードを相対的に移動させるときの速度よりも、前記第1ドレスステップ及び前記第2ドレスステップにおいて前記切削ブレードと前記ドレスボードを相対的に移動させるときの速度が遅い、
ドレス方法。
【請求項7】
請求項2に記載のドレス方法であって、
前記第1ドレスステップで形成した前記ドレスボードの溝を第1溝、前記第2ドレスステップで形成した前記ドレスボードの溝を第2溝とすると、
前記第3ドレスステップは、前記第2溝に沿って且つ前記第2溝に重なるように前記切削ブレードをドレスし、
前記第4ドレスステップは、前記第1溝に沿って且つ前記第1溝に重なるように前記切削ブレードをドレスする、
ドレス方法。
【請求項8】
請求項1又は2に記載のドレス方法であって、
前記第1ドレスステップ及び前記第2ドレスステップにおいて、前記切削ブレードと前記ドレスボードを相対的に移動させるときの速度は等しい、
ドレス方法。
【請求項9】
請求項8に記載のドレス方法であって、
前記第1ドレスステップ及び第2ドレスステップにおいて前記切削ブレードと前記ドレスボードを相対的に移動させるときの速度は、10mm/sec以下である、
ドレス方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削ブレードのドレス方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
半導体ウェーハやセラミックス、樹脂パッケージ基板、SiCウェーハ、サファイアウェーハ等、各種板状の被加工物を個々のデバイスチップに分割するために、切削ブレードを用いる切削装置が使用されている。
【0003】
切削ブレードによって加工しづらい被加工物を切削する場合、切削ブレードの切削刃の摩耗や、切削刃の一部が欠ける刃先欠けなどの不具合が生じることがある。このような場合は、切削ブレードの切削刃をドレスボードに切り込んで多量に除去することにより形状の修正を行うことが知られている。
【0004】
特許文献1には、切削刃を多量に除去するために、切削ブレードを回転させるスピンドルの軸心方向に、切削ブレードとドレスボードを相対的に移動させることで、切削ブレードの切削刃の先端を多量にドレスするフラットドレスと呼ばれるドレス方法が記載されている。
【0005】
フラットドレスは、切削ブレードの切削刃の先端を短時間で多量に除去することができるが、切削刃の先端は角状の端部を持ったフラットな形状となる。しかしながら、切削ブレードの切削刃の先端は、角状の端部が適度に丸まった円弧状の先端形状が好ましい場合がある。円弧状の先端形状の場合、フラットな形状と比べて、被加工物を切削する際の切削抵抗が減って、被加工物を切削した後の溝の周辺に発生するチッピングと呼ばれる欠けの量や大きさが良好になることが知られている。
【先行技術文献】
【特許文献】
【0006】
特開2010-588号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
そのため、フラットドレス後に被加工物と同種の材料の基板を事前に切削するプリカットを実施して、切削ブレードの切削刃の先端を適度に丸まった円弧状の先端形状にしているが、プリカット用基板のコスト、プリカットに費やす時間が生じることで生産性が悪いという課題がある。
【0008】
本発明は、効率よく適度に丸まった円弧状の先端形状となる切削ブレードのドレス方法を提供する。
【課題を解決するための手段】
【0009】
本発明は、
スピンドルの先端に固定された切削ブレードのドレス方法であって、
保持テーブルでドレスボードを保持する保持ステップと、
前記切削ブレードを前記ドレスボードに所定距離だけ切り込む第1高さ位置に前記切削ブレードを位置付けて、前記切削ブレードを回転させながら前記切削ブレードと前記ドレスボードを前記スピンドルの軸心が沿う方向である軸心方向に相対的に移動させて、前記ドレスボードが前記切削ブレードの一方の側面である第1側面側から接触するように前記切削ブレードの先端をドレスする第1ドレスステップと、
前記第1ドレスステップの後で、前記切削ブレードを前記第1高さ位置に位置付けた状態で、前記切削ブレードを回転させながら前記切削ブレードと前記ドレスボードを前記軸心方向に相対的に移動させて、前記ドレスボードが前記切削ブレードの前記第1側面と反対側の他方の側面である第2側面側から接触するように前記切削ブレードの先端をドレスする第2ドレスステップと、を備える。
【発明の効果】
【0010】
本発明によれば、効率よく、切削ブレードの先端形状を適度に丸まった円弧状にすることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ