TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025116872
公報種別
公開特許公報(A)
公開日
2025-08-08
出願番号
2025087183,2024536127
出願日
2025-05-26,2023-11-27
発明の名称
ワーク加工方法
出願人
ヤマザキマザック株式会社
代理人
個人
主分類
B23B
19/00 20060101AFI20250801BHJP(工作機械;他に分類されない金属加工)
要約
【課題】加工の効率化と、設置スペースの拡大抑制と、加工精度の維持とを実現可能なワーク加工方法を提供する。
【解決手段】ワーク加工方法は、ワークをテーブルに取り付ける工程と、テーブルに支持されたワークを、第1加工装置の加工ヘッドによって順次支持される第1群の回転工具を用いて加工する第1加工工程と、テーブルに支持されたワークを、第1ロボットの多関節アームによって順次支持される第2群の回転工具を用いて加工する第2加工工程と、テーブルを第1軸まわりに旋回させる工程とを具備する。第1加工工程は、複数の直動装置を用いて、加工ヘッドを移動させることを含む。第1加工工程の一部と第2加工工程の一部とが同時に実行された後、テーブルが第1軸まわりに旋回され、テーブルが第1軸まわりに旋回された後、第1加工工程の一部と第2加工工程の一部とが同時に実行される。
【選択図】図40
特許請求の範囲
【請求項1】
ワークを、直接的または間接的に、ワーク支持装置のテーブルに取り付ける工程と、
前記テーブルによって支持された前記ワークを、第1加工装置の加工ヘッドによって順次支持される第1群の回転工具を用いて加工する第1加工工程と、
前記テーブルによって支持された前記ワークを、第1ロボットの多関節アームによって順次支持される第2群の回転工具を用いて加工する第2加工工程と、
前記ワークを支持する前記テーブルを第1軸まわりに旋回させる工程と
を具備し、
前記第1加工工程は、複数の直動装置を用いて、前記加工ヘッドを移動させることを含み、
前記第1加工工程の一部と前記第2加工工程の一部とが同時に実行された後、前記ワークを支持する前記テーブルが前記第1軸まわりに旋回され、
前記ワークを支持する前記テーブルが前記第1軸まわりに旋回された後、前記第1加工工程の一部と前記第2加工工程の一部とが同時に実行される
ワーク加工方法。
続きを表示(約 430 文字)
【請求項2】
前記第1加工工程の一部と前記第2加工工程の一部とが同時に実行された後、前記ワークを支持する前記テーブルが第2軸まわりに傾動され、
前記ワークを支持する前記テーブルが前記第2軸まわりに傾動された後、前記第1加工工程の一部と前記第2加工工程の一部とが同時に実行される
請求項1に記載のワーク加工方法。
【請求項3】
前記ワークを支持する前記テーブルの前記第1軸まわりの旋回の直前に、前記テーブルおよび前記第1加工装置のうちの一方を、前記テーブルおよび前記第1加工装置のうちの他方から離れる方向に直線的に移動させる工程と、
前記ワークを支持する前記テーブルの前記第1軸まわりの前記旋回の直後に、前記テーブルおよび前記第1加工装置のうちの一方を、前記テーブルおよび前記第1加工装置のうちの他方に近づく方向に直線的に移動させる工程と
を更に具備する
請求項1または2に記載のワーク加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワーク加工方法に関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
生産効率向上のため、複数の加工ヘッドを有する工作機械を用いることが知られている。
【0003】
関連する技術として、特許文献1には、マシニングセンタが開示されている。特許文献1に記載のマシニングセンタは、第1加工ヘッドと、第2加工ヘッドとを有する。
【0004】
また、特許文献2には、機械加工システムが開示されている。特許文献2に記載の機械加工システムは、複数の軌道モジュールを接続して形成されたプラットフォームと、プラットフォームの軌道上を移動する複数の加工ユニットとを備える。
【先行技術文献】
【特許文献】
【0005】
特開2000-296429号公報
特開2023-134393号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、加工の効率化と、設置スペースの拡大抑制と、加工精度の維持とを実現可能なワーク加工方法を提供することである。
【課題を解決するための手段】
【0007】
いくつかの実施形態におけるワーク加工方法は、ワークを、直接的または間接的に、ワーク支持装置のテーブルに取り付ける工程と、前記テーブルによって支持された前記ワークを、第1加工装置の加工ヘッドによって順次支持される第1群の回転工具を用いて加工する第1加工工程と、前記テーブルによって支持された前記ワークを、第1ロボットの多関節アームによって順次支持される第2群の回転工具を用いて加工する第2加工工程と、前記ワークを支持する前記テーブルを第1軸まわりに旋回させる工程と、を具備する。前記第1加工工程は、複数の直動装置を用いて、前記加工ヘッドを移動させることを含む。前記第1加工工程の一部と前記第2加工工程の一部とが同時に実行された後、前記ワークを支持する前記テーブルが前記第1軸まわりに旋回される。前記ワークを支持する前記テーブルが前記第1軸まわりに旋回された後、前記第1加工工程の一部と前記第2加工工程の一部とが同時に実行される。
【発明の効果】
【0008】
本発明により、加工の効率化と、設置スペースの拡大抑制と、加工精度の維持とを実現可能なワーク加工方法を提供することができる。
【図面の簡単な説明】
【0009】
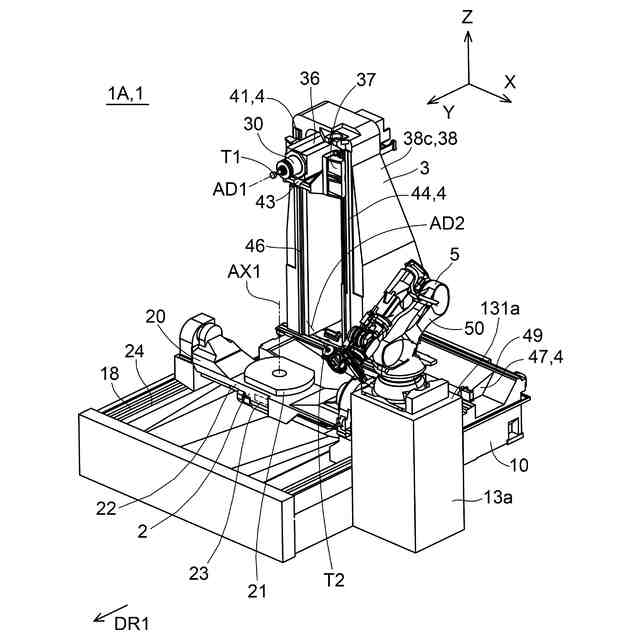
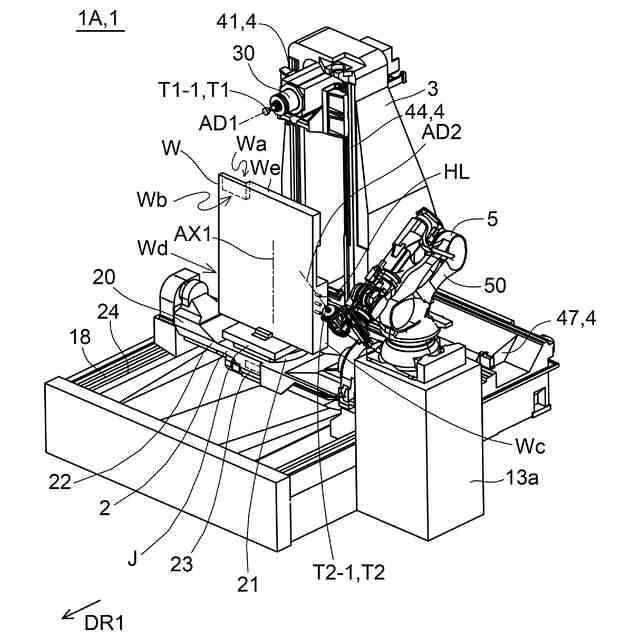
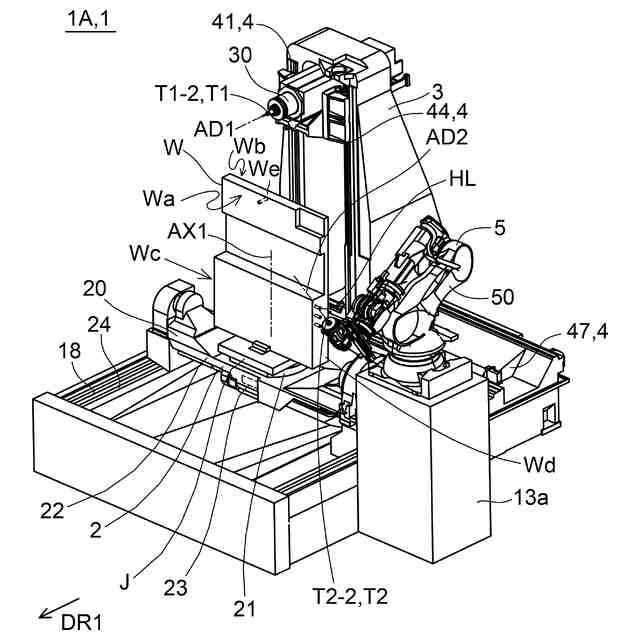
図1は、第1の実施形態における工作機械を模式的に示す概略斜視図である。
図2は、第1の実施形態における工作機械を模式的に示す概略斜視図である。
図3は、第1の実施形態における工作機械を模式的に示す概略斜視図である。
図4は、第1の実施形態における工作機械を模式的に示す概略平面図である。
図5は、第1の実施形態における工作機械を模式的に示す概略平面図である。
図6は、第1の実施形態における工作機械を模式的に示す概略平面図である。
図7は、第1の実施形態における工作機械を模式的に示す概略平面図である。
図8は、第1の実施形態の第1変形例における工作機械を模式的に示す概略平面図である。
図9は、加工ヘッドの一部分を模式的に示す概略側面図である。
図10は、第1ロボットおよび支持台の一例を模式的に示す概略斜視図である。
図11は、多関節アームに取り付けられる工具支持装置の一例を拡大して示す概略斜視図である。
図12は、第1の実施形態における工作機械を模式的に示す概略平面図である。
図13は、第1の実施形態の第2変形例における工作機械を模式的に示す概略平面図である。
図14は、第1の実施形態におけるワーク加工方法の一例を示すフローチャートである。
図15は、第1の実施形態におけるワーク加工方法の他の一例を示すフローチャートである。
図16は、第1の実施形態における工作機械を模式的に示す概略平面図である。
図17は、第2の実施形態における工作機械を模式的に示す概略斜視図である。
図18は、変形例における加工ヘッドを模式的に示す概略側面図である。
図19は、第2の実施形態における工作機械を模式的に示す概略平面図である。
図20は、第2ロボットおよび支持台の一例を模式的に示す概略斜視図である。
図21は、第2多関節アームに取り付けられる第2工具支持装置の一例を拡大して示す概略斜視図である。
図22は、第2の実施形態における工作機械システムを模式的に示す概略平面図である。
図23は、第2の実施形態における工作機械を模式的に示す概略平面図である。
図24は、少なくとも1つの工具交換装置が、加工ヘッドに支持された第1回転工具を他の第1回転工具に交換可能な様子を模式的に示す図である。
図25は、少なくとも1つの工具交換装置が、第1ロボットの工具支持装置に支持された第2回転工具を他の第2回転工具に交換可能な様子を模式的に示す図である。
図26は、少なくとも1つの工具交換装置が、第2ロボットの第2工具支持装置に支持された第3回転工具を他の第3回転工具に交換可能な様子を模式的に示す図である。
図27は、第2の実施形態における工作機械を模式的に示す概略斜視図である。
図28は、第2の実施形態における工作機械を模式的に示す概略斜視図である。
図29は、制御装置が複数の制御対象機器を制御可能な様子を模式的に示す図である。
図30は、ワーク加工方法の一工程が実行されている様子を拡大して示す概略斜視図である。
図31は、ワーク加工方法の一工程が実行されている様子を拡大して示す概略斜視図である。
図32は、ワーク加工方法の一工程が実行されている様子を拡大して示す概略斜視図である。
図33は、ワーク加工方法の一工程が実行されている様子を拡大して示す概略斜視図である。
図34は、ワーク加工方法の一工程が実行されている様子を拡大して示す概略斜視図である。
図35は、ワーク加工方法の一工程が実行されている様子を拡大して示す概略斜視図である。
図36は、ワーク加工方法の一工程が実行されている様子を拡大して示す概略斜視図である。
図37は、第2の実施形態におけるワーク加工方法の一例を示すフローチャートである。
図38は、第2の実施形態におけるワーク加工方法の他の一例を示すフローチャートである。
図39は、可動壁の一部分を拡大して示す概略正面図である。
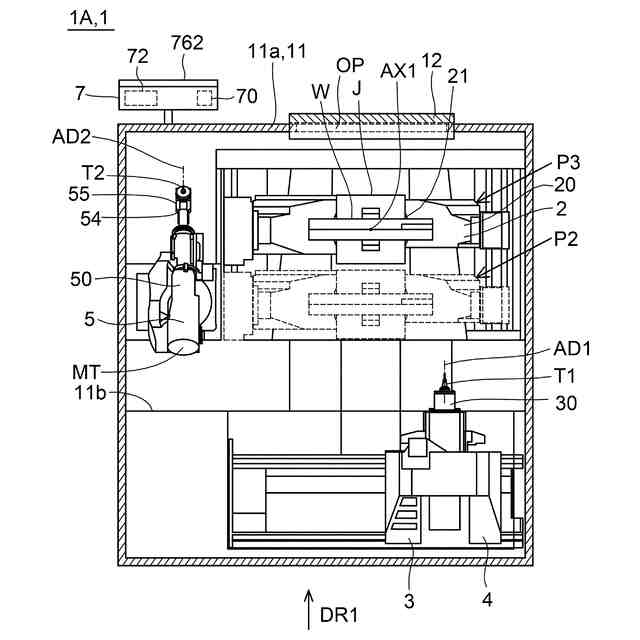
図40は、第1加工装置と第1ロボットとの間の配置関係の一例を模式的に示す概略平面図である。
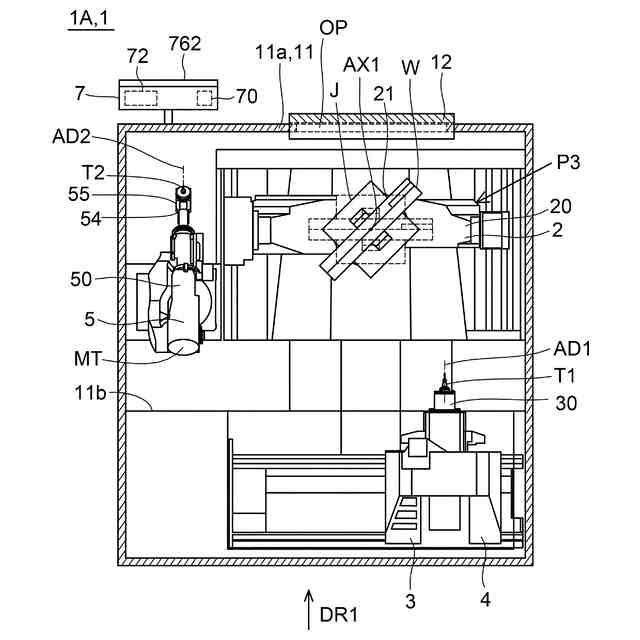
図41は、第1加工装置と第1ロボットとの間の配置関係の一例を模式的に示す概略平面図である。
図42は、第1加工装置と第1ロボットと第2ロボットとの間の配置関係の一例を模式的に示す概略平面図である。
図43は、第1加工装置と第1ロボットと第2ロボットとの間の配置関係の一例を模式的に示す概略平面図である。
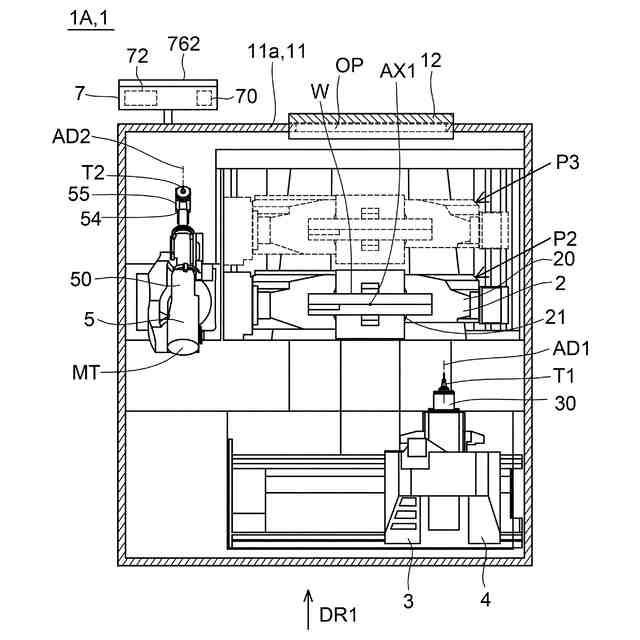
図44は、第1加工装置と第1ロボットとの間の配置関係の一例を模式的に示す概略平面図である。
【発明を実施するための形態】
【0010】
以下、図面を参照して、実施形態における工作機械1、および、ワーク加工方法について説明する。なお、以下の実施形態の説明において、同一の機能を有する部位、部材については同一の符号を付し、同一の符号が付された部位、部材についての繰り返しとなる説明は省略する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
株式会社北川鉄工所
回転装置
2か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
10日前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
25日前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
多軸ねじ締め機
4か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
2か月前
個人
切削油供給装置
7日前
エフ・ピー・ツール株式会社
リーマ
4か月前
日進工具株式会社
エンドミル
4か月前
株式会社アンド
半田付け方法
3か月前
株式会社アンド
半田付け方法
3か月前
キヤノン電子株式会社
加工システム
20日前
株式会社ダイヘン
多層盛り溶接方法
4か月前
大見工業株式会社
ドリル
1か月前
トヨタ自動車株式会社
接合方法
4か月前
ブラザー工業株式会社
工作機械
4か月前
ブラザー工業株式会社
工作機械
4か月前
株式会社トヨコー
被膜除去方法
3か月前
村田機械株式会社
レーザ加工機
3か月前
村田機械株式会社
レーザ加工機
3か月前
住友重機械工業株式会社
加工装置
2か月前
株式会社ダイヘン
溶接装置
4か月前
トヨタ自動車株式会社
溶接マスク
2か月前
株式会社不二越
ブローチ盤
14日前
株式会社ダイヘン
溶接装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ

































