TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025110529
公報種別
公開特許公報(A)
公開日
2025-07-29
出願番号
2024004411
出願日
2024-01-16
発明の名称
接合体の製造方法
出願人
日本軽金属株式会社
代理人
弁理士法人磯野国際特許商標事務所
主分類
B23K
20/12 20060101AFI20250722BHJP(工作機械;他に分類されない金属加工)
要約
【課題】バリの発生と接合部の欠陥の発生を抑えるとともに、回転ツール及び接合装置に加わる負荷を軽減する接合体の製造方法を提供する。
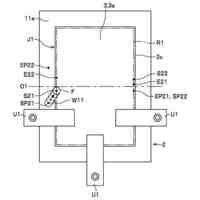
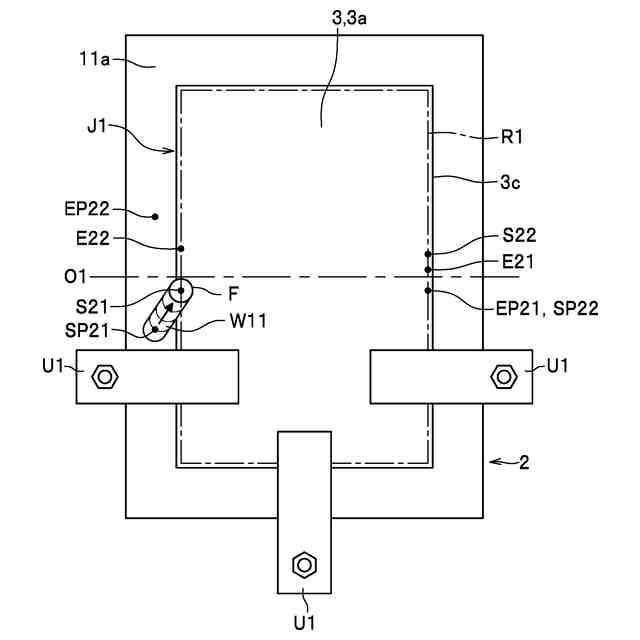
【解決手段】接合径路の一端側から前記接合径路の途中までに設けた第一の点までの第一接合範囲に摩擦攪拌を行う第一の摩擦攪拌接合工程と、第一接合範囲に属する塑性化領域内に設けた第二の点から第二接合範囲に摩擦攪拌を行う第二の摩擦攪拌接合工程と、を含み、第二の摩擦攪拌接合工程では、摩擦攪拌の開始位置SP22において、回転ツールFを螺旋溝の形成方向と同方向に回転させた状態で、攪拌ピンを被接合部材に挿入する挿入工程と、回転ツールFの回転方向を、螺旋溝の形成方向と逆方向に回転させるように変更する変更工程と、回転ツールFを螺旋溝の形成方向と逆方向に回転させた状態で、被接合部材の接合を行う接合工程と、を順に備える、ことを特徴とする。
【選択図】図23
特許請求の範囲
【請求項1】
螺旋溝が形成された攪拌ピンを有する回転ツールを用いて、被接合部材同士の接合径路への摩擦攪拌接合により接合体を製造する方法であって、
前記接合径路の一端側から前記接合径路の途中までに設けた第一の点までの第一接合範囲に摩擦攪拌を行う第一の摩擦攪拌接合工程と、
前記第一の摩擦攪拌接合工程により生じた第一接合範囲に属する塑性化領域内に設けた第二の点から前記接合径路の他端側までの第二接合範囲に摩擦攪拌を行う第二の摩擦攪拌接合工程と、を含み、
前記第一の摩擦攪拌接合工程では、前記第一接合範囲に対する摩擦攪拌の開始位置が前記被接合部材同士の前記接合径路の一端側に設定され、かつ、前記第一接合範囲の終了位置が前記接合径路の途中に設けた前記第一の点として設定され、
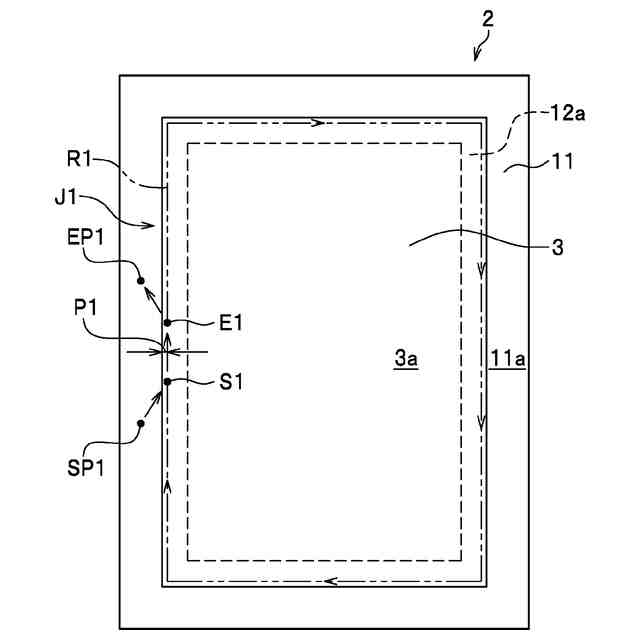
前記第二の摩擦攪拌接合工程では、前記第二接合範囲に対する摩擦攪拌の開始位置が前記第一接合範囲に属する塑性化領域の端部の点に設定され、前記第二接合範囲に対する摩擦攪拌の終了位置が前記一端側とは反対の前記接合径路の他端側に設定され、かつ、前記第二接合範囲に対する前記開始位置から前記接合径路の一端側に向かって前記第一接合範囲に属する前記塑性化領域に設定された折り返し位置まで摩擦攪拌を行い、当該折り返し位置から折り返して前記接合径路の他端側に向かって前記塑性化領域の摩擦攪拌を行い、再び前記第二接合範囲に対する開始位置を通って前記第二接合範囲に対する終了位置まで残りの前記接合径路の摩擦攪拌を行い、
前記第二の摩擦攪拌接合工程では、前記第二接合範囲に対する摩擦攪拌の開始位置において、
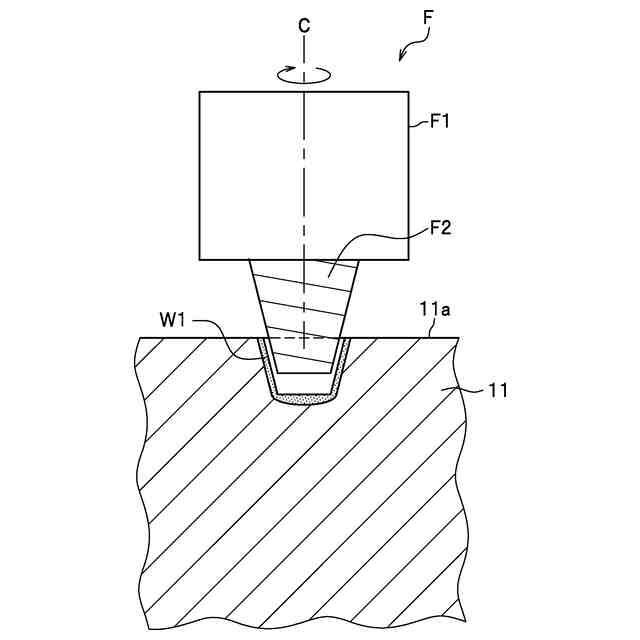
前記回転ツールを前記螺旋溝の形成方向と同方向に回転させた状態で、前記攪拌ピンを前記被接合部材に挿入する挿入工程と、
前記回転ツールの回転方向を、前記螺旋溝の形成方向と逆方向に回転させるように変更する変更工程と、
前記回転ツールを前記螺旋溝の形成方向と逆方向に回転させた状態で、前記被接合部材の接合を行う接合工程と、を順に備える、
ことを特徴とする接合体の製造方法。
続きを表示(約 1,100 文字)
【請求項2】
前記第二の摩擦攪拌接合工程では、前記第二接合範囲に対する摩擦攪拌の開始位置が、前記第一の摩擦攪拌接合工程によって形成された抜穴の位置である、請求項1に記載の接合体の製造方法。
【請求項3】
前記第一の摩擦攪拌接合工程において、前記第一接合範囲に対する摩擦攪拌接合を行う際の定常部の前記回転ツールの挿入深さH11と、前記第一の摩擦攪拌接合工程において、前記終了位置付近の前記回転ツールの挿入深さH12との関係が、H11×0.6≦H12<H11である、請求項1に記載の接合体の製造方法。
【請求項4】
前記第一の摩擦攪拌接合工程において、前記終了位置付近の前記回転ツールの挿入深さH12と、前記第二の摩擦攪拌接合工程において、前記開始位置に前記攪拌ピンを挿入する際の回転ツールの挿入深さH21との関係が、H12<H21≦H12×1.7である、請求項1に記載の接合体の製造方法。
【請求項5】
前記第二の摩擦攪拌接合工程において、前記開始位置に攪拌ピンを挿入する際の回転ツールの挿入深さH21と、前記第二の摩擦攪拌接合工程において、前記第二接合範囲に対する摩擦攪拌接合を行う際の定常部の回転ツールの挿入深さH22との関係が、H22<H21≦H22×1.4である、請求項1に記載の接合体の製造方法。
【請求項6】
前記挿入工程における前記回転ツールの回転数が、前記接合工程における前記回転ツールの回転数以上である、請求項1に記載の接合体の製造方法。
【請求項7】
前記挿入工程における前記回転ツールの回転数N1と、前記接合工程における前記回転ツールの回転数N2との関係が、N2≦N1≦N2×5である、請求項6に記載の接合体の製造方法。
【請求項8】
前記挿入工程の後に、前記回転ツールを前記被接合部材の表面方向に向けて引き上げる引上げ工程をさらに備え、
前記引上げ工程の後に、前記変更工程を行う、請求項1に記載の接合体の製造方法。
【請求項9】
前記挿入工程における前記回転ツールの挿入深さH1と、前記引上げ工程での引上量H2との関係が、H1×0.01≦H2≦H1×0.5である、請求項8に記載の接合体の製造方法。
【請求項10】
前記変更工程の後に、前記回転ツールを前記被接合部材の深さ方向に向けて押し込む押込み工程をさらに備え、
前記押込み工程の後に、前記接合工程を行う、請求項1に記載の接合体の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、接合体の製造方法に関する。
続きを表示(約 4,800 文字)
【背景技術】
【0002】
螺旋溝が形成された攪拌ピンを有する回転ツールを用いて被接合部材の摩擦攪拌接合を行うことで接合体を製造する方法が知られている。
通常、螺旋溝が基端から先端に向かうにつれて左巻き(左ネジ)に形成されている場合には、この回転ツールを右回転させて被接合部材に攪拌ピンを挿入して摩擦攪拌接合が行われる。一方、螺旋溝が基端から先端に向かうにつれて右巻き(右ネジ)に形成されている場合には、この回転ツールを左回転させて被接合部材に攪拌ピンを挿入して摩擦攪拌接合が行われる。すなわち、螺旋溝の形成方向と逆方向に回転ツールを回転(以下、この形態を「正回転」とする)させて被接合部材に攪拌ピンを挿入して摩擦攪拌接合が行われている(特許文献1)。
【0003】
正回転で摩擦攪拌接合を行うことで、塑性流動化した被接合部材の材料を攪拌ピンの先端側に導くことができる。これにより、先端部周辺の塑性流動を大きくすることで、接合部の深い部分における接合を安定して行うことができ、健全な接合部を形成することができる。また、被接合部材の外部に溢れ出る金属の量を少なくすることができる。
【0004】
また、従来、螺旋溝の形成方向と同方向に回転ツールを回転(以下、この形態を「逆回転」とする)させて被接合部材に攪拌ピンを挿入して摩擦攪拌接合が行われている(特許文献2)。
【先行技術文献】
【特許文献】
【0005】
特開平10-249551号公報
特開2002-035962号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載されるように正回転(螺旋溝の形成方向と回転ツールの回転方向が逆)させて摩擦攪拌接合を行う場合には、攪拌ピンと被接合部材との接触によって被接合部材の塑性流動が生じるとともに、攪拌ピンの挿入に伴って攪拌ピンの体積に応じて塑性流動化した被接合部材の材料が被接合部材の外部に溢れ出すことになる。このようにして溢れ出した塑性流動化した被接合部材の材料が固化することによって、接合後の被接合部材の表面にバリが多く発生するという問題がある。
【0007】
また、正回転で摩擦攪拌接合を行う場合には、塑性流動化した被接合部材の材料を攪拌ピンの先端側に向けて押し付けるようにして摩擦攪拌を行うことになるため、回転ツールを回転させる接合装置への負荷が増大するおそれがある。また、被接合部材の硬度が比較的に高い場合には、回転ツールの破損が生じる場合がある。また、2点の被接合部材を重ね合わせた状態で、正回転で攪拌ピンを挿入して摩擦攪拌接合を行った場合には、塑性流動化した被接合部材の材料の対流が生じることで、重ね面(重合部)に存在する被接合部材の酸化皮膜が巻き上げられることにより、接合部に欠陥が生じることがある。
【0008】
一方、特許文献2に記載されるように逆回転(螺旋溝の形成方向と回転ツールの回転方向が同一)させて摩擦攪拌接合を行う場合、塑性流動化した領域で生じる過剰な上向きの対流及び界面の巻き込みを抑制することができるとされている。しかしながら、この場合には、攪拌ピンの先端側の位置において材料が不足してしまい、内部に欠陥が生じることがある。
【0009】
このような観点から本発明は、バリの発生と接合部の欠陥の発生を抑えるとともに、回転ツール及び接合装置に加わる負荷を軽減する接合体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
(1)螺旋溝が形成された攪拌ピンを有する回転ツールを用いて、被接合部材同士の接合径路への摩擦攪拌接合により接合体を製造する方法であって、前記接合径路の一端側から前記接合径路の途中までに設けた第一の点までの第一接合範囲に摩擦攪拌を行う第一の摩擦攪拌接合工程と、前記第一の摩擦攪拌接合工程により生じた第一接合範囲に属する塑性化領域内に設けた第二の点から前記接合径路の他端側までの第二接合範囲に摩擦攪拌を行う第二の摩擦攪拌接合工程と、を含み、前記第一の摩擦攪拌接合工程では、前記第一接合範囲に対する摩擦攪拌の開始位置が前記被接合部材同士の前記接合径路の一端側に設定され、かつ、前記第一接合範囲の終了位置が前記接合径路の途中に設けた前記第一の点として設定され、前記第二の摩擦攪拌接合工程では、前記第二接合範囲に対する摩擦攪拌の開始位置が前記第一接合範囲に属する塑性化領域の端部の点に設定され、前記第二接合範囲に対する摩擦攪拌の終了位置が前記一端側とは反対の前記接合径路の他端側に設定され、かつ、前記第二接合範囲に対する前記開始位置から前記接合径路の一端側に向かって前記第一接合範囲に属する前記塑性化領域に設定された折り返し位置まで摩擦攪拌を行い、当該折り返し位置から折り返して前記接合径路の他端側に向かって前記塑性化領域の摩擦攪拌を行い、再び前記第二接合範囲に対する開始位置を通って前記第二接合範囲に対する終了位置まで残りの前記接合径路の摩擦攪拌を行い、前記第二の摩擦攪拌接合工程では、前記第二接合範囲に対する摩擦攪拌の開始位置において、前記回転ツールを前記螺旋溝の形成方向と同方向に回転させた状態で、前記攪拌ピンを前記被接合部材に挿入する挿入工程と、前記回転ツールの回転方向を、前記螺旋溝の形成方向と逆方向に回転させるように変更する変更工程と、前記回転ツールを前記螺旋溝の形成方向と逆方向に回転させた状態で、前記被接合部材の接合を行う接合工程と、を順に備える、ことを特徴とする接合体の製造方法。
(2)前記第二の摩擦攪拌接合工程では、前記第二接合範囲に対する摩擦攪拌の開始位置が、前記第一の摩擦攪拌接合工程によって形成された抜穴の位置である、前記(1)に記載の接合体の製造方法。
(3)前記第一の摩擦攪拌接合工程において、前記第一接合範囲に対する摩擦攪拌接合を行う際の定常部の前記回転ツールの挿入深さH11と、前記第一の摩擦攪拌接合工程において、前記終了位置付近の前記回転ツールの挿入深さH12との関係が、H11×0.6≦H12<H11である、前記(1)に記載の接合体の製造方法。
(4)前記第一の摩擦攪拌接合工程において、前記終了位置付近の前記回転ツールの挿入深さH12と、前記第二の摩擦攪拌接合工程において、前記開始位置に前記攪拌ピンを挿入する際の回転ツールの挿入深さH21との関係が、H12<H21≦H12×1.7である、前記(1)に記載の接合体の製造方法。
(5)前記第二の摩擦攪拌接合工程において、前記開始位置に攪拌ピンを挿入する際の回転ツールの挿入深さH21と、前記第二の摩擦攪拌接合工程において、前記第二接合範囲に対する摩擦攪拌接合を行う際の定常部の回転ツールの挿入深さH22との関係が、H22<H21≦H22×1.4である、前記(1)に記載の接合体の製造方法。
(6)前記挿入工程における前記回転ツールの回転数が、前記接合工程における前記回転ツールの回転数以上である、前記(1)に記載の接合体の製造方法。
(7)前記挿入工程における前記回転ツールの回転数N1と、前記接合工程における前記回転ツールの回転数N2との関係が、N2≦N1≦N2×5である、前記(6)に記載の接合体の製造方法。
(8)前記挿入工程の後に、前記回転ツールを前記被接合部材の表面方向に向けて引き上げる引上げ工程をさらに備え、前記引上げ工程の後に、前記変更工程を行う、前記(1)に記載の接合体の製造方法。
(9)前記挿入工程における前記回転ツールの挿入深さH1と、前記引上げ工程での引上量H2との関係が、H1×0.01≦H2≦H1×0.5である、前記(8)に記載の接合体の製造方法。
(10)前記変更工程の後に、前記回転ツールを前記被接合部材の深さ方向に向けて押し込む押込み工程をさらに備え、前記押込み工程の後に、前記接合工程を行う、前記(1)に記載の接合体の製造方法。
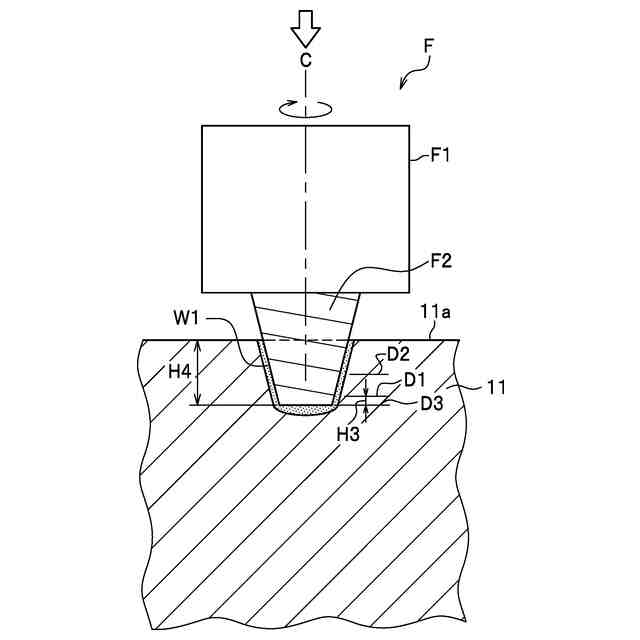
(11)前記挿入工程における前記回転ツールの挿入深さH1と、前記押込み工程での挿入量H3との関係が、H1×0.01≦H3≦H1×0.5である、前記(10)に記載の接合体の製造方法。
(12)前記挿入工程における前記回転ツールの挿入深さH1と、前記接合工程で接合を開始する際の挿入深さH4との関係が、H1×1.01≦H4≦H1×1.5である、前記(10)に記載の接合体の製造方法。
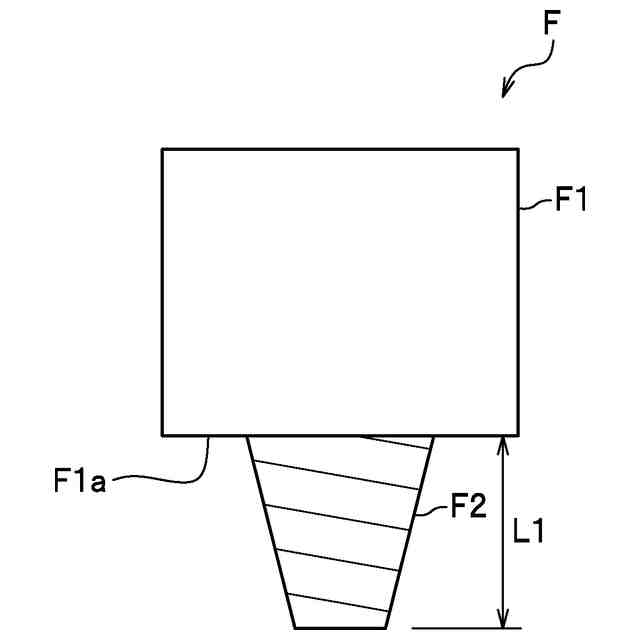
(13)前記回転ツールは、平面状又はすり鉢状の下端面が設けられるとともに、柱状又は推台状を呈するショルダ部をさらに有し、前記攪拌ピンは、前記ショルダ部の前記下端面から垂下しており、前記被接合部材に対して前記ショルダ部を接触させるとともに、前記被接合部材に前記攪拌ピンを挿入した状態で、前記被接合部材に対する摩擦攪拌接合を行う、前記(1)に記載の接合体の製造方法。
(14)前記挿入工程における前記回転ツールの挿入深さH1と、前記攪拌ピンの長さL1との関係が、L1×0.5≦H1≦L1である、前記(13)に記載の接合体の製造方法。
(15)前記回転ツールは、柱状又は推台状を呈する基部を有し、前記攪拌ピンは、前記基部の下端面から垂下しており、前記被接合部材に対して前記基部を離間させるとともに、前記被接合部材に前記攪拌ピンのみを挿入した状態で、前記被接合部材に対する摩擦攪拌接合を行う、前記(1)に記載の接合体の製造方法。
(16)前記回転ツールは、柱状又は推台状を呈する基部を有し、前記攪拌ピンは、前記基部に連続する基端側ピンと、前記基端側ピンに連続する先端側ピンとを有し、前記基端側ピンのテーパー角度は、前記先端側ピンのテーパー角度よりも大きく、前記基端側ピンの外周面には階段状のピン段差部が形成されており、前記基端側ピンの外周面を前記被接合部材の表面に接触させた状態で、前記被接合部材に対する摩擦攪拌接合を行う、前記(1)に記載の接合体の製造方法。
(17)前記挿入工程の前に、前記被接合部材に下穴を形成する下穴形成工程をさらに備え、前記挿入工程において、前記下穴に前記攪拌ピンを挿入する、前記(1)に記載の接合体の製造方法。
(18)前記被接合部材が、第一被接合部材と、前記第一被接合部材よりも硬度が低い第二被接合部材とからなり、前記第一被接合部材と前記第二被接合部材との少なくともいずれか一方の端面が突き合わされて突合せ部が形成されるか、又は前記第一被接合部材の表面に前記第二被接合部材の裏面が重ね合わされて重合部が形成されており、前記挿入工程において、前記第一被接合部材の表面から攪拌ピンを挿入して、前記接合工程において、前記突合せ部又は前記重合部の摩擦攪拌接合を行う、前記(1)に記載の接合体の製造方法。
(19)前記被接合部材が、第一被接合部材と、第二被接合部材とからなり、前記第一被接合部材と前記第二被接合部材との少なくともいずれか一方の端面が突き合わされて突合せ部が形成されるか、又は前記第一被接合部材の表面に前記第二被接合部材の裏面が重ね合わされて重合部が形成されており、前記挿入工程において、前記突合せ部又は前記重合部に向けて攪拌ピンを挿入する、前記(1)に記載の接合体の製造方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本軽金属株式会社
接合体の製造方法
11日前
日本軽金属株式会社
接合体の製造方法
11日前
日軽産業株式会社
寝具用パッド、寝具用積層パッド及び寝具用パッドの製造方法
1か月前
日本軽金属株式会社
滑り止め機能付き板材および滑り止め機能付き板材の製造装置ならびに滑り止め機能付き板材の製造方法
15日前
個人
タップ
3か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
3か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社不二越
ドリル
2か月前
株式会社ダイヘン
溶接電源装置
17日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
2日前
株式会社ダイヘン
溶接電源装置
15日前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
4か月前
株式会社FUJI
工作機械
1か月前
日進工具株式会社
エンドミル
3か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
村田機械株式会社
レーザ加工機
2か月前
村田機械株式会社
レーザ加工機
2か月前
株式会社トヨコー
被膜除去方法
2か月前
トヨタ自動車株式会社
接合方法
3か月前
大見工業株式会社
ドリル
10日前
株式会社ダイヘン
溶接装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社ダイヘン
溶接装置
3か月前
有限会社 ナプラ
ソルダペースト
1か月前
住友重機械工業株式会社
加工装置
1か月前
大肯精密株式会社
自動送り穿孔機
3か月前
トヨタ自動車株式会社
溶接マスク
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ