TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025105254
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023223687
出願日
2023-12-28
発明の名称
パレット交換装置
出願人
株式会社牧野フライス製作所
代理人
個人
,
個人
,
個人
主分類
B23Q
7/00 20060101AFI20250703BHJP(工作機械;他に分類されない金属加工)
要約
【課題】旋回式のパレット交換時間を極力増加させることなく、パレット交換時のクーラントの飛散を低減したパレット交換装置を提供すること。
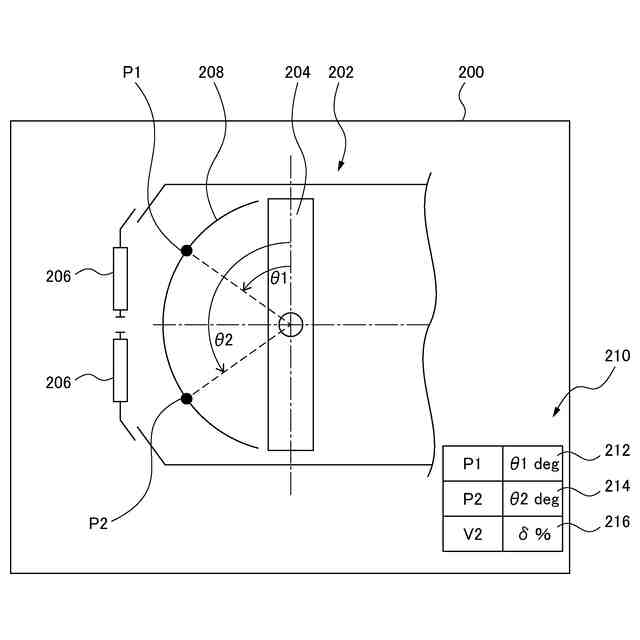
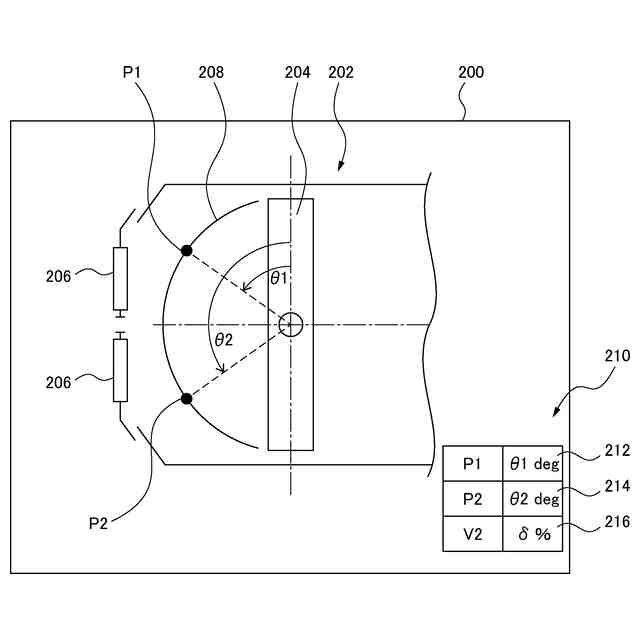
【解決手段】旋回アームを用いてパレットを交換する工作機械のパレット交換装置130が、旋回アーム132の旋回中に、旋回指令速度を異なる値に切り換え可能な旋回駆動装置138と、旋回アームの旋回指令速度を切り換える位相を設定するグラフィカルユーザーインターフェース画面200と、グラフィカルユーザーインターフェース画面で設定された位相に応じて旋回駆動装置138の旋回指令速度を切り換える制御装置150とを有する。
【選択図】図5
特許請求の範囲
【請求項1】
旋回アームを用いてパレットを交換する工作機械のパレット交換装置において、
前記旋回アームの旋回中に、旋回指令速度を異なる値に切り換え可能な旋回駆動装置と、
前記旋回アームの前記旋回指令速度を切り換える位相を設定する位相設定装置と、
前記位相設定装置で設定された位相に応じて前記旋回駆動装置の旋回指令速度を切り換える制御装置と、
を具備することを特徴としたパレット交換装置。
続きを表示(約 590 文字)
【請求項2】
前記位相設定装置は、表示装置に表示されるグラフィカルユーザーインターフェースである請求項1に記載のパレット交換装置。
【請求項3】
前記旋回指令速度を切り換える前記位相は、前記旋回アームの旋回速度を高旋回指令速度から低旋回指令速度に切り換える変速開始点と、前記旋回アームの旋回速度を前記低旋回指令速度から前記高旋回指令速度に切り換える変速終了点を含む請求項1に記載のパレット交換装置。
【請求項4】
前記グラフィカルユーザーインターフェースは、前記旋回アームの移動軌跡を含み、オペレータが前記移動軌跡上に前記変速開始点および前記変速終了点を指示することが可能である請求項2に記載のパレット交換装置。
【請求項5】
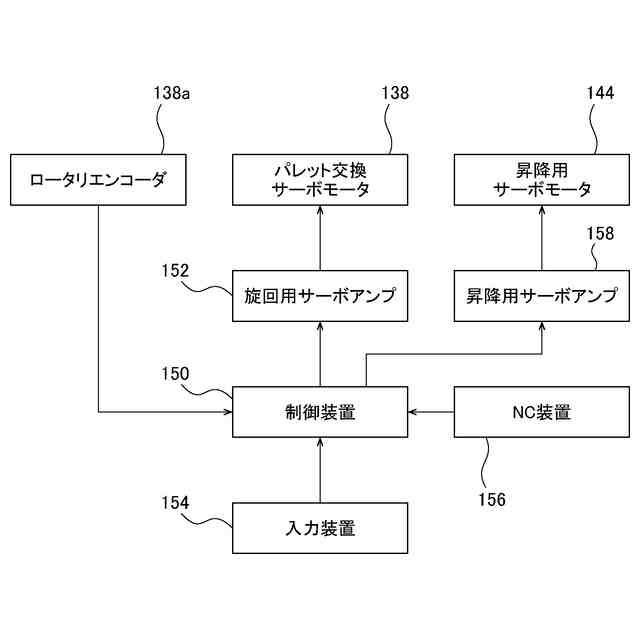
前記旋回駆動装置は、前記旋回アームを鉛直軸線周りに旋回させるサーボモータと、該サーボモータの回転角を検知するロータリエンコーダとを具備する請求項1に記載のパレット交換装置。
【請求項6】
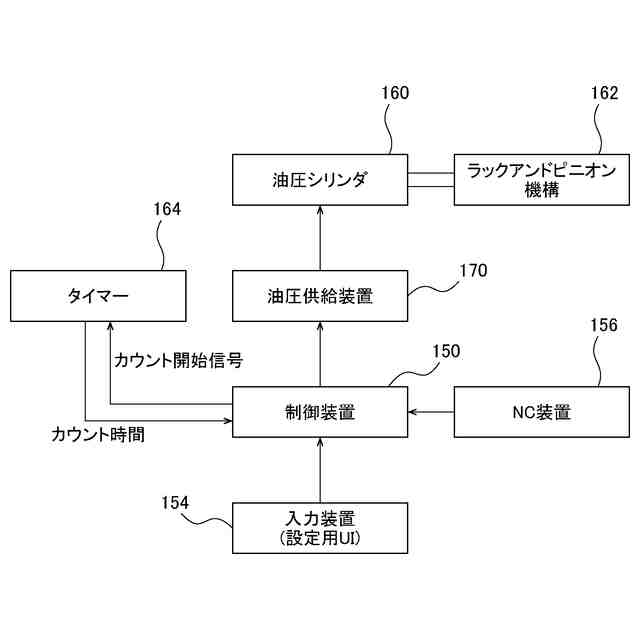
前記旋回駆動装置は、前記旋回アームを鉛直軸線周りに旋回させるサーボモータを有し、前記位相設定装置は、パレット交換開始からの経過時間を計測する時間カウンタを有し、前記旋回アームの前記指令旋回速度を切り換える位相を、前記時間カウンタで計測する時間で設定する請求項1に記載のパレット交換装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、工作機械やワークの洗浄装置と共に用いられるパレット交換装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
加工済ワークを取り付けたパレットと、未加工ワークを取り付けたパレットとを交換するパレット交換装置には種々の形式があるが、旋回アームの一方の端部に加工済ワークを取り付けたパレットを載置し、他方の端部に未加工ワークを取り付けたパレットを載置し、該旋回アームを鉛直軸線周りに180°旋回させることによって、パレットを交換する形式のパレット交換装置が広く用いられている。
【0003】
工作機械の生産性を上げるためにはパレット交換に要する時間は短い方が好ましい。しかし、パレット交換の速度は旋回アームの回転に要する駆動力や、パレットとワークが転倒しない遠心力などにより制限され、これらの制限から算出した一つの速度で固定されるのが一般的である。特許文献1には、こうしたパレット交換装置において、種々の重量のワークに対して、ひずみゲージを用いその重量を測定し、個々のワークの重量に応じて種々のパレット移動時の旋回速度に変更することにより、パレット交換時間を短縮するようにしたパレット交換装置が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2004-276162号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
こうした旋回アームを備えたパレット交換装置では、パレット交換動作中に旋回アームが旋回することによって、加工済ワーク、パレット、旋回ドア等の旋回アームと共に旋回する部材に付着しているクーラントが飛散する。飛散したクーラントは、パレット交換装置の周囲を汚染するので、クーラントの飛散を防止することが重要になることがあるが、特許文献1のパレット交換装置では、ワークが軽い場合に高速で旋回アームが旋回するので、パレット交換装置の周囲の広い範囲に多量のクーラントを撒き散らすこととなる。
一方、低速で旋回アームを旋回させればクーラントの飛散は抑制されるが、パレット交換時間が長くなり、機械の生産性が低下する問題がある。
【0006】
本発明は、こうした従来技術の問題を解決することを技術課題としており、旋回式のパレット交換時間を極力増加させることなく、パレット交換時のクーラントの飛散を低減したパレット交換装置を提供することを目的としている。
【課題を解決するための手段】
【0007】
上述の課題を解決するために、本発明によれば、旋回アームを用いてパレットを交換する工作機械のパレット交換装置において、前記旋回アームの旋回中に、旋回指令速度を異なる値に切り換え可能な旋回駆動装置と、前記旋回アームの前記旋回指令速度を切り換える位相を設定する位相設定装置と、前記位相設定装置で設定された位相に応じて前記旋回駆動装置の旋回指令速度を切り換える制御装置とを具備するパレット交換装置が提供される。
【発明の効果】
【0008】
本発明によれば、位相設定装置により設定される位相で旋回指令速度を切り替えるようにしたので、旋回アームが低速で旋回することによってクーラントの飛散を防止できる区間が限定され、パレット交換時間を著しく増加することなく、クーラントの飛散を効果的に抑制することが可能となる。
【図面の簡単な説明】
【0009】
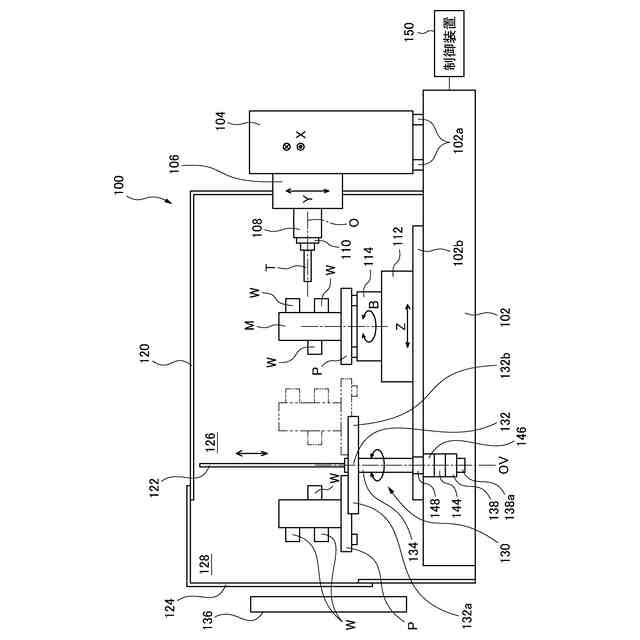
本発明を適用する工作機械の一例を示す略示側面図である。
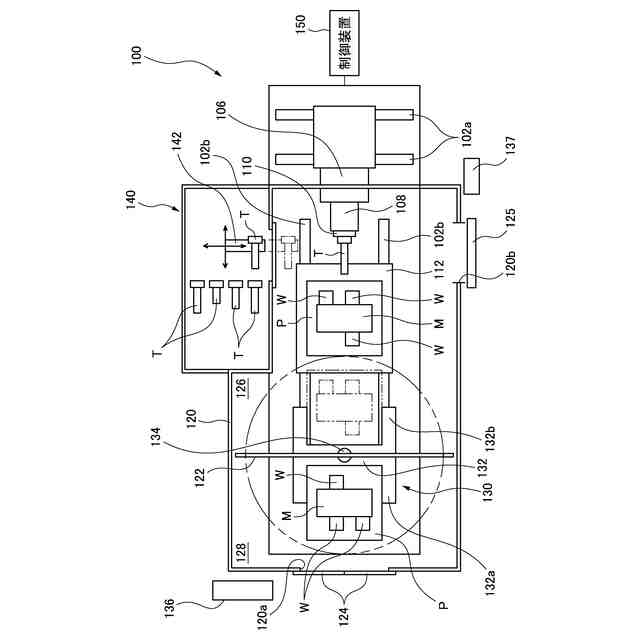
図1の工作機械の略示平面図である。
旋回アームを旋回させる旋回駆動装置を示すブロック図である。
旋回速度とパレット交換時間の関係を示すグラフである。
表示装置に表示されるグラフィカルユーザーインターフェースの略図である。
旋回駆動装置の他の例を示すブロック図である。
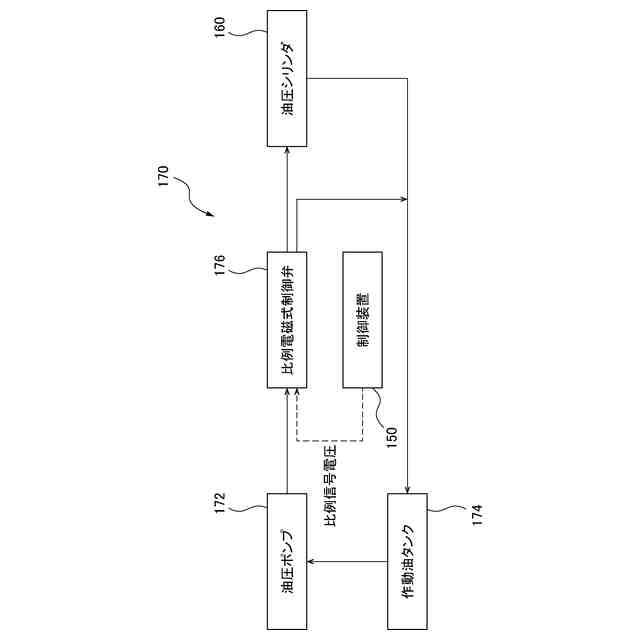
図6の旋回駆動装置で用いられる油圧供給装置の一例を示すブロック図である。
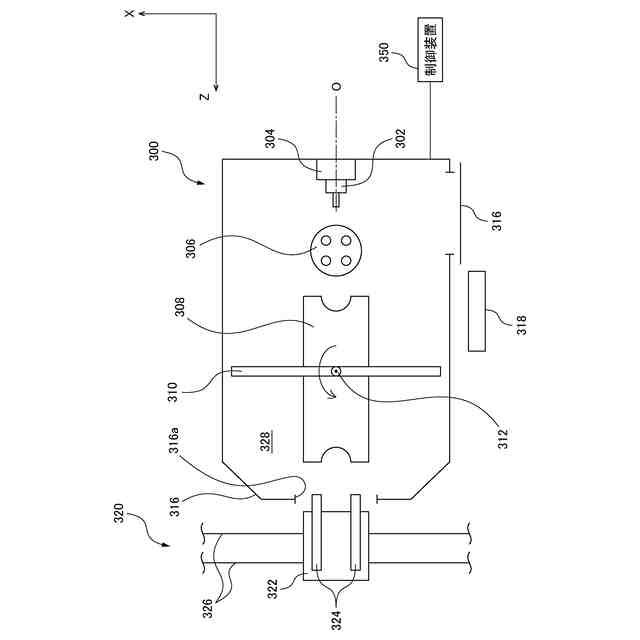
本発明を適用する工作機械の他の例を示す略示平面図である。
【発明を実施するための形態】
【0010】
以下、添付図面を参照して、本発明の好ましい実施形態を説明する。
本発明を適用する工作機械の一例を示す図1、2を参照すると、工作機械100は、工場の床面に固定された基台としてのベッド102を備えている。ベッド102の前方部分(図1、2では左側)の上面には、Z軸スライダ112が、前後方向またはZ軸方向(図1、2では左右方向)に延設された一対のZ軸ガイドレール102bに沿って往復動可能に設けられている。Z軸スライダ112には、回転テーブル114が、鉛直な軸線を中心としてB軸方向に回転送り可能に設けられている。回転テーブル114は、該回転テーブル114をB軸方向に回転送りするB軸送り装置としてB軸サーボモータ(図示せず)を備えている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社不二越
ドリル
2か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
3か月前
株式会社ダイヘン
溶接電源装置
4日前
日東精工株式会社
ねじ締め装置
29日前
株式会社ダイヘン
溶接電源装置
6日前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社FUJI
工作機械
21日前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
1か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
日進工具株式会社
エンドミル
3か月前
株式会社トヨコー
被膜除去方法
2か月前
トヨタ自動車株式会社
接合方法
3か月前
ブラザー工業株式会社
工作機械
3か月前
株式会社FUJI
チャック装置
4か月前
村田機械株式会社
レーザ加工機
2か月前
村田機械株式会社
レーザ加工機
2か月前
ブラザー工業株式会社
工作機械
3か月前
株式会社ダイヘン
溶接装置
22日前
有限会社 ナプラ
ソルダペースト
26日前
株式会社プロテリアル
金属箔の溶接方法
3か月前
ビアメカニクス株式会社
レーザ加工装置
3か月前
株式会社コスメック
クランプ装置
3か月前
株式会社不二越
管用テーパタップ
3か月前
住友重機械工業株式会社
加工装置
26日前
トヨタ自動車株式会社
溶接マスク
29日前
株式会社ダイヘン
溶接装置
22日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ

































