TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025104493
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023222332
出願日
2023-12-28
発明の名称
コーティング部品及びコーティング方法
出願人
日産自動車株式会社
代理人
IBC一番町弁理士法人
主分類
B05D
1/18 20060101AFI20250703BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】治具等を用いずに液溜まり等の余剰液を効率的に回収・除去して成形品の膜厚のばらつきを低減させること。
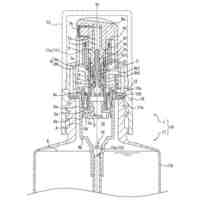
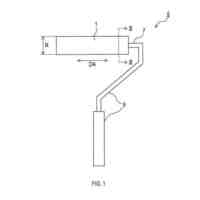
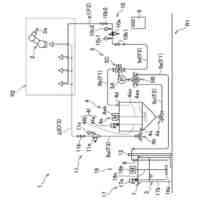
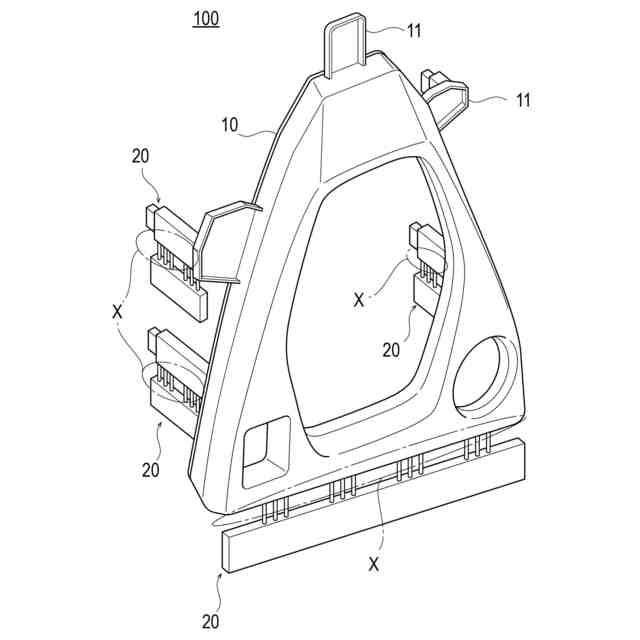
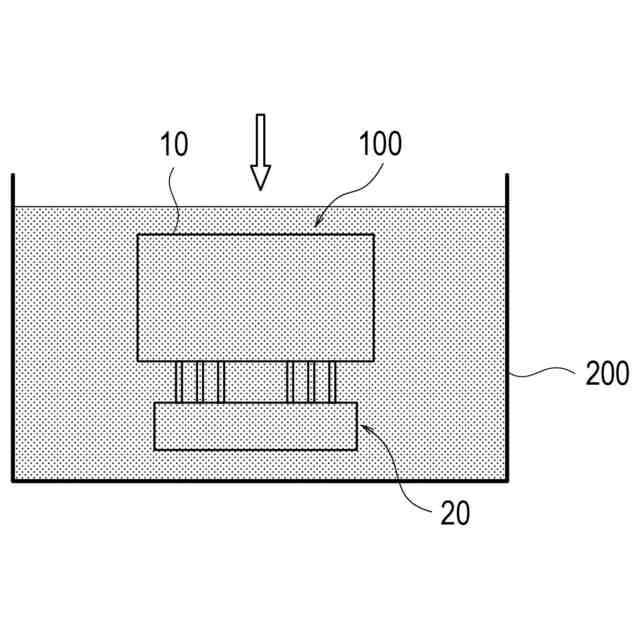
【解決手段】コーティング部品100は、部品本体10にコーティング液がコーティングされる部品であって、一部が部品本体10に接続され、コーティング液の余剰液を吸引して硬化した後に除去される余剰液回収部20を有する。
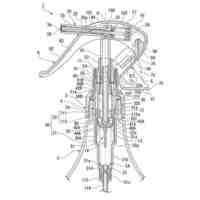
【選択図】図1
特許請求の範囲
【請求項1】
部品本体にコーティング液がコーティングされるコーティング部品であって、
前記部品本体に一部が接続して形成され、前記コーティング液の余剰液を吸引して硬化した後に除去される余剰液回収部を有する、コーティング部品。
続きを表示(約 810 文字)
【請求項2】
前記余剰液回収部は、
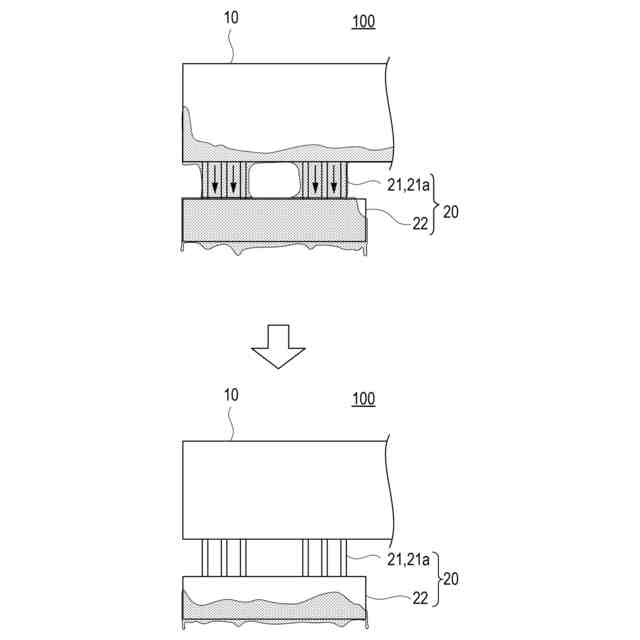
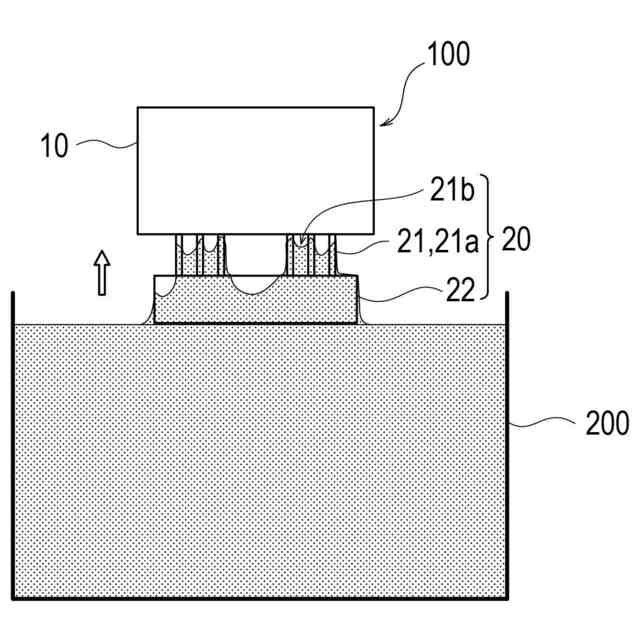
一端が前記部品本体に接続される複数の棒状体を、毛細管現象により前記余剰液が移動可能な間隔で配置してなる接続部と、
前記接続部の他端を通じて前記余剰液を回収する回収部と、を有する、請求項1に記載のコーティング部品。
【請求項3】
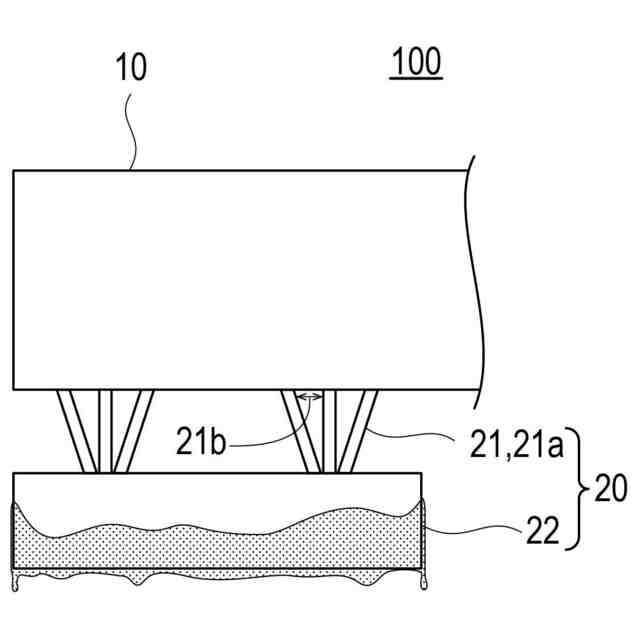
前記接続部の前記棒状体の間隔は、部品本体側から前記回収部に向かって漸次狭くなる、請求項2に記載のコーティング部品。
【請求項4】
前記部品本体は、ブラケットを有し、
前記余剰液回収部は、前記部品本体の前記ブラケット以外の箇所に形成される、請求項1に記載のコーティング部品。
【請求項5】
前記接続部の前記棒状体は、直径1mm以下である、請求項2に記載のコーティング部品。
【請求項6】
前記接続部の前記棒状体の間隔は、1mm以下である、請求項2に記載のコーティング部品。
【請求項7】
前記接続部は、全長が5mm以上20mm以下である、請求項2に記載のコーティング部品。
【請求項8】
前記回収部は、前記コーティング液に対する前記部品本体の引き上げ方向の長さが5mm以上20mm以下である、請求項2に記載のコーティング部品。
【請求項9】
請求項1~8の何れか1項に記載のコーティング部品の前記部品本体を前記コーティング液に浸漬してコーティングするコーティング方法であって、
前記コーティング液を貯留する液槽から前記余剰液回収部の引き上げ速度は、前記液槽200からの前記部品本体の引き上げ速度の0.01倍以上0.5倍以下の速度である、コーティング方法。
【請求項10】
前記余剰液回収部を前記液槽から引き上げた状態での静止時間は、1分以上30分以下である、請求項9に記載のコーティング方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、コーティング部品及びコーティング方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1には、ディップコート法によって皮膜を形成する方法において、被コーティング基材上に生じるコーティング液の液溜まりを除去し、皮膜の表面平滑性を劣化させることなく均等な厚さを有する皮膜を高い歩留りで形成する皮膜形成方法について開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2016-30225号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の方法において、ディップコート法により液抜け後に生じる液溜まりは、コーティング液を貯留するコーティング液槽中に固定設置されるコーティング液誘引部材を用いて余剰コーティング液(液溜まり等)を誘引している。そのため、特許文献1の方法は、基材形状が単純であれば、コーティング液誘引部材のような治具で余剰液の吸引が可能であると考えられる。
【0005】
しかし、自動車等の車両の構造部品や内装部品は、部品毎に形状が異なり、突起等のある複雑な形状を呈する場合が多い。そのため、液溜まりの形成箇所は、部品毎に異なる箇所に複数形成され、部品形状によっては部品の奥まった位置に形成される。したがって、特許文献1のような治具を用いた回収方法では、各部品に対応した治具を部品毎に用意しなければならず、また液溜まりの形成位置によっては治具で余剰液を回収しきれない可能性もあり、生産効率が悪い。
【0006】
本発明の少なくとも一実施形態は、上述の事情に鑑みてなされたものであり、具体的には、治具等を用いず簡便に液溜まり等の余剰液を効率的に回収・除去して成形品の膜厚のばらつきを低減させることにある。
【課題を解決するための手段】
【0007】
部品本体にコーティング液がコーティングされるコーティング部品であって、前記部品本体に一部が接続して形成され、前記コーティング液の余剰液を吸引して硬化した後に除去される余剰液回収部を有する、コーティング部品。
【0008】
前記コーティング部品の前記部品本体をコーティング液に浸漬してコーティングするコーティング方法であって、前記コーティング液を貯留する液槽から前記余剰液回収部の引き上げ速度は、前記液槽からの前記部品本体の引き上げ速度の0.01倍以上0.5倍以下の速度である、コーティング方法。
【発明の効果】
【0009】
本発明の少なくとも一実施形態によれば、治具等を用いず簡便に液溜まり等の余剰液を効率的に回収・除去して成形品の膜厚のばらつきを低減させることことができる。
【図面の簡単な説明】
【0010】
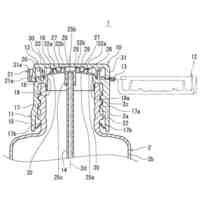
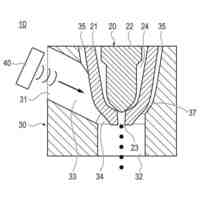
本実施形態に係るコーティング部品の概略構成図である。
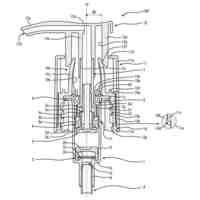
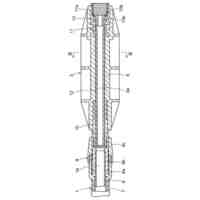
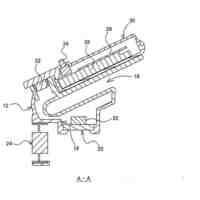
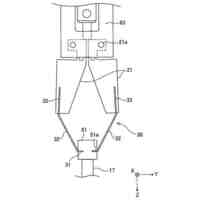
本実施形態に係るコーティング部品の余剰液回収部周辺の部分拡大図である。
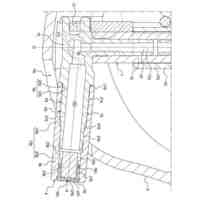
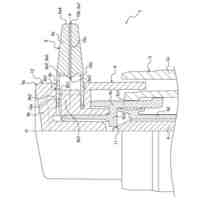
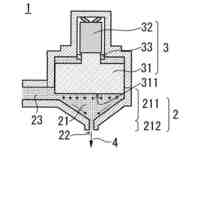
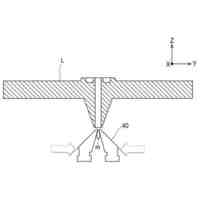
本実施形態に係るコーティング部品において余剰液の移動メカニズムを示す図である。
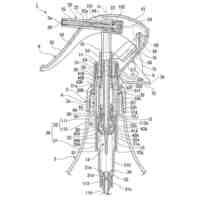
本実施形態に係るコーティング部品の接続部の変形例を示す図である。
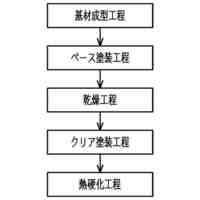
本実施形態に係るコーティング方法の手順を示すフローチャートである。
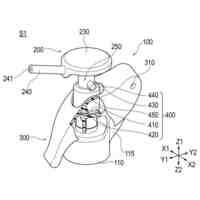
本実施形態に係るコーティング方法の浸漬工程の状態を示す図である。
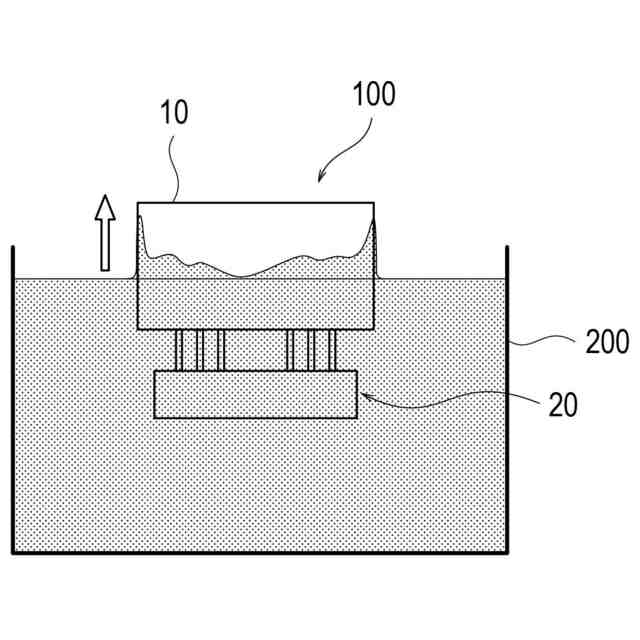
本実施形態に係るコーティング方法の第1引き上げ工程の状態を示す図である。
本実施形態に係るコーティング方法の静止工程の状態を示す図である。
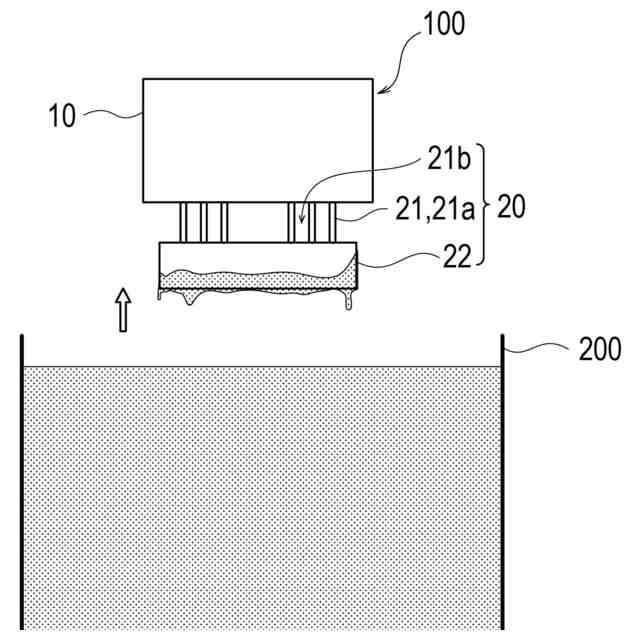
本実施形態に係るコーティング方法の第2引き上げ工程の状態を示す図である。
本実施形態に係るコーティング方法の硬化工程の状態を示す図である。
本実施形態に係るコーティング方法の除去工程の状態を示す図である。
(a)実施例1~実施例5のサンプル形状の概要を示す図、(b)比較例1のサンプル形状の概要を示す図である。
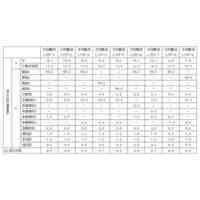
実施例の各サンプルの仕様及び試験結果を示す表である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
被膜形成方法
29日前
ベック株式会社
被膜形成方法
29日前
株式会社吉野工業所
キャップ
6日前
プルガティオ株式会社
噴霧装置
13日前
プルガティオ株式会社
噴霧装置
13日前
プルガティオ株式会社
噴霧装置
13日前
株式会社吉野工業所
ポンプ式吐出器
8日前
株式会社吉野工業所
吐出器
6日前
株式会社吉野工業所
吐出器
12日前
株式会社大関
塗装用ローラとその製造方法
26日前
ヤマホ工業株式会社
液体散布杆
2か月前
株式会社吉野工業所
ノズル部材
6日前
株式会社吉野工業所
吐出器
5日前
株式会社吉野工業所
吐出器
5日前
リンテック株式会社
機能性層の製造方法
1か月前
日産自動車株式会社
インクジェットヘッド
7日前
ライオン株式会社
吐出用器具
28日前
ライオン株式会社
吐出用器具
28日前
菊水化学工業株式会社
塗装方法
2か月前
株式会社カーメイト
超音波型ミスト発生装置
2か月前
株式会社IEC
補助装置
1か月前
株式会社JVCケンウッド
噴霧装置、及び噴霧方法
2か月前
日産自動車株式会社
液滴吐出装置
8日前
個人
噴射ノズル
1か月前
ナブテスコ株式会社
塗布装置及び塗布方法
27日前
株式会社スリーボンド
掻き取り装置
19日前
株式会社リコー
液体吐出部、印刷装置、印刷方法
1か月前
株式会社IEC
塗料供給装置
1か月前
株式会社リコー
液体吐出ヘッド及び液体を吐出する装置
1か月前
積水化学工業株式会社
耐火材料のコーティング方法
29日前
デンカ株式会社
吹付ノズル及び吹付システム
2か月前
株式会社リコー
洗浄装置、塗装装置、及び洗浄方法
1か月前
株式会社SBヤード
塗装ブースの改造方法及び塗装ブース
13日前
株式会社日立製作所
塗装装置、及び塗装方法
1か月前
トリニティ工業株式会社
塗装条件予測システム、塗装モデル
6日前
トヨタ車体株式会社
樹脂部品及び樹脂部品の製造方法
20日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ