TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025103198
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023220399
出願日
2023-12-27
発明の名称
断線検出方法及びレーザ加工装置
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B23K
26/00 20140101AFI20250702BHJP(工作機械;他に分類されない金属加工)
要約
【課題】簡易なシステムで構成でき、信号線の断線を検出可能な断線検出方法及びレーザ加工装置を提供すること。
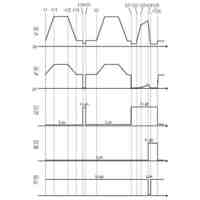
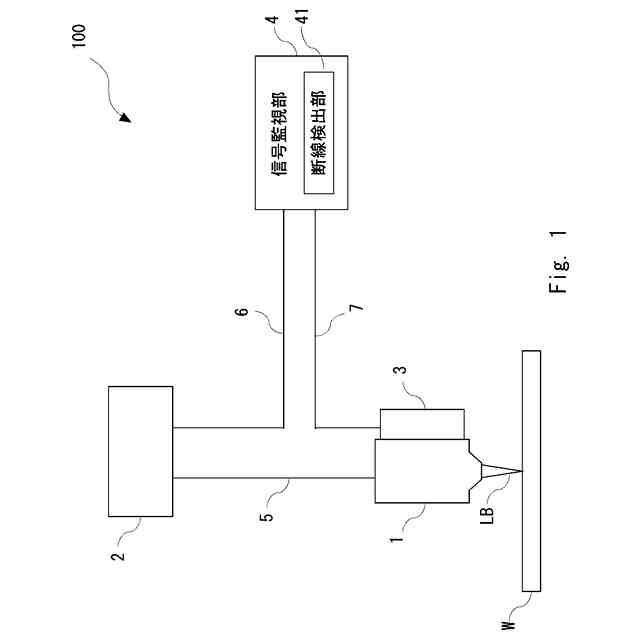
【解決手段】本発明にかかる断線検出方法は、出力指令信号に応じて出射されたレーザ光LBが加工対象Wにおいて反射した戻り光を測定するセンサ3から出力された測定信号を伝送する信号線の断線を検出する断線検出方法であって、出力指令信号が0近傍、かつ、測定信号が所定の閾値以上であるとき、信号線が断線したと判定する。
【選択図】図1
特許請求の範囲
【請求項1】
出力指令信号に応じて出射されたレーザ光が加工対象において反射した戻り光を測定するセンサから出力された測定信号を伝送する信号線の断線を検出する断線検出方法であって、
前記出力指令信号が0近傍、かつ、前記測定信号が所定の閾値以上であるとき、前記信号線が断線したと判定する、
断線検出方法。
続きを表示(約 550 文字)
【請求項2】
前記出力指令信号が0近傍とは、(レーザ発振器の最大出力値÷10)×0.9以下である、
請求項1に記載の断線検出方法。
【請求項3】
前記信号線の断線の判定処理は、前記レーザ光を加工対象に照射するレーザ加工段階において実行する、
請求項1又は2記載の断線検出方法。
【請求項4】
出力指令信号に応じてレーザ光を発振するレーザ発振器と、
前記レーザ光を加工対象へ出射するレーザ加工ヘッドと
前記レーザ光が加工対象から反射した戻り光を測定するセンサと、
信号線により前記レーザ発振器と前記センサとに接続され、前記出力指令信号と前記戻り光の測定信号を監視する信号監視部と、
前記信号監視部と前記センサとを接続する信号線の断線を検出する断線検出部と、を備えたレーザ加工装置であって、
前記断線検出部は、前記出力指令信号が0近傍、かつ、前記戻り光の測定信号が所定の閾値以上であるとき、前記信号線が断線したと判定する、
レーザ加工装置。
【請求項5】
前記出力指令信号が0近傍とは、(前記レーザ発振器の最大出力値÷10)×0.9以下である、
請求項4に記載のレーザ加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、断線検出方法及びレーザ加工装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
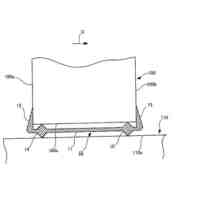
レーザ加工装置は、レーザ光を加工対象へ照射することにより、加工対象の溶接や切断、穴開けなどのレーザ加工を行う。レーザ加工装置には、レーザ加工により加工対象が溶融して飛散したスパッタが光学系に付着するのを防ぐため、保護ガラスが備えられている。しかし、保護ガラスによって光学系に対するスパッタの付着を防止できるとしても保護ガラス自体にスパッタが付着してしまうこともある。保護ガラスにスパッタが付着すると、レーザ光が保護ガラスに付着したスパッタにより遮られてしまい、レーザ光を所望の強さで加工対象へ照射できず、加工品質の低下を招く。そこで、保護ガラスの汚染具合を検出する技術が検討されている。その技術の一つでは、レーザ加工装置に、レーザ光が加工対象から反射した戻り光を測定するセンサを設けている。このようなセンサを設けることによって、検出した戻り光の強度に基づいて、保護ガラスの汚染度だけではなく、さらにレーザ光自体の出力低下までも判断できる。
【0003】
加工品質の安定化のためには、戻り光を測定するセンサには高い信頼性が要求される。例えば、戻り光を測定するセンサから出力された測定信号を伝送する信号線が断線した場合、保護ガラスの汚染度やレーザ光自体の出力低下を正確に判断できない。このため、センサから出力された測定信号を伝送する信号線の断線を検出する方法について検討されている。例えば、特許文献1において信号線の断線検出方法が提案されている。特許文献1では、マルチプレクサにより選択されたアナログ信号を一定時間保持するサンプル・ホールド回路を用いる方法が開示されている。この方法では、サンプル・ホールド回路よって保持された電圧により、マルチプレクサによって切り替えたアナログ信号の断線を判定できる。
【先行技術文献】
【特許文献】
【0004】
特開2001-244813号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に開示された信号線の断線検出方法に関し、発明者らは以下の問題点を見出した。特許文献1で開示された信号線の断線検出方法では、レーザ加工機へマルチプレクサやサンプル・ホールド回路を組み込む必要があり、システムが複雑化してしまう。さらに、センサの断線検出は、レーザ加工前だけではなく、レーザ加工中にも必要とされる。
【0006】
本発明は、このような課題を解決するためになされたものであり、簡易なシステムで構成でき、信号線の断線を検出可能な断線検出方法及びレーザ加工装置を提供するものである。
【課題を解決するための手段】
【0007】
本発明にかかる断線検出方法は、出力指令信号に応じて出射されたレーザ光が加工対象において反射した戻り光を測定するセンサから出力された測定信号を伝送する信号線の断線を検出する断線検出方法であって、前記出力指令信号が0近傍、かつ、前記測定信号が所定の閾値以上であるとき、前記信号線が断線したと判定するものである。
【0008】
また、前記出力指令信号が0近傍とは、(レーザ発振器の最大出力値÷10)×0.9以下であることが好ましい。
【0009】
また、前記信号線の断線の判定処理は、前記レーザ光を加工対象に照射するレーザ加工段階において実行することが好ましい。レーザ加工段階において、信号線の断線によりセンサの出力が伝送されないと、所望のレーザ加工が実現できず、製品の不具合につながってしまう。このため、上述の断線検出方法をレーザ加工段階で実行するようにすれば、製品の不具合の発生を抑制することができる。
【0010】
本発明にかかるレーザ加工装置は、出力指令信号に応じてレーザ光を発振するレーザ発振器と、前記レーザ光を加工対象へ出射するレーザ加工ヘッドと前記レーザ光が加工対象から反射した戻り光を測定するセンサと、信号線により前記レーザ発振器と前記センサとに接続され、前記出力指令信号と前記戻り光の測定信号を監視する信号監視部と、前記信号監視部と前記センサとを接続する信号線の断線を検出する断線検出部と、を備えたレーザ加工装置であって、前記断線検出部は、前記出力指令信号が0近傍、かつ、前記戻り光の測定信号が所定の閾値以上であるとき、前記信号線が断線したと判定するものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社不二越
ドリル
2か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
15日前
株式会社FUJI
工作機械
19日前
株式会社FUJI
工作機械
7日前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
日進工具株式会社
エンドミル
2か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
株式会社不二越
超硬合金製ドリル
2か月前
有限会社 ナプラ
ソルダペースト
12日前
トヨタ自動車株式会社
溶接マスク
15日前
株式会社ダイヘン
溶接装置
8日前
住友重機械工業株式会社
加工装置
12日前
株式会社ダイヘン
溶接装置
8日前
株式会社ダイヘン
溶接装置
2か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
日東精工株式会社
はんだこて先の製造方法
1か月前
個人
管の切断装置及び管の切断方法
2か月前
株式会社不二越
通り穴加工用タップ
2か月前
日東精工株式会社
はんだこて先の製造方法
2か月前
株式会社不二越
波形抽出装置
26日前
株式会社不二越
摩耗判定装置
26日前
株式会社ダイヘン
パルスアーク溶接制御方法
28日前
株式会社FUJI
周辺装置制御用治具
2か月前
DMG森精機株式会社
工作機械
22日前
株式会社向洋技研
プロジェクション溶接部材
12日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ