TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025101245
公報種別
公開特許公報(A)
公開日
2025-07-07
出願番号
2023217955
出願日
2023-12-25
発明の名称
噴流はんだ装置
出願人
千住金属工業株式会社
代理人
個人
,
個人
主分類
B23K
1/08 20060101AFI20250630BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶融はんだの飛散を防止することができる噴流はんだ装置を提供する。
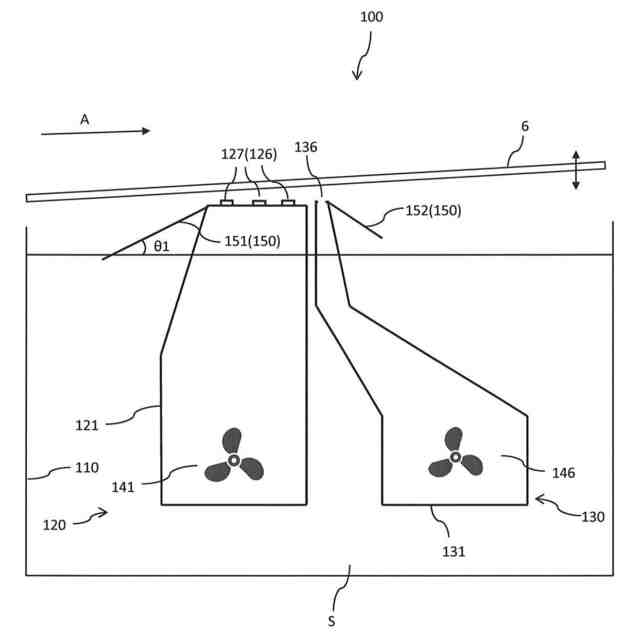
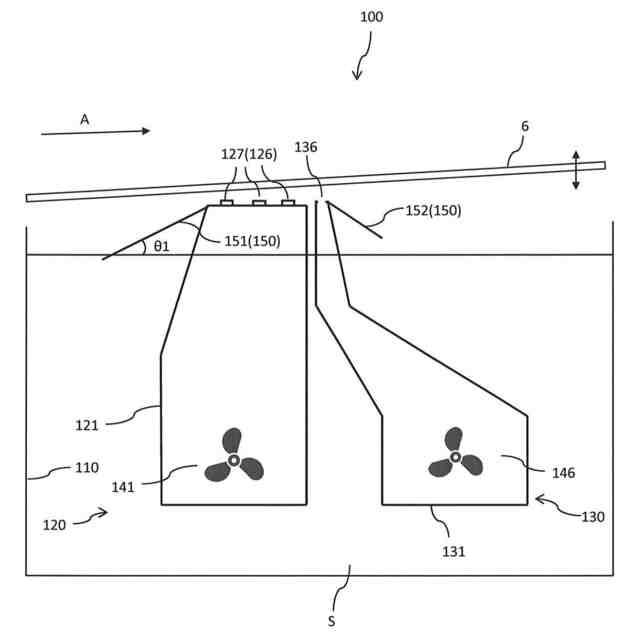
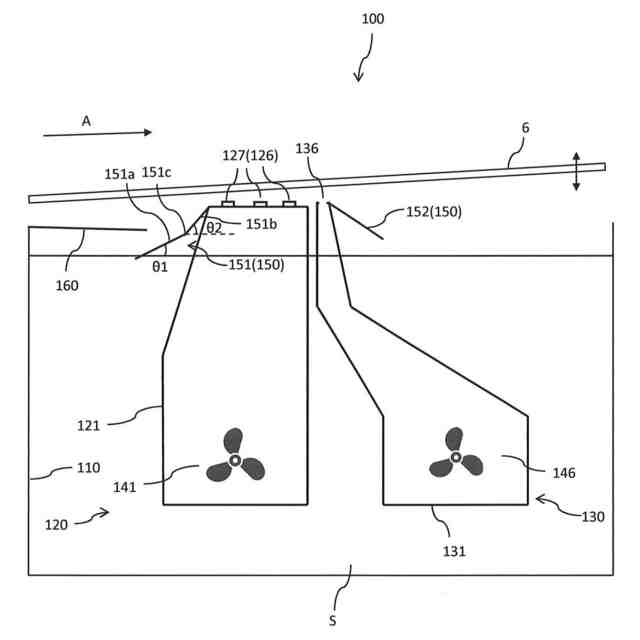
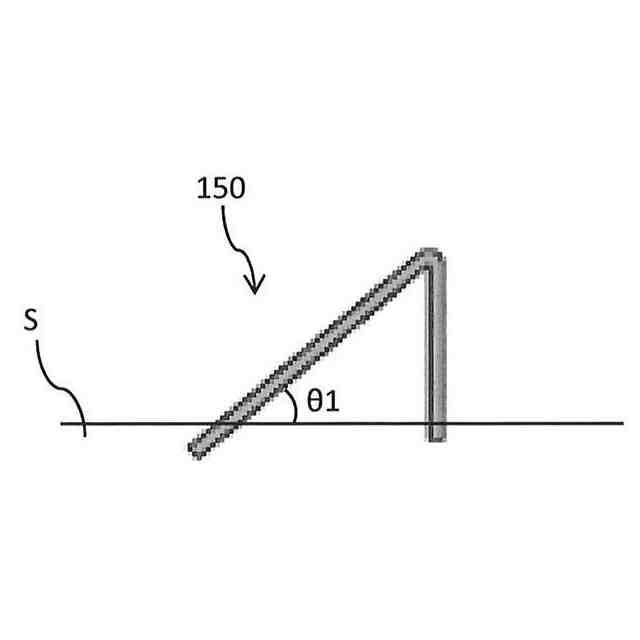
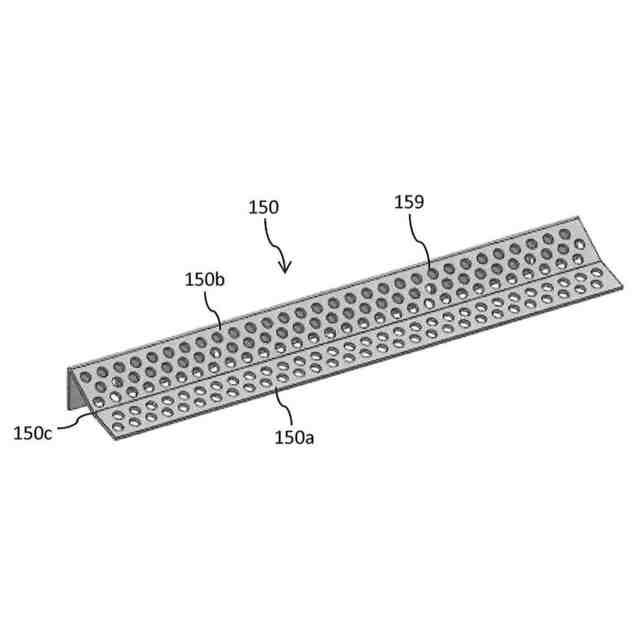
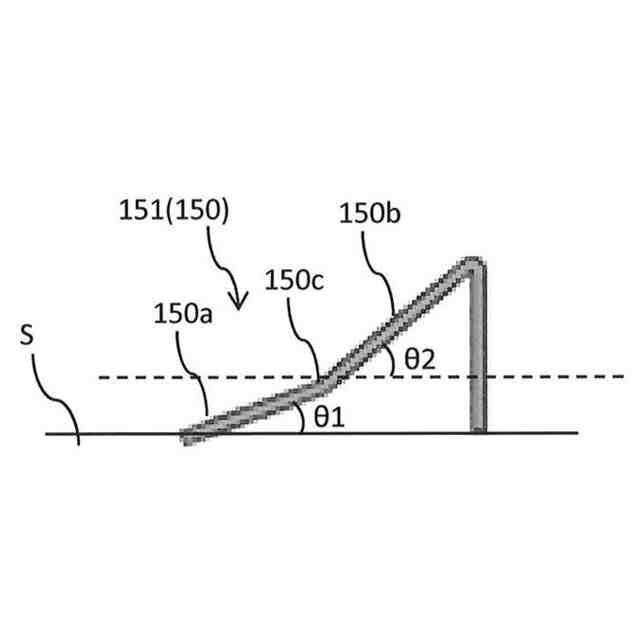
【解決手段】噴流はんだ装置は、溶融はんだSを貯留する貯留槽110と、溶融はんだSを供給するための供給部120,130と、前記供給部120,130から供給される前記溶融はんだSを、前記貯留槽110内の前記溶融はんだSに案内するためのガイド部材150と、を有する。前記ガイド部材150は、前記溶融はんだSの液面に対して40度以下の角度で浸漬する。
【選択図】図2
特許請求の範囲
【請求項1】
溶融はんだを供給するための供給部と、
溶融はんだを貯留する貯留槽と、
前記供給部から供給される溶融はんだを前記貯留槽内の溶融はんだに案内するためのガイド部材と、
を備え、
前記ガイド部材は、前記貯留槽内の溶融はんだの液面に対して40度以下の角度で浸漬する、噴流はんだ装置。
続きを表示(約 1,400 文字)
【請求項2】
前記ガイド部材は、先端側に位置する第一ガイド部材と、基端側に位置する第二ガイド部材と、前記第一ガイド部材と前記第二ガイド部材との間に設けられるガイド屈曲部と、を有し、
前記第一ガイド部材が、前記貯留槽内の溶融はんだの液面に対して40度以下の角度で浸漬し、
前記第二ガイド部材の前記貯留槽内の溶融はんだの液面に対する角度は、前記第一ガイド部材の前記貯留槽内の溶融はんだの液面に対する角度より大きくなる、請求項1に記載の噴流はんだ装置。
【請求項3】
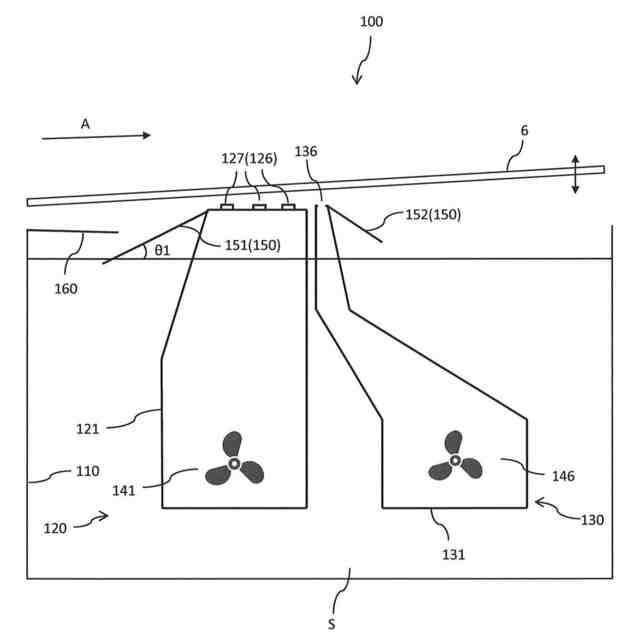
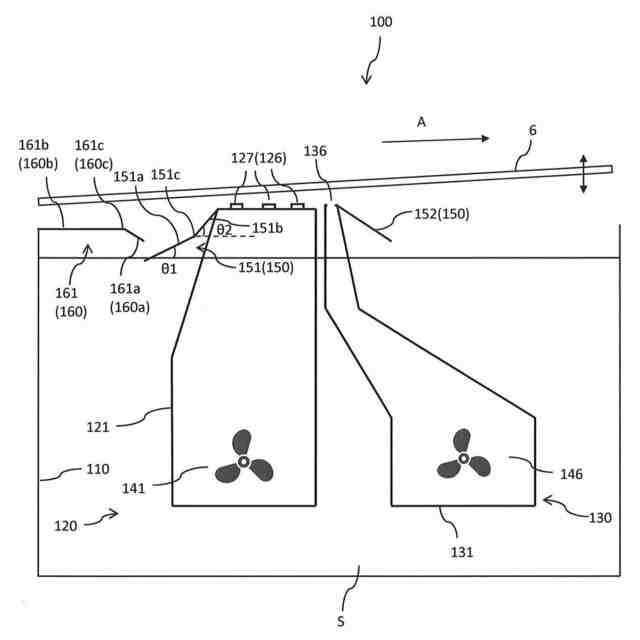
少なくとも前記ガイド部材が前記貯留槽内の溶融はんだの液面に浸漬する箇所の上方に位置するカバー部材を備える、請求項1又は2に記載の噴流はんだ装置。
【請求項4】
前記カバー部材は、供給部側に向かって延在し、
前記カバー部材の先端は、前記ガイド部材が前記貯留槽内の溶融はんだの液面に浸漬する箇所よりも供給部側に位置している、請求項3に記載の噴流はんだ装置。
【請求項5】
前記カバー部材は、先端側に位置する第一カバー部材と、基端側に位置する第二カバー部材と、前記第一カバー部材と前記第二カバー部材との間に設けられるカバー屈曲部と、を有し、
前記第一カバー部材は、前記第二カバー部材に対して前記カバー屈曲部を介して下方側に屈曲する、請求項3に記載の噴流はんだ装置。
【請求項6】
前記ガイド部材は、先端側に位置する第一ガイド部材と、基端側に位置する第二ガイド部材と、前記第一ガイド部材と前記第二ガイド部材との間に設けられるガイド屈曲部と、を有し、
前記第一カバー部材の先端は、前記ガイド屈曲部よりも前記供給部側に位置する、請求項5に記載の噴流はんだ装置。
【請求項7】
前記ガイド部材は、前記貯留槽内の溶融はんだの液面に対して0度超過の角度で浸漬する、請求項1又は2に記載の噴流はんだ装置。
【請求項8】
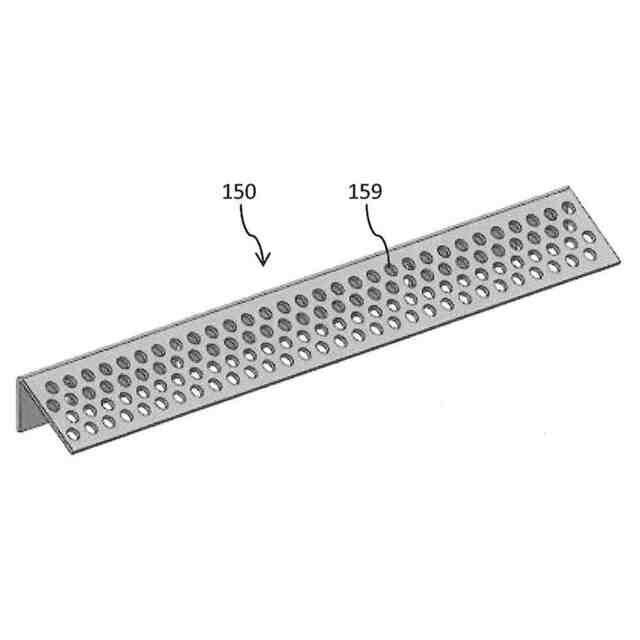
前記ガイド部材は、複数の孔部を有する、請求項1又は2に記載の噴流はんだ装置。
【請求項9】
溶融はんだを供給するための供給部と、
溶融はんだを貯留する貯留槽と、
前記供給部から供給される溶融はんだを前記貯留槽内の溶融はんだに案内するためのガイド部材と、
を備え、
前記ガイド部材は、先端側に位置する第一ガイド部材と、基端側に位置する第二ガイド部材と、前記第一ガイド部材と前記第二ガイド部材との間に設けられるガイド屈曲部と、を有し、
前記第一ガイド部材は、前記貯留槽内の溶融はんだの液面に対して浸漬する、噴流はんだ装置。
【請求項10】
前記貯留槽内の溶融はんだの上方に設けられ、前記貯留槽の側面から前記供給部の溶融はんだの供給箇所に向かって延在するカバー部材を備え、
前記カバー部材は、先端側に位置する第一カバー部材と、基端側に位置する第二カバー部材と、前記第一カバー部材と前記第二カバー部材との間に設けられるカバー屈曲部と、を有し、
前記第一ガイド部材の溶融はんだに対する着面位置と前記第一カバー部材の先端とを結んだ仮想直線は、前記供給部の側面に位置付けられる、請求項9に記載の噴流はんだ装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶融はんだを基板に供給する噴流はんだ装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来から、溶融はんだを基板に対して供給するための噴流はんだ装置が知られている。例えば特許文献1では、溶融はんだを収容するはんだ槽本体部に設けられる噴流ノズルから溶融はんだを噴流して対象物にはんだ付けをする噴流はんだ槽が開示されている。特許文献1の噴流はんだ槽は、一端に流出口を有し、噴流ノズルの周辺に設けられて、噴流ノズルによって噴流された溶融はんだを流出口から流出してはんだ槽本体部へ案内するはんだ案内部と、上部が開口されて底部及び側部に複数の孔が穿設された第1のカゴと、第1のカゴの下方に設けられて、上部が開口されて底部及び側部に複数の孔が穿設された第2のカゴとを有するはんだ流緩和部とを備えている。そして、はんだ流緩和部は、流出口から流出された溶融はんだを第1のカゴの上部から取り入れて第1のカゴの孔及び第2のカゴの孔から排出する態様となっている。
【先行技術文献】
【特許文献】
【0003】
特開2011‐124453号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の態様では、噴流ノズルによって噴流された溶融はんだを流出口から流出してはんだ槽本体部に案内する態様となっているが、本発明は、特許文献1とは異なる態様を採用しつつ、溶融はんだの基板への飛散を防止することができる噴流はんだ装置を提供する。
【課題を解決するための手段】
【0005】
[概念1]
本発明の第一態様による噴流はんだ装置は、
溶融はんだを供給するための供給部と、
溶融はんだを貯留する貯留槽と、
前記供給部から供給される溶融はんだを前記貯留槽内の溶融はんだに案内するためのガイド部材と、
を備え、
前記ガイド部材が、前記貯留槽内の溶融はんだの液面に対して40度以下の角度で浸漬してもよい。
【0006】
[概念2]
概念1による噴流はんだ装置において、
前記ガイド部材は、先端側に位置する第一ガイド部材と、基端側に位置する第二ガイド部材と、前記第一ガイド部材と前記第二ガイド部材との間に設けられるガイド屈曲部と、を有し、
前記第一ガイド部材が、前記貯留槽内の溶融はんだの液面に対して40度以下の角度で浸漬し、
前記第二ガイド部材の前記貯留槽内の溶融はんだの液面に対する角度は、前記第一ガイド部材の前記貯留槽内の溶融はんだの液面に対する角度より大きくなってもよい。
【0007】
[概念3]
概念1又は2による噴流はんだ装置において、
少なくとも前記ガイド部材が前記貯留槽内の溶融はんだの液面に浸漬する箇所の上方に位置するカバー部材を備えてもよい。
【0008】
[概念4]
概念3による噴流はんだ装置において、
前記カバー部材は、供給部側に向かって延在し、
前記カバー部材の先端は、前記ガイド部材が前記貯留槽内の溶融はんだの液面に浸漬する箇所よりも供給部側に位置してもよい。
【0009】
[概念5]
概念3又は4による噴流はんだ装置において、
前記カバー部材は、先端側に位置する第一カバー部材と、基端側に位置する第二カバー部材と、前記第一カバー部材と前記第二カバー部材との間に設けられるカバー屈曲部と、を有し、
前記第一カバー部材は、前記第二カバー部材に対して前記カバー屈曲部を介して下方側に屈曲してもよい。
【0010】
[概念6]
概念5による噴流はんだ装置において、
前記ガイド部材は、先端側に位置する第一ガイド部材と、基端側に位置する第二ガイド部材と、前記第一ガイド部材と前記第二ガイド部材との間に設けられるガイド屈曲部と、を有し、
前記第一カバー部材の先端は、前記ガイド屈曲部よりも前記供給部側に位置してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
4か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社北川鉄工所
回転装置
2か月前
株式会社ダイヘン
溶接電源装置
27日前
株式会社ダイヘン
溶接電源装置
25日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
12日前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
4か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
4か月前
株式会社アンド
半田付け方法
3か月前
株式会社アンド
半田付け方法
3か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
日進工具株式会社
エンドミル
3か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
キヤノン電子株式会社
加工システム
7日前
株式会社トヨコー
被膜除去方法
2か月前
ブラザー工業株式会社
工作機械
4か月前
トヨタ自動車株式会社
接合方法
4か月前
村田機械株式会社
レーザ加工機
2か月前
村田機械株式会社
レーザ加工機
2か月前
大見工業株式会社
ドリル
20日前
ブラザー工業株式会社
工作機械
4か月前
株式会社ダイヘン
溶接装置
1か月前
トヨタ自動車株式会社
溶接マスク
1か月前
有限会社 ナプラ
ソルダペースト
1か月前
株式会社ダイヘン
溶接装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
4か月前
株式会社ダイヘン
溶接装置
4か月前
株式会社不二越
超硬合金製ドリル
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































