TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025100655
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2025064103,2021089748
出願日
2025-04-09,2021-05-28
発明の名称
レーザ溶接方法およびレーザ溶接装置
出願人
古河電気工業株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B23K
26/21 20140101AFI20250626BHJP(工作機械;他に分類されない金属加工)
要約
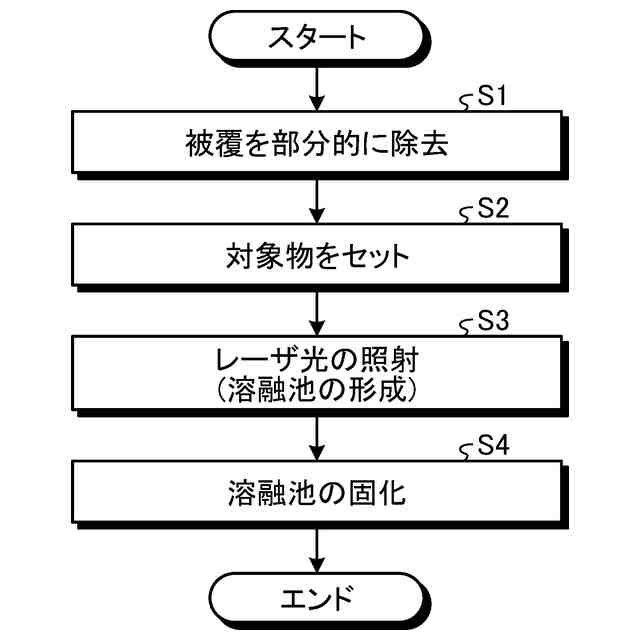
【課題】例えば、溶接のために被覆が除去された芯線の露出区間をより短くすることが可能となるような、改善された新規なレーザ溶接方法およびレーザ溶接装置を提供する。
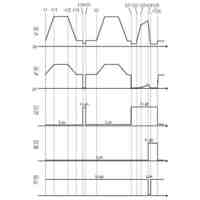
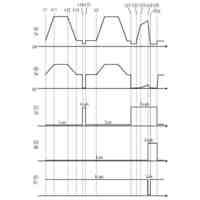
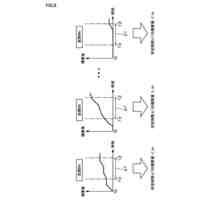
【解決手段】レーザ溶接方法は、例えば、第一導線の芯線の第一端部と、第二導線の芯線の第二端部と、をレーザ溶接するレーザ溶接方法であって、第一端部および第二端部のうち少なくとも一方に、第一方向と交差した第三方向に掃引しながらレーザ光を照射することにより、第一端部と第二端部との間で掛け渡された溶融池を形成する工程と、溶融池を固化する工程と、を備える。また、溶融池を形成する工程は、レーザ光を複数回掃引する工程を含み、レーザ光を複数回掃引する工程は、レーザ光を掃引する第一掃引工程と、当該第一掃引工程よりも第一方向と交差した仮想平面の単位面積あたりのパワー密度が低い状態でレーザ光を掃引する第二掃引工程と、を含む。
【選択図】図5
特許請求の範囲
【請求項1】
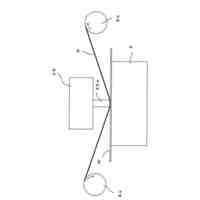
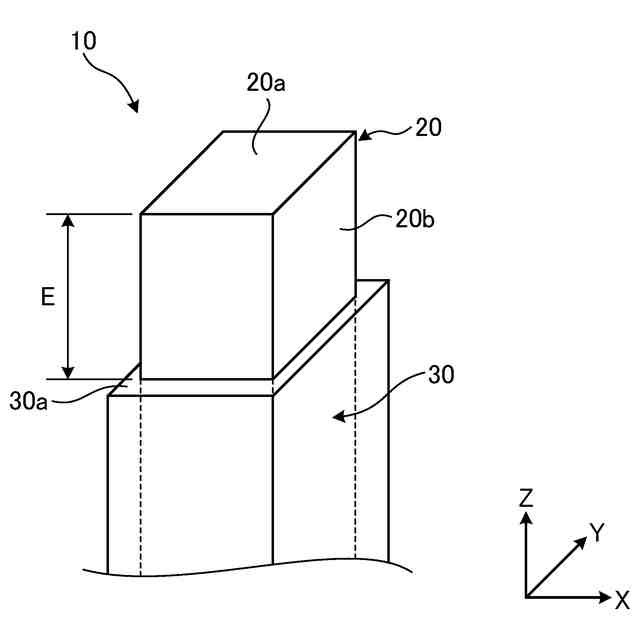
金属材料で作られた芯線と当該芯線を取り囲む被覆とを有した第一導線の長手方向である第一方向の端部において前記被覆から露出した前記芯線の第一端部と、金属材料で作られた芯線と当該芯線を取り囲む被覆とを有した第二導線の前記第一方向の端部において前記被覆から露出した前記芯線の第二端部と、をレーザ溶接するレーザ溶接方法であって、
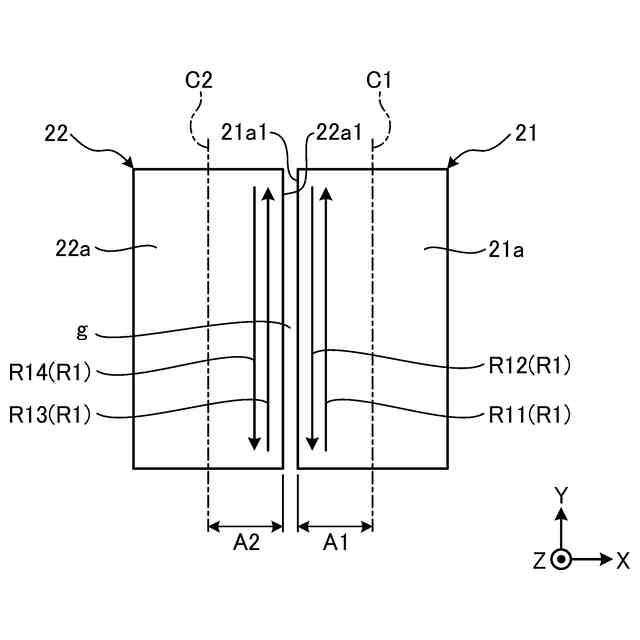
前記第一端部および前記第二端部を、当該第一方向と交差した第二方向に隣り合うように配置する工程と、
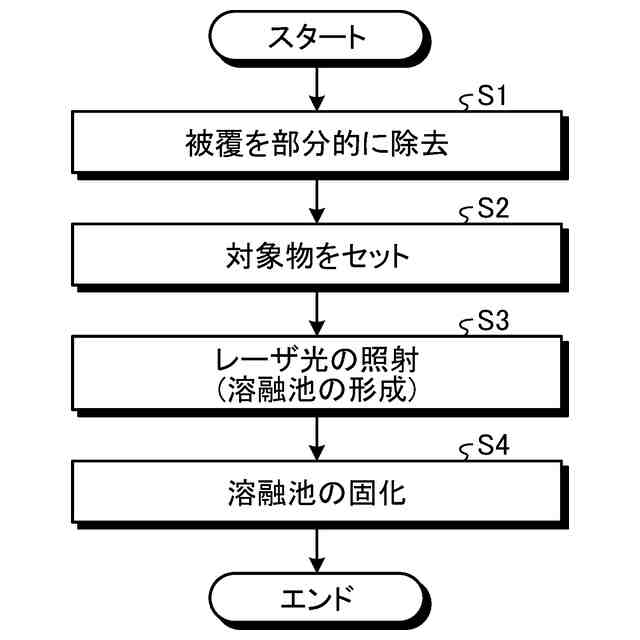
前記第一端部および前記第二端部のうち少なくとも一方に、前記第一方向と交差した第三方向に掃引しながらレーザ光を照射することにより、前記第一端部と前記第二端部との間で掛け渡された溶融池を形成する工程と、
前記溶融池を固化する工程と、
を備え、
前記溶融池を形成する工程は、前記レーザ光を複数回掃引する工程を含み、
前記レーザ光を複数回掃引する工程は、前記レーザ光を掃引する第一掃引工程と、当該第一掃引工程よりも前記第一方向と交差した仮想平面の単位面積あたりのパワー密度が低い状態で前記レーザ光を掃引する第二掃引工程と、を含む、レーザ溶接方法。
続きを表示(約 960 文字)
【請求項2】
前記レーザ光の波長は、400[nm]以上かつ1200[nm]以下である、請求項1に記載のレーザ溶接方法。
【請求項3】
前記第一端部および前記第二端部のうち少なくとも一方の、前記第一方向における露出長さが、10[mm]以下である、請求項1または2に記載のレーザ溶接方法。
【請求項4】
前記第一端部および前記第二端部の双方の前記第一方向における露出長さが、10[mm]以下である、請求項1または2に記載のレーザ溶接方法。
【請求項5】
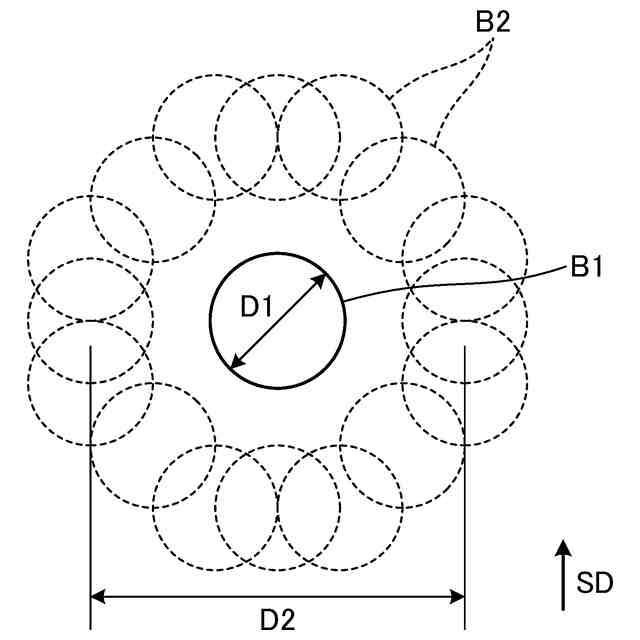
前記溶融池を形成する工程では、前記レーザ光を直線状に掃引する、請求項1~4のうちいずれか一つに記載のレーザ溶接方法。
【請求項6】
前記第三方向は、前記第二方向と交差した、請求項1~5のうちいずれか一つに記載のレーザ溶接方法。
【請求項7】
前記第二掃引工程における前記レーザ光の掃引速度が、前記第一掃引工程における前記レーザ光の掃引速度よりも高い、請求項1~6のうちいずれか一つに記載のレーザ溶接方法。
【請求項8】
前記第二掃引工程における前記レーザ光のパワーが、前記第一掃引工程における前記レーザ光のパワーよりも低い、請求項1~7のうちいずれか一つに記載のレーザ溶接方法。
【請求項9】
前記レーザ光を複数回掃引する工程は、前記レーザ光を所定の強度および所定の掃引速度で掃引する第三掃引工程と、当該第三掃引工程より後に、前記所定の強度より低い強度での前記レーザ光の掃引、前記所定の掃引速度より速い掃引速度での前記レーザ光の掃引、および前記所定の強度より低い強度であるとともに前記所定の掃引速度より速い掃引速度での前記レーザ光の掃引のうち少なくとも一つの掃引を実行する第四掃引工程と、を含む、請求項1~8のうちいずれか一つに記載のレーザ溶接方法。
【請求項10】
前記溶融池を形成する工程は、前記第三方向に沿って前記レーザ光を掃引する工程と、前記第三方向と反対の方向である第四方向に沿って前記レーザ光を掃引する工程と、を含む、請求項1~9のうちいずれか一つに記載のレーザ溶接方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ溶接方法およびレーザ溶接装置に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
平角線のような導線の被覆が除去され芯線が露出した部位をレーザ溶接する方法が知られている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2020-142283号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
この種の溶接では、当該溶接において生じた熱の被覆への影響を低減するため、溶接箇所において、被覆が長めに除去される場合がある。この場合において、被覆が除去された芯線の露出区間が長くなるほど、短絡が生じやすくなったり、当該導線を有した電気装置が大型化しやすくなったりする虞がある。
【0005】
そこで、本発明の課題の一つは、例えば、溶接のために被覆が除去された芯線の露出区間をより短くすることが可能となるような、改善された新規なレーザ溶接方法、レーザ溶接装置、および電気装置を得ること、である。
【課題を解決するための手段】
【0006】
本発明のレーザ溶接方法は、例えば、金属材料で作られた芯線と当該芯線を取り囲む被覆とを有した第一導線の長手方向である第一方向の端部において前記被覆から露出した前記芯線の第一端部と、金属材料で作られた芯線と当該芯線を取り囲む被覆とを有した第二導線の前記第一方向の端部において前記被覆から露出した前記芯線の第二端部と、をレーザ溶接するレーザ溶接方法であって、前記第一端部および前記第二端部を、第一方向に延びるとともに当該第一方向と交差した第二方向に隣り合うように配置する工程と、前記第一端部および前記第二端部のうち少なくとも一方に、前記第一方向と交差した第三方向に掃引しながらレーザ光を0.2[sec]未満の時間で照射することにより、前記第一端部と前記第二端部との間で掛け渡された溶融池を形成する工程と、前記溶融池を固化する工程と、を備える。
【0007】
前記レーザ溶接方法にあっては、前記第一端部および前記第二端部のうち少なくとも一方の、前記第一方向における露出長さが、10[mm]以下であってもよい。
【0008】
前記レーザ溶接方法にあっては、前記第一端部および前記第二端部の双方の前記第一方向における露出長さが、10[mm]以下であってもよい。
【0009】
前記レーザ溶接方法にあっては、前記溶融池を形成する工程では、前記レーザ光を直線状に掃引してもよい。
【0010】
前記レーザ溶接方法にあっては、前記第三方向は、前記第二方向と交差してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
24日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め装置
5日前
株式会社FUJI
工作機械
9日前
エフ・ピー・ツール株式会社
リーマ
2か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
株式会社アンド
半田付け方法
1か月前
日進工具株式会社
エンドミル
2か月前
株式会社アンド
半田付け方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社不二越
超硬合金製ドリル
2か月前
住友重機械工業株式会社
加工装置
2日前
トヨタ自動車株式会社
溶接ヘッド
24日前
トヨタ自動車株式会社
溶接マスク
5日前
トヨタ自動車株式会社
溶接ヘッド
25日前
有限会社 ナプラ
ソルダペースト
2日前
日東精工株式会社
はんだこて先の製造方法
1か月前
個人
管の切断装置及び管の切断方法
2か月前
株式会社不二越
波形抽出装置
16日前
株式会社不二越
摩耗判定装置
16日前
株式会社不二越
通り穴加工用タップ
2か月前
日東精工株式会社
はんだこて先の製造方法
24日前
株式会社ダイヘン
パルスアーク溶接制御方法
18日前
株式会社IHI
支持機構
9日前
春日機械工業股ふん有限公司
挟持装置
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
9日前
株式会社アドウェルズ
超音波加工装置
2か月前
DMG森精機株式会社
工作機械
12日前
株式会社FUJI
周辺装置制御用治具
1か月前
株式会社ジャノメ
インサート挿入装置
25日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ