TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025099610
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023216397
出願日
2023-12-22
発明の名称
予兆検知・診断装置および方法
出願人
アズビル株式会社
代理人
個人
主分類
B23Q
17/09 20060101AFI20250626BHJP(工作機械;他に分類されない金属加工)
要約
【課題】工作機械の工具の摩耗や欠けが発生した時点を特定する。
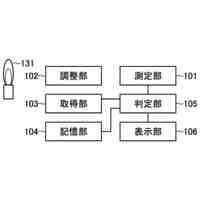
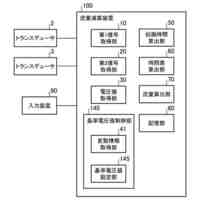
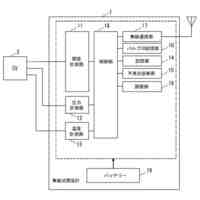
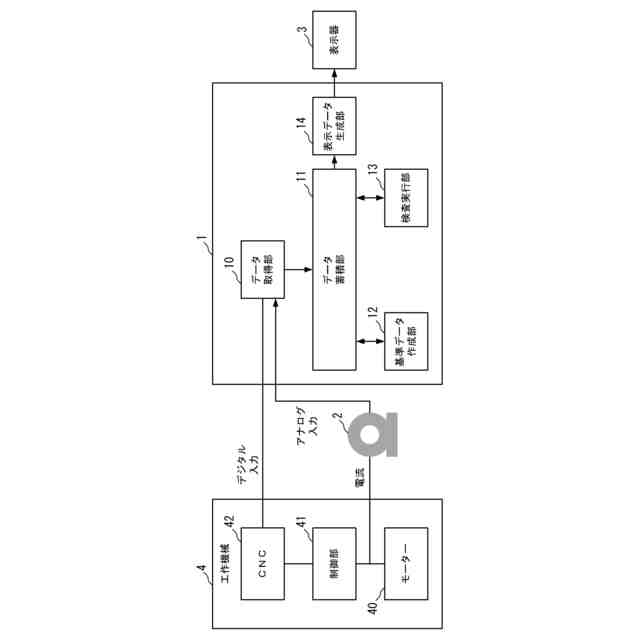
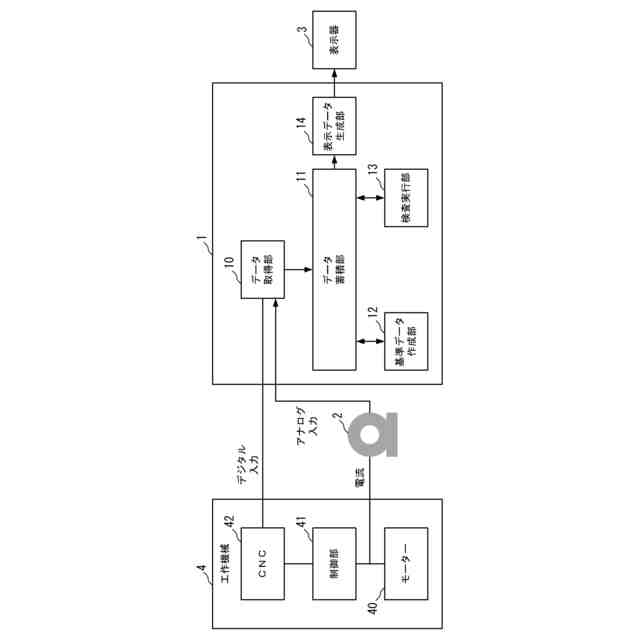
【解決手段】予兆検知・診断装置1は、工作機械4のモーターに供給される負荷電流の時系列データを取得するデータ取得部10と、基準データ作成時の時系列データの中から切り出した第1のバッチデータに基づいて、カーネル密度推定を行うための基準データを時刻毎に算出する基準データ作成部12と、検査時の時系列データの中から切り出した第2のバッチデータと基準データとに基づいてカーネル密度推定量を時刻毎に算出し、この推定量に基づいて、第1のバッチデータに対する第2のバッチデータの逸脱の度合いを示すスコアを時刻毎に算出する検査実行部13とを備える。
【選択図】 図1
特許請求の範囲
【請求項1】
工作機械のモーターに供給される負荷電流の時系列データを取得するように構成されたデータ取得部と、
前記時系列データを蓄積するように構成されたデータ蓄積部と、
基準データ作成時の前記時系列データの中から切り出した第1のバッチデータに基づいて、カーネル密度推定を行うための基準データを時刻毎に算出するように構成された基準データ作成部と、
検査時の前記時系列データの中から切り出した第2のバッチデータと前記基準データとに基づいてカーネル密度推定量を時刻毎に算出し、この推定量に基づいて、前記第1のバッチデータに対する前記第2のバッチデータの逸脱の度合いを示すスコアを時刻毎に算出するように構成された検査実行部とを備えることを特徴とする予兆検知・診断装置。
続きを表示(約 1,600 文字)
【請求項2】
請求項1記載の予兆検知・診断装置において、
前記バッチデータの中で、電流値がオフセット閾値以下で、かつ電流値が前記オフセット閾値以下の状態が所定時間以上継続する領域についてオフセット値を検出し、前記バッチデータからオフセット値を減算または加算するように構成されたデータ補正実行部をさらに備えることを特徴とする予兆検知・診断装置。
【請求項3】
請求項2記載の予兆検知・診断装置において、
前記データ補正実行部は、複数の前記第1のバッチデータの時間位置が合うように補正し、これら第1のバッチデータと時間位置が合うように前記第2のバッチデータを補正することを特徴とする予兆検知・診断装置。
【請求項4】
請求項3記載の予兆検知・診断装置において、
前記基準データ作成部は、複数の前記第1のバッチデータの特徴量と前記基準データとを、ユーザが入力したワークの品種データと対応付けて前記データ蓄積部に格納し、
前記検査実行部は、前記第1のバッチデータの特徴量と前記第2のバッチデータとに基づいて、検査時のワークの品種を判定し、検査時のワークの品種に対応する前記基準データと前記第2のバッチデータとに基づいて前記カーネル密度推定量を算出することを特徴とする予兆検知・診断装置。
【請求項5】
請求項4記載の予兆検知・診断装置において、
前記第1のバッチデータの特徴量は、これらバッチデータの平均波形と平均サイクル長であり、
前記検査実行部は、前記平均サイクル長と前記第2のバッチデータのサイクル長とを比較する1回目の品種判定を行い、1回目の品種判定で品種候補が2つ以上の場合には、前記平均波形と前記第2のバッチデータとの相関係数または相互相関に基づいて2回目の品種判定を行い、2回目の品種判定で品種候補が2つ以上の場合には、前記カーネル密度推定量を2回目の品種判定で残った品種候補毎に算出し、このカーネル密度推定量に基づいて検査時のワークの品種を判定することを特徴とする予兆検知・診断装置。
【請求項6】
請求項1乃至5のいずれか1項に記載の予兆検知・診断装置において、
前記基準データ作成部は、前記第1のバッチデータの中で、ワークの加工が実施されていると推定される加工区間を検出し、
前記検査実行部は、前記第2のバッチデータの中で、前記加工区間と同じ時間位置の区間についてのみ前記カーネル密度推定量を算出することを特徴とする予兆検知・診断装置。
【請求項7】
請求項1記載の予兆検知・診断装置において、
前記データ取得部は、前記時系列データを取り込むと共に、ワークの品種データを前記工作機械から取得し、
前記基準データ作成部は、算出した基準データと基準データ作成時に前記データ取得部が取得した品種データとを対応付けて前記データ蓄積部に格納し、
前記検査実行部は、検査時に前記データ取得部が取得した品種データに対応する前記基準データを前記データ蓄積部から取得して、この基準データと前記第2のバッチデータとに基づいてカーネル密度推定量を算出することを特徴とする予兆検知・診断装置。
【請求項8】
工作機械のモーターに供給される負荷電流の時系列データを取得する第1のステップと、
基準データ作成時の前記時系列データの中から切り出した第1のバッチデータに基づいて、カーネル密度推定を行うための基準データを時刻毎に算出する第2のステップと、
検査時の前記時系列データの中から切り出した第2のバッチデータと前記基準データとに基づいてカーネル密度推定量を時刻毎に算出する第3のステップと、
前記カーネル密度推定量に基づいて、前記第1のバッチデータに対する前記第2のバッチデータの逸脱の度合いを示すスコアを時刻毎に算出する第4のステップとを含むことを特徴とする予兆検知・診断方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、工作機械の異常を検出する予兆検知・診断装置および方法に関するものである。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
工作機械で材料の切削加工をしている際に、工具の摩耗や欠けが原因で不良品が発生することがある。
従来より、工作機械の主軸などに接続されたモーターの電流値を計測し、この変化からバッチ全体で評価を行い、工具の摩耗を検知する技術が知られている(特許文献1参照)。また、工作機械の主軸などに接続されたモーターの電流値と共に工具の変更を司るモーターの電流値を利用して、工具の種類毎に工具異常を検知する技術が知られている(特許文献2参照)。
【0003】
特許文献1に開示された技術では、バッチ全体での評価は可能であるが、複数の加工から成るバッチにおいて工具の摩耗や欠けの発生箇所を特定することができないという課題があった。
【0004】
また、特許文献2に開示された技術では、バッチ内の複数の加工区間を切り出すために、工具の変更を司るモーターの計測機器が別途必要になるという課題があった。さらに、区間の切り出しは工具の変更毎となるため、同一の工具による連続した異なる加工を個々に抽出することができないという課題があった。
【先行技術文献】
【特許文献】
【0005】
特許第6952318号公報
特許第6924529号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記課題を解決するためになされたもので、工作機械の工具の摩耗や欠けが発生した時点を特定することが可能な予兆検知・診断装置および方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の予兆検知・診断装置は、工作機械のモーターに供給される負荷電流の時系列データを取得するように構成されたデータ取得部と、前記時系列データを蓄積するように構成されたデータ蓄積部と、基準データ作成時の前記時系列データの中から切り出した第1のバッチデータに基づいて、カーネル密度推定を行うための基準データを時刻毎に算出するように構成された基準データ作成部と、検査時の前記時系列データの中から切り出した第2のバッチデータと前記基準データとに基づいてカーネル密度推定量を時刻毎に算出し、この推定量に基づいて、前記第1のバッチデータに対する前記第2のバッチデータの逸脱の度合いを示すスコアを時刻毎に算出するように構成された検査実行部とを備えることを特徴とするものである。
【0008】
また、本発明の予兆検知・診断装置の1構成例は、前記バッチデータの中で、電流値がオフセット閾値以下で、かつ電流値が前記オフセット閾値以下の状態が所定時間以上継続する領域についてオフセット値を検出し、前記バッチデータからオフセット値を減算または加算するように構成されたデータ補正実行部をさらに備えることを特徴とするものである。
また、本発明の予兆検知・診断装置の1構成例において、前記データ補正実行部は、複数の前記第1のバッチデータの時間位置が合うように補正し、これら第1のバッチデータと時間位置が合うように前記第2のバッチデータを補正することを特徴とするものである。
【0009】
また、本発明の予兆検知・診断装置の1構成例において、前記基準データ作成部は、複数の前記第1のバッチデータの特徴量と前記基準データとを、ユーザが入力したワークの品種データと対応付けて前記データ蓄積部に格納し、前記検査実行部は、前記第1のバッチデータの特徴量と前記第2のバッチデータとに基づいて、検査時のワークの品種を判定し、検査時のワークの品種に対応する前記基準データと前記第2のバッチデータとに基づいて前記カーネル密度推定量を算出することを特徴とするものである。
また、本発明の予兆検知・診断装置の1構成例において、前記第1のバッチデータの特徴量は、これらバッチデータの平均波形と平均サイクル長であり、前記検査実行部は、前記平均サイクル長と前記第2のバッチデータのサイクル長とを比較する1回目の品種判定を行い、1回目の品種判定で品種候補が2つ以上の場合には、前記平均波形と前記第2のバッチデータとの相関係数または相互相関に基づいて2回目の品種判定を行い、2回目の品種判定で品種候補が2つ以上の場合には、前記カーネル密度推定量を2回目の品種判定で残った品種候補毎に算出し、このカーネル密度推定量に基づいて検査時のワークの品種を判定することを特徴とするものである。
【0010】
また、本発明の予兆検知・診断装置の1構成例において、前記基準データ作成部は、前記第1のバッチデータの中で、ワークの加工が実施されていると推定される加工区間を検出し、前記検査実行部は、前記第2のバッチデータの中で、前記加工区間と同じ時間位置の区間についてのみ前記カーネル密度推定量を算出することを特徴とするものである。
また、本発明の予兆検知・診断装置の1構成例において、前記データ取得部は、前記時系列データを取り込むと共に、ワークの品種データを前記工作機械から取得し、前記基準データ作成部は、算出した基準データと基準データ作成時に前記データ取得部が取得した品種データとを対応付けて前記データ蓄積部に格納し、前記検査実行部は、検査時に前記データ取得部が取得した品種データに対応する前記基準データを前記データ蓄積部から取得して、この基準データと前記第2のバッチデータとに基づいてカーネル密度推定量を算出することを特徴とするものである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
アズビル株式会社
締結部材
1か月前
アズビル株式会社
火炎状態判定装置
25日前
アズビル株式会社
制御システムおよび制御方法
1か月前
アズビル株式会社
制御システムおよび制御方法
1か月前
アズビル株式会社
情報処理方法及び情報処理装置
24日前
アズビル株式会社
情報処理装置及び超音波流量計
1か月前
アズビル株式会社
パイロットリレー及びポジショナ
7日前
アズビル株式会社
推定方法、装置およびプログラム
17日前
アズビル株式会社
データダイオードおよび送信制御方法
7日前
アズビル株式会社
データダイオードおよびパルス制御方法
7日前
アズビル株式会社
管理装置、管理方法、および管理プログラム
20日前
アズビル株式会社
バルブメンテナンス支援装置および支援方法
1か月前
アズビル株式会社
情報処理装置、区間選択方法及び区間選択プログラム
2か月前
アズビル株式会社
情報処理装置、情報処理方法及び情報処理プログラム
26日前
アズビル株式会社
情報処理装置、情報処理方法及び情報処理プログラム
25日前
アズビル株式会社
情報処理装置、情報処理方法および情報処理プログラム
2か月前
アズビル株式会社
監視システム、被監視装置、監視方法、および監視プログラム
26日前
アズビル株式会社
無線式開度計、バルブメンテナンス支援システムおよび支援方法
7日前
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
10日前
株式会社北川鉄工所
回転装置
2か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社ダイヘン
溶接電源装置
25日前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社FUJI
工作機械
2か月前
個人
切削油供給装置
7日前
株式会社FUJI
工作機械
1か月前
日進工具株式会社
エンドミル
4か月前
株式会社アンド
半田付け方法
3か月前
株式会社アンド
半田付け方法
3か月前
株式会社ダイヘン
多層盛り溶接方法
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ