TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025098379
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2023214473
出願日
2023-12-20
発明の名称
ワイヤ送給量測定装置およびワイヤ送給量測定方法
出願人
カナデビア株式会社
,
株式会社第一メカテック
代理人
弁理士法人森本国際特許事務所
主分類
B23K
9/12 20060101AFI20250625BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接材料のワイヤに影響を与えることなくワイヤの送給量を測定可能なワイヤ送給量測定装置およびワイヤ送給量測定方法を提供する。
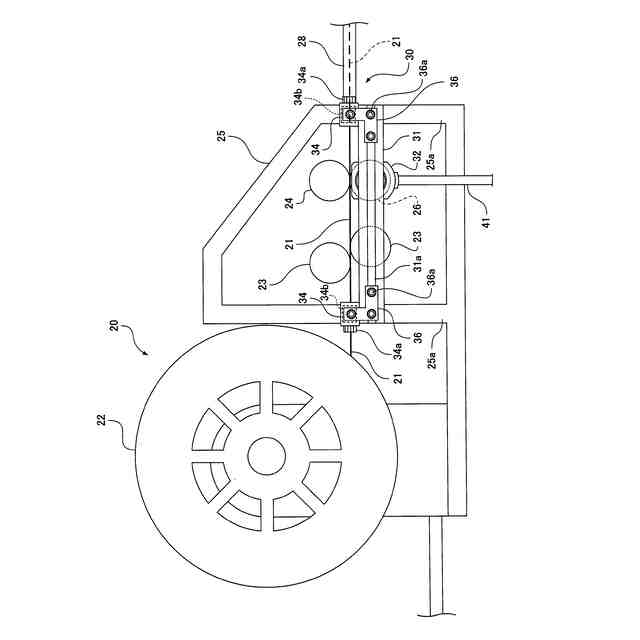
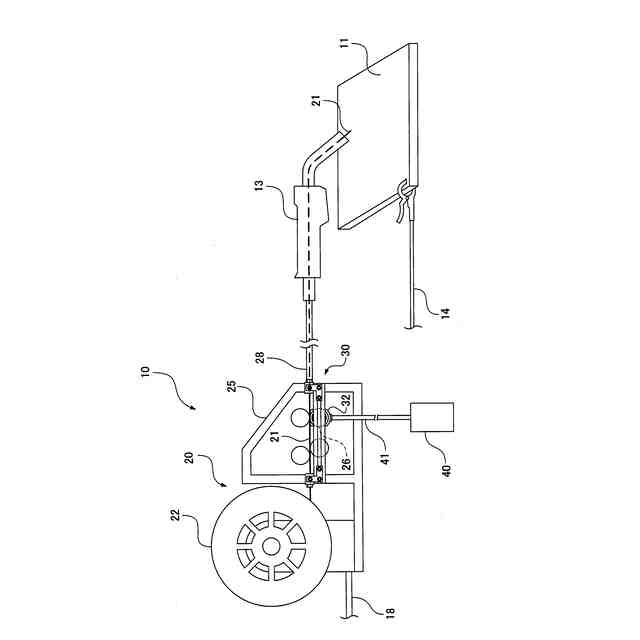
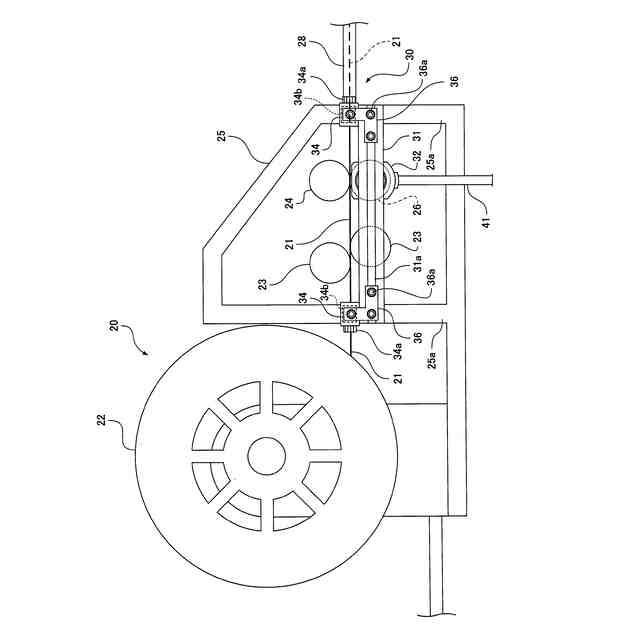
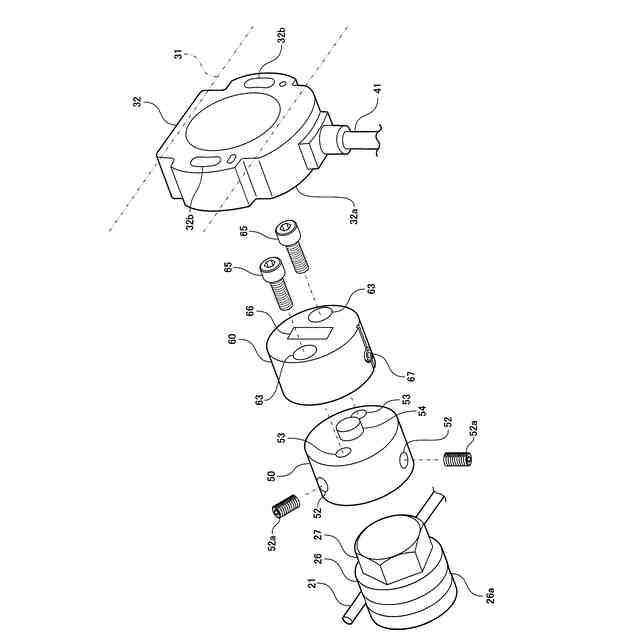
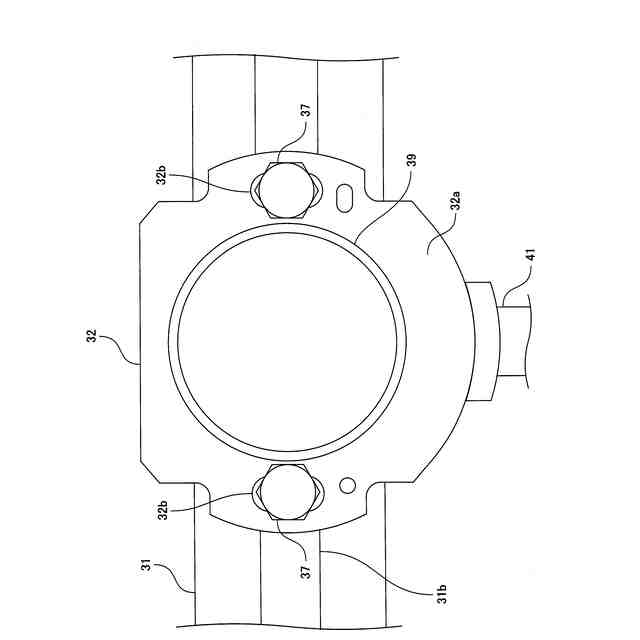
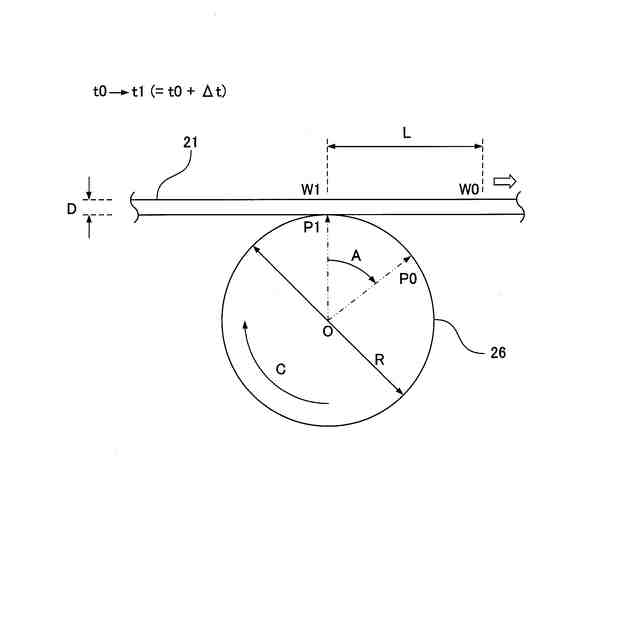
【解決手段】ワイヤ送給量測定装置30は、ワイヤ送給装置20に取り付けられる。ワイヤ送給装置20は、溶接に用いられるワイヤ21を案内するガイドローラ26を有する。ガイドローラ26には、ガイドローラ26と共に回転する磁気ポジションマーカが取付けられる。磁気センサ32は、ガイドローラ26および磁気ポジションマーカの回転角度に応じた出力信号を出力する。ワイヤ送給量測定装置30は、磁気センサ32の出力信号に基づいて、ワイヤ21の送給量を測定する。
【選択図】図2
特許請求の範囲
【請求項1】
溶接に用いられるワイヤを案内するガイドローラを有するワイヤ送給装置に取り付けられて、前記ワイヤ送給装置からの前記ワイヤの送給量を測定するワイヤ送給量測定装置であって、
前記ガイドローラに取り付けられて前記ガイドローラと共に回転する磁気ポジションマーカと、
前記ガイドローラおよび前記磁気ポジションマーカの回転角度に応じた出力信号を出力する磁気センサとを備え、
前記磁気センサの前記出力信号に基づいて、前記ワイヤの送給量を測定するワイヤ送給量測定装置。
続きを表示(約 1,300 文字)
【請求項2】
前記ガイドローラに取り付けられて前記ガイドローラと共に回転するブラケット部材をさらに備え、
前記磁気ポジションマーカは、前記ブラケット部材を介して前記ガイドローラに取り付けられる、請求項1に記載のワイヤ送給量測定装置。
【請求項3】
2つの取付ブロックと、フレーム部材とをさらに備え、
前記ワイヤ送給装置が、2つのベース柱部を含むベース部材を有し、前記ガイドローラが前記ベース柱部同士の間に配置されている場合に、
2つの前記取付ブロックはそれぞれ、前記ベース柱部に磁力で吸着する状態と、前記ベース柱部に吸着しない状態とを切り替え可能な吸着磁石を含み、
2つの前記取付ブロックは、2つの前記ベース柱部同士の間隔に相当する間隔を空けて前記フレーム部材に取り付けられ、
前記磁気センサは、前記フレーム部材において2つの前記取付ブロック同士の間に取り付けられ、
2つの前記取付ブロックのそれぞれが、前記ベース柱部に前記吸着磁石によって吸着することにより、前記フレーム部材が前記ワイヤ送給装置に取り付けられ、
前記前記フレーム部材が前記ワイヤ送給装置に取り付けられたとき、前記磁気センサが、前記ガイドローラに取り付けられた前記磁気ポジションマーカに対向する、請求項1に記載のワイヤ送給量測定装置。
【請求項4】
前記磁気センサは、前記フレーム部材に対する取り付け位置を変更可能である、請求項3に記載のワイヤ送給量測定装置。
【請求項5】
2つの前記取付ブロックのそれぞれは、前記フレーム部材に対する取り付け位置を変更して、2つの前記取付ブロック同士の間隔を調節可能である、請求項3に記載のワイヤ送給量測定装置。
【請求項6】
前記磁気センサからの前記出力信号に基づいて前記ワイヤの送給量を算出する演算部をさらに備え、
前記演算部は、指定された測定間隔ごとに、前記ガイドローラの回転角度に応じた前記出力信号を前記磁気センサから受信し、
前記演算部は、前記測定間隔ごとの前記出力信号の差分と、前記測定間隔と、前記ガイドローラの径寸法に基づいて、前記ワイヤが送給される送給速度を算出し、
前記演算部は、算出された前記送給速度に基づいて、前記ワイヤの送給量を算出する、
請求項1に記載のワイヤ送給量測定装置。
【請求項7】
前記演算部は、前記送給速度と、前記ワイヤの径寸法と、前記ワイヤの比重に基づいて、前記ワイヤの送給量を算出する、請求項6に記載のワイヤ送給量測定装置。
【請求項8】
溶接に用いられるワイヤを案内するガイドローラを有するワイヤ送給装置からの、前記ワイヤの送給量を測定するワイヤ送給量測定装置であって、
前記ガイドローラに取り付けられて前記ガイドローラと共に回転する磁気ポジションマーカと、
前記磁気ポジションマーカの回転角度に応じた出力信号を出力する磁気センサとを用いて、
前記磁気センサの前記出力信号に基づいて、前記ワイヤの送給量を測定するワイヤ送給量測定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、消耗電極および溶接用ワイヤなどのワイヤの送給量を測定するワイヤ送給量測定装置、およびワイヤ送給量測定方法に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1には、ワイヤ(消耗電極あるいは溶接用ワイヤ)の移動速度を測定するワイヤ送給速度測定装置が記載されている。特許文献1に記載のワイヤ送給速度測定装置においては、ワイヤを挟む形で磁石が対向配置されており、磁石とワイヤとの間に設置された磁気抵抗素子の電気抵抗に基づいてワイヤの移動速度が測定される。
【先行技術文献】
【特許文献】
【0003】
特開平5-131271号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載のワイヤ送給速度測定装置では、ワイヤの近くに磁石が配置されるため、ワイヤが磁化するおそれがある。炭素鋼、耐熱鋼、9%ニッケル鋼など様々な鋼種を母材とする溶接において、磁化したワイヤが用いられると、そのワイヤが原因となって磁気吹きが発生する可能性がある。磁気吹きが発生すると、アークが作業者の意図しない方向に偏向して、溶接品質が低下する可能性がある。
【0005】
また、ワイヤの移動速度を正確に測定するためには、送給されるワイヤのすぐ近くに磁石と磁気抵抗素子が配置される必要がある。送給されるワイヤのすぐ近くに磁石と磁気抵抗素子を配置するためには、ワイヤを送給するワイヤ送給装置を分解する必要がある。したがって、特許文献1に記載のワイヤ送給速度測定装置は、着脱(取り付けおよび取り外し)の度にワイヤ送給装置を分解する必要があり、着脱が容易ではない。
【0006】
そこで本発明は、ワイヤに影響を与えることなくワイヤの送給量を測定可能なワイヤ送給量測定装置およびワイヤ送給装置を提供することを目的とする。また本発明は、ワイヤ送給装置に対する着脱が容易なワイヤ送給量測定装置を提供することも目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するため、本発明に係る実施形態の一例としてのワイヤ送給量測定装置は、溶接に用いられるワイヤを案内するガイドローラを有するワイヤ送給装置に取り付けられて、前記ワイヤ送給装置からの前記ワイヤの送給量を測定するワイヤ送給量測定装置であって、前記ガイドローラに取り付けられて前記ガイドローラと共に回転する磁気ポジションマーカと、前記ガイドローラおよび前記磁気ポジションマーカの回転角度に応じた出力信号を出力する磁気センサとを備え、前記磁気センサの前記出力信号に基づいて、前記ワイヤの送給量を測定する。
【0008】
また好ましくは、ワイヤ送給量測定装置は、前記ガイドローラに取り付けられて前記ガイドローラと共に回転するブラケット部材をさらに備え、前記磁気ポジションマーカは、前記ブラケット部材を介して前記ガイドローラに取り付けられるとよい。
【0009】
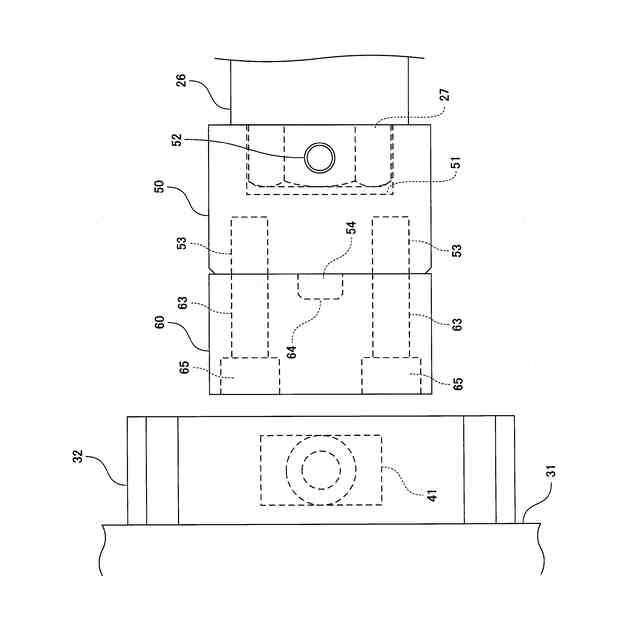
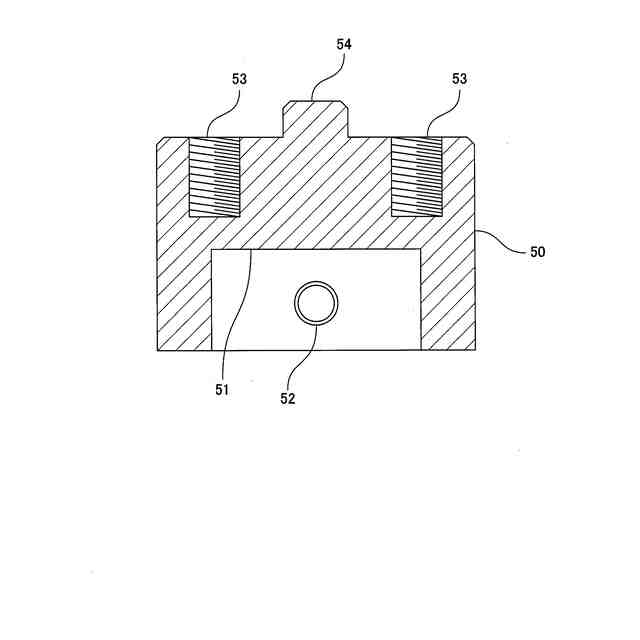
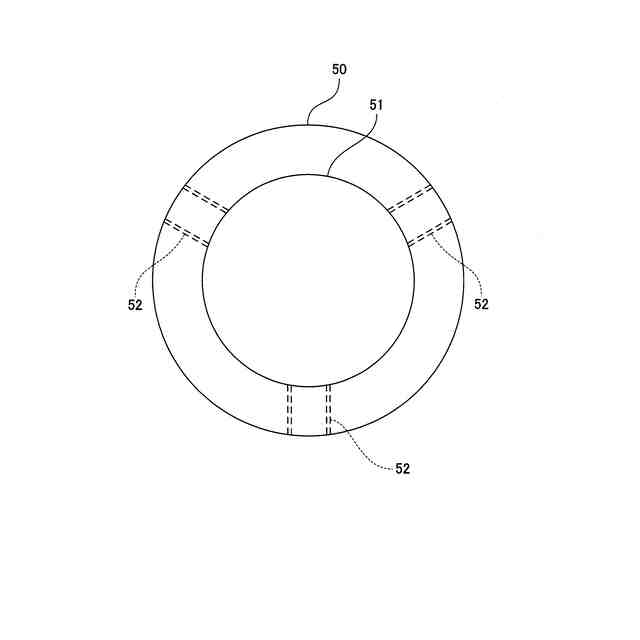
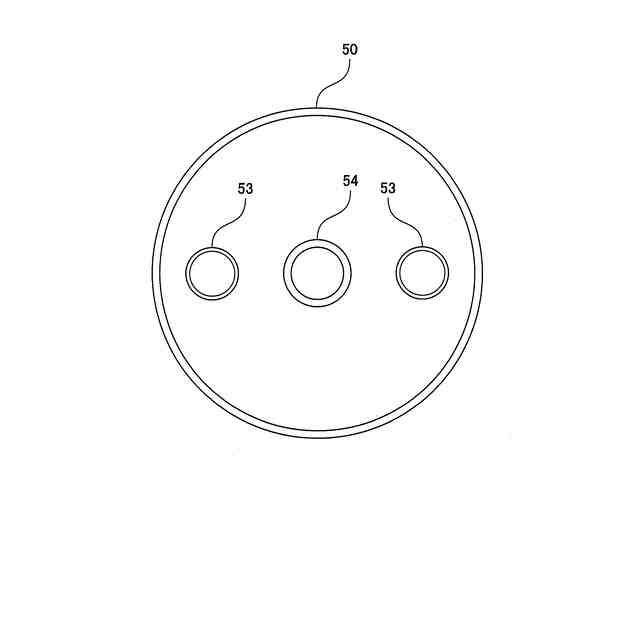
また好ましくは、ワイヤ送給量測定装置は、2つの取付ブロックと、フレーム部材とをさらに備え、前記ワイヤ送給装置が、2つのベース柱部を含むベース部材を有し、前記ガイドローラが前記ベース柱部同士の間に配置されている場合に、2つの前記取付ブロックはそれぞれ、前記ベース柱部に磁力で吸着する状態と、前記ベース柱部に吸着しない状態とを切り替え可能な吸着磁石を含み、2つの前記取付ブロックは、2つの前記ベース柱部同士の間隔に相当する間隔を空けて前記フレーム部材に取り付けられ、前記磁気センサは、前記フレーム部材において2つの前記取付ブロック同士の間に取り付けられ、2つの前記取付ブロックのそれぞれが、前記ベース柱部に前記吸着磁石によって吸着することにより、前記フレーム部材が前記ワイヤ送給装置に取り付けられ、前記フレーム部材が前記ワイヤ送給装置に取り付けられたとき、前記磁気センサが、前記ガイドローラに取り付けられた前記磁気ポジションマーカに対向するとよい。
【0010】
また好ましくは、ワイヤ送給量測定装置の前記磁気センサは、2つの前記取付ブロック同士の間で前記フレーム部材に対する取り付け位置を変更可能であるとよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
1か月前
株式会社不二越
ドリル
2か月前
株式会社ダイヘン
溶接電源装置
10日前
株式会社ダイヘン
溶接電源装置
8日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
25日前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
日進工具株式会社
エンドミル
3か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
大見工業株式会社
ドリル
3日前
トヨタ自動車株式会社
接合方法
3か月前
村田機械株式会社
レーザ加工機
2か月前
村田機械株式会社
レーザ加工機
2か月前
株式会社トヨコー
被膜除去方法
2か月前
株式会社ダイヘン
溶接装置
3か月前
株式会社ダイヘン
溶接装置
26日前
株式会社ダイヘン
溶接装置
26日前
株式会社不二越
超硬合金製ドリル
3か月前
有限会社 ナプラ
ソルダペースト
1か月前
大肯精密株式会社
自動送り穿孔機
3か月前
トヨタ自動車株式会社
溶接マスク
1か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
住友重機械工業株式会社
加工装置
1か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
日東精工株式会社
はんだこて先の製造方法
2か月前
株式会社不二越
通り穴加工用タップ
3か月前
株式会社不二越
摩耗判定装置
1か月前
日東精工株式会社
はんだこて先の製造方法
1か月前
個人
管の切断装置及び管の切断方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































