TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025097578
公報種別
公開特許公報(A)
公開日
2025-07-01
出願番号
2023213828
出願日
2023-12-19
発明の名称
未加硫の帯状ゴム部材の製造方法および装置
出願人
横浜ゴム株式会社
代理人
清流国際弁理士法人
,
個人
,
個人
主分類
B29D
30/52 20060101AFI20250624BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】未加硫の帯状ゴム部材の収縮を是正して、幅方向全幅に渡ってより高精度で目標長さの許容範囲にする未加硫の帯状ゴム部材の製造方法および装置を提供する。
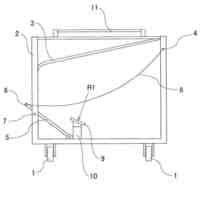
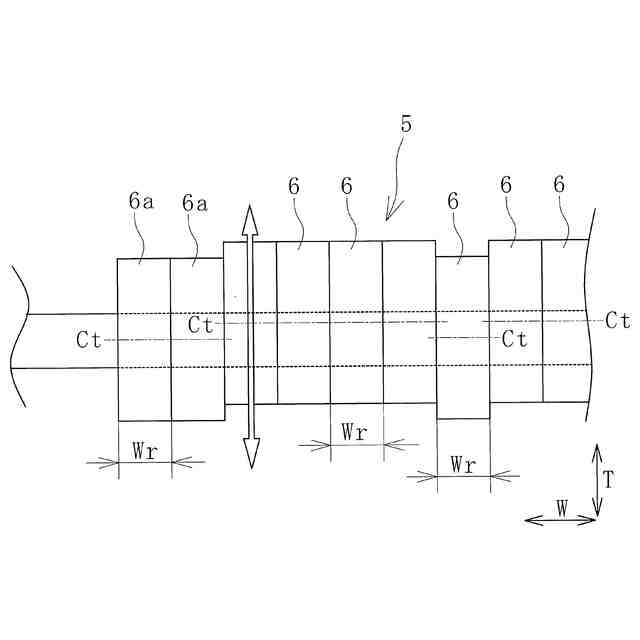
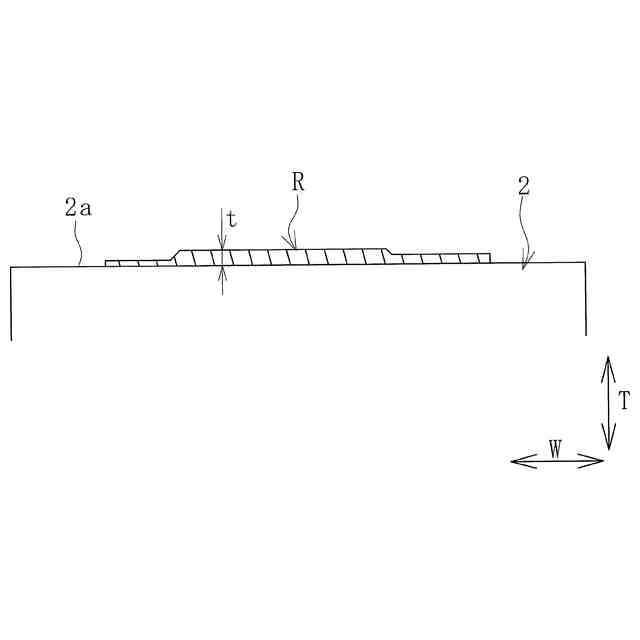
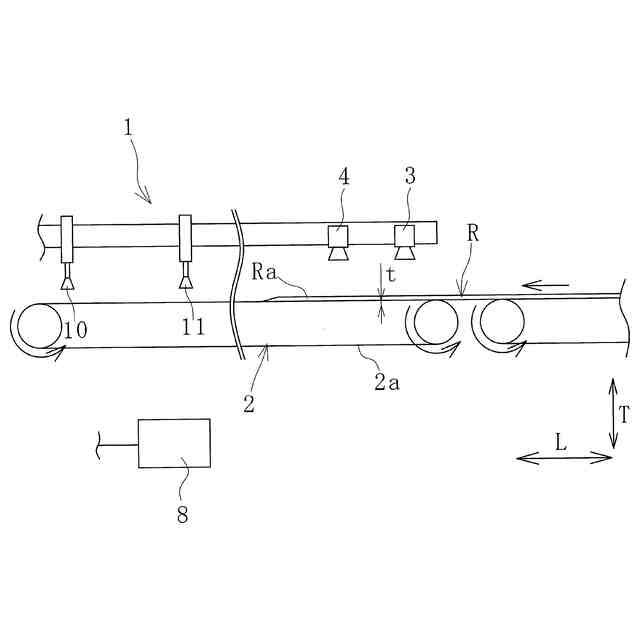
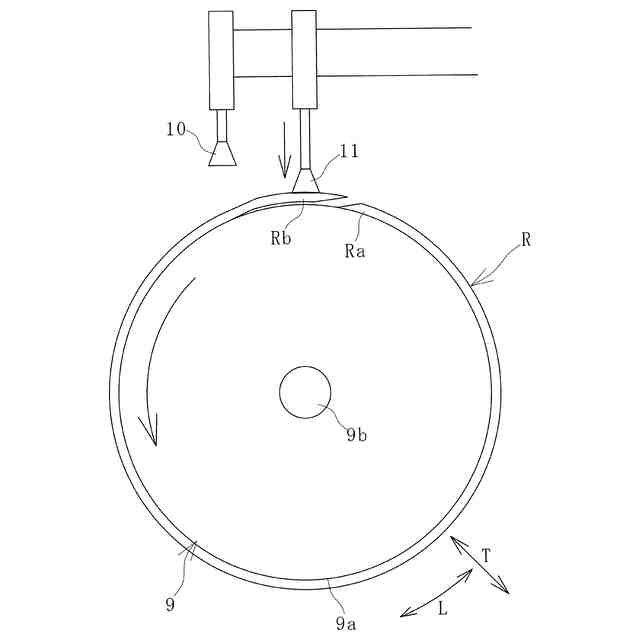
【解決手段】載置部2に平坦に載置した帯状ゴム部材Rの長さLr、厚さtをそれぞれ、幅方向全幅に渡って長さセンサ3、プロファイルセンサ4により検知し、帯状ゴム部材Rの幅方向全幅に渡る目標長さLgデータと、長さセンサ3により検知された長さLrデータと、プロファイルセンサ4により検知された厚さtデータとに基づいて、制御部8により、幅方向に並列された多数のローラ体6の回転中心Ctの帯状ゴム部材Rの厚さ方向Tの位置を設定して、帯状ゴム部材Rの後端部Rbに、各ローラ体6を押圧させつつ回転中心Ctで回転させて、帯状ゴム部材Rの長さを幅方向全幅に渡って目標データLgの許容範囲ALにして後端部Rbを前端部Raに圧着して接合する。
【選択図】図9
特許請求の範囲
【請求項1】
未加硫の帯状ゴム部材の前端部または後端部の少なくとも一方に、押圧ローラを押圧しつつ回転させて、前記帯状ゴム部材の長さを幅方向全幅に渡って目標長さに近づける未加硫の帯状ゴム部材の製造方法であって、
前記押圧ローラを、前記帯状ゴム部材の幅方向に並列された多数のローラ体を有して、それぞれの前記ローラ体を前記帯状ゴム部材の厚さ方向に移動可能な構成にして、
未加硫の帯状ゴム部材を載置部に平坦に載置した状態で、前記帯状ゴム部材の長さを幅方向全幅に渡って長さを長さセンサにより検知し、かつ、前記帯状ゴム部材の厚さを幅方向全幅に渡ってプロファイルセンサにより検知して、
前記帯状ゴム部材の幅方向全幅に渡る目標長さデータと、前記長さセンサにより検知された長さデータと、前記プロファイルセンサにより検知された厚さデータとに基づいて、制御部により、それぞれの前記ローラ体の回転中心の前記帯状ゴム部材の厚さ方向の位置を設定して、この設定状態で、前記前端部または前記後端部の少なくとも一方に、それぞれの前記ローラ体を押圧させつつ前記回転中心で回転させて、前記帯状ゴム部材の長さを幅方向全幅に渡って前記目標データの許容範囲にする未加硫の帯状ゴム部材の製造方法。
続きを表示(約 970 文字)
【請求項2】
前記成形ドラム上に前記帯状ゴム部材を配置して、前記後端部にそれぞれの前記ローラ体を押圧させつつ前記回転中心で回転させて、前記前端部に前記後端部を接合して環状に形成する請求項1に記載の未加硫の帯状ゴム部材の製造方法。
【請求項3】
前記押圧ローラを前記帯状ゴム部材よりも幅広の仕様にして、前記帯状ゴム部材の幅方向両端のそれぞれの幅方向外側に少なくとも1つの前記ローラ体を配置し、前記前端部または前記後端部の少なくとも一方に、それぞれの前記ローラ体を押圧させつつ前記回転中心で回転させる際に、前記帯状ゴム部材の幅方向両端のそれぞれの幅方向外側に配置された前記ローラ体を、前記帯状ゴム部材の下面と同じレベル以下の前記帯状ゴム部材とは別の表面に当接させて回転させる請求項1または2に記載の未加硫の帯状ゴム部材の製造方法。
【請求項4】
未加硫の帯状ゴム部材を平坦に載置する載置部と、前記載置部上の前記帯状ゴム部材の長さを幅方向全幅に渡って検知する長さセンサと、前記載置部上の前記帯状ゴム部材の厚さを幅方向全幅に渡って検知するプロファイルセンサと、押圧ローラと、制御部とを備えて、前記帯状ゴム部材の前端部または後端部の少なくとも一方に前記押圧ローラが押圧されつつ回転して、前記帯状ゴム部材の長さを幅方向全幅に渡って目標長さに近づける未加硫の帯状ゴム部材の製造装置であって、
前記押圧ローラが、前記帯状ゴム部材の幅方向に並列された多数のローラ体を有して、それぞれの前記ローラ体が前記帯状ゴム部材の厚さ方向に移動可能に備わっていて、
前記制御部には、前記帯状ゴム部材の幅方向全幅に渡る目標長さデータと、前記長さセンサにより検知された長さデータと、前記プロファイルセンサにより検知された厚さデータとが入力されて、入力されたそれぞれの前記データに基づいて前記制御部によりそれぞれの前記ローラ体の回転中心の前記帯状ゴム部材の厚さ方向の位置が設定されて、この設定状態で、前記前端部または前記後端部の少なくとも一方に、それぞれの前記ローラ体を押圧させつつ前記回転中心で回転させて、前記帯状ゴム部材の長さを幅方向全幅に渡って前記目標長さデータの許容範囲にする未加硫の帯状ゴム部材の製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、未加硫の帯状ゴム部材の製造方法および装置に関し、さらに詳しくは、未加硫の帯状ゴム部材の長手方向に収縮を是正して、幅方向全幅に渡って精度よく目標長さに近づけることができる未加硫の帯状ゴム部材の製造方法および装置に関するものである。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
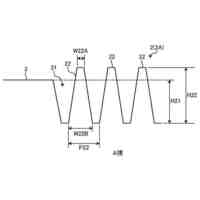
タイヤ等のゴム製品を製造する際には、未加硫の帯状ゴム部材が使用される。この帯状ゴム部材は例えば、その長手方向両端部どうしが成形ドラムの外周面上で接合されて環状ゴム部材に加工される。未加硫の帯状ゴム部材は経時的に収縮するので、その長手方向端部をローラなどで押圧して、長手方向の収縮を是正することが行われている。帯状ゴム部材は一定の厚さの仕様だけでなく、幅方向に厚さが変化する断面形状を有する仕様(特有のプロファイル形状)の場合もある。特有のプロファイル形状の帯状ゴム部材に対して、単純な円筒状ローラを適用して押圧すると、必要以上に強く押圧される範囲と十分に押圧されない範囲とが存在する幅方向分布になる。
【0003】
そこで、押圧力の幅方向分布を均一にするために、複数のディスクを幅方向に並列させてそれぞれのディスクを上下方向に移動可能に設けた圧力ロールが提案されている。(特許文献1参照)。特許文献1で提案されている圧力ローラを使用すると、帯状ゴム部材のプロファイル形状(厚さ)に応じて、それぞれのディスクの回転中心の位置が上下方向に移動する。その結果、特有のプロファイル形状を有する帯状ゴム部材の表面を幅方向全幅に渡ってそれぞれのディスクによって押圧できる。ところが、帯状ゴム部材の収縮具合は幅方向全幅に渡って同じではなく、収縮が大きい範囲と小さい範囲とが幅方向に分布している。そのため、このような圧力ローラを単純に使用するだけでは、未加硫のゴム部材の長さを、幅方向全幅に渡って精度よく目標長さに近づけることができないため改善の余地がある。
【先行技術文献】
【特許文献】
【0004】
特表2001-501548号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、未加硫の帯状ゴム部材の長手方向に収縮を是正して、幅方向全幅に渡って精度よく目標長さに近づけることができる未加硫の帯状ゴム部材の製造方法および装置を提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するため本発明の未加硫の帯状ゴム部材の製造方法は、未加硫の帯状ゴム部材の前端部または後端部の少なくとも一方に、押圧ローラを押圧しつつ回転させて、前記帯状ゴム部材の長さを幅方向全幅に渡って目標長さに近づける未加硫の帯状ゴム部材の製造方法であって、前記押圧ローラを、前記帯状ゴム部材の幅方向に並列された多数のローラ体を有して、それぞれの前記ローラ体を前記帯状ゴム部材の厚さ方向に移動可能な構成にして、未加硫の帯状ゴム部材を載置部に平坦に載置した状態で、前記帯状ゴム部材の長さを幅方向全幅に渡って長さセンサにより検知し、かつ、前記帯状ゴム部材の厚さを幅方向全幅に渡ってプロファイルセンサにより検知して、前記帯状ゴム部材の幅方向全幅に渡る目標長さデータと、前記長さセンサにより検知された長さデータと、前記プロファイルセンサにより検知された厚さデータとに基づいて、制御部により、それぞれの前記ローラ体の回転中心の前記帯状ゴム部材の厚さ方向の位置を設定して、この設定状態で、前記前端部または前記後端部の少なくとも一方に、それぞれの前記ローラ体を押圧させつつ前記回転中心で回転させて、前記帯状ゴム部材の長さを幅方向全幅に渡って前記目標データの許容範囲にすることを特徴とする。
【0007】
本発明の未加硫の帯状ゴム部材の製造装置は、未加硫の帯状ゴム部材を平坦に載置する載置部と、前記載置部上の前記帯状ゴム部材の長さを幅方向全幅に渡って検知する長さセンサと、前記載置部上の前記帯状ゴム部材の厚さを幅方向全幅に渡って検知するプロファイルセンサと、押圧ローラと、制御部とを備えて、前記帯状ゴム部材の前端部または後端部の少なくとも一方に前記押圧ローラが押圧されつつ回転して、前記帯状ゴム部材の長さを幅方向全幅に渡って目標長さに近づける未加硫の帯状ゴム部材の製造装置であって、前記押圧ローラが、前記帯状ゴム部材の幅方向に並列された多数のローラ体を有して、それぞれの前記ローラ体が前記帯状ゴム部材の厚さ方向に移動可能に備わっていて、前記制御部には、前記帯状ゴム部材の幅方向全幅に渡る目標長さデータと、前記長さセンサにより検知された長さデータと、前記プロファイルセンサにより検知された厚さデータとが入力されて、入力されたそれぞれの前記データに基づいて前記制御部によりそれぞれの前記ローラ体の回転中心の前記帯状ゴム部材の厚さ方向の位置が設定されて、この設定状態で、前記前端部または前記後端部の少なくとも一方に、それぞれの前記ローラ体を押圧させつつ前記回転中心で回転させて、前記帯状ゴム部材の長さを幅方向全幅に渡って前記目標長さデータの許容範囲にすることを特徴とする。
【発明の効果】
【0008】
本発明によれば、前記プロファイルセンサにより検知された厚さデータを考慮して、前記制御部によりそれぞれの前記ローラ体の回転中心の前記帯状ゴム部材の厚さ方向の位置が設定されるので、特有のプロファイル形状を有する帯状ゴム部材であっても、帯状ゴム部材の表面を幅方向全幅に渡ってそれぞれの前記ローラ体によって押圧できる。さらに、前記目標長さデータと、前記長さセンサにより検知された長さデータとを考慮して、前記制御部によりそれぞれの前記ローラ体の回転中心の前記帯状ゴム部材の厚さ方向の位置が設定されるので、前記帯状ゴム部材の収縮具合の幅方向分布に応じて、それぞれの前記ローラ体によって適切な押圧力を前記帯状ゴム部材に付与できる。そのため、前記帯状ゴム部材の長手方向の収縮が是正されて、その長さは幅方向全幅に渡って前記目標長さデータの許容範囲になり、精度よく目標長さに近づけることができる。
【図面の簡単な説明】
【0009】
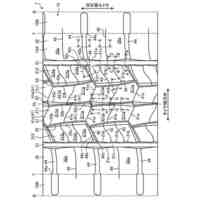
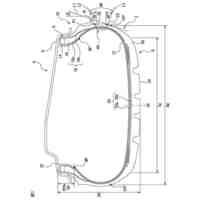
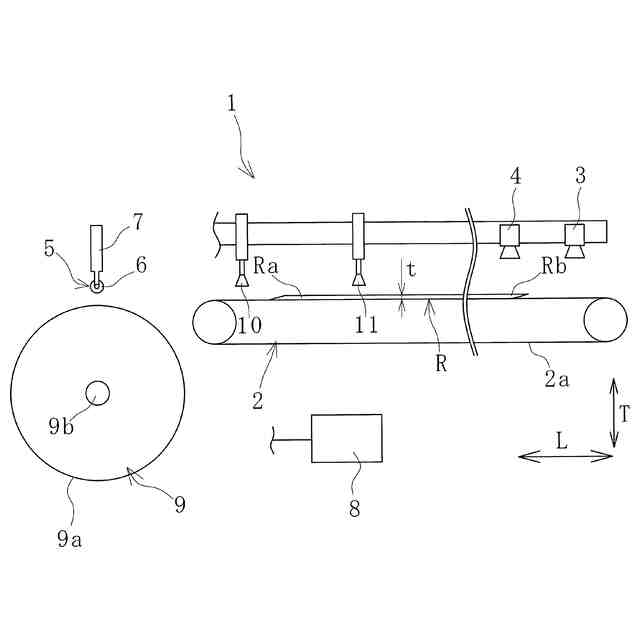
未加硫の帯状ゴム部材の製造装置の実施形態を側面視で例示する説明図である。
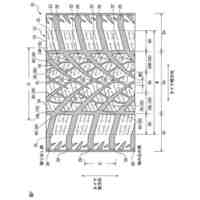
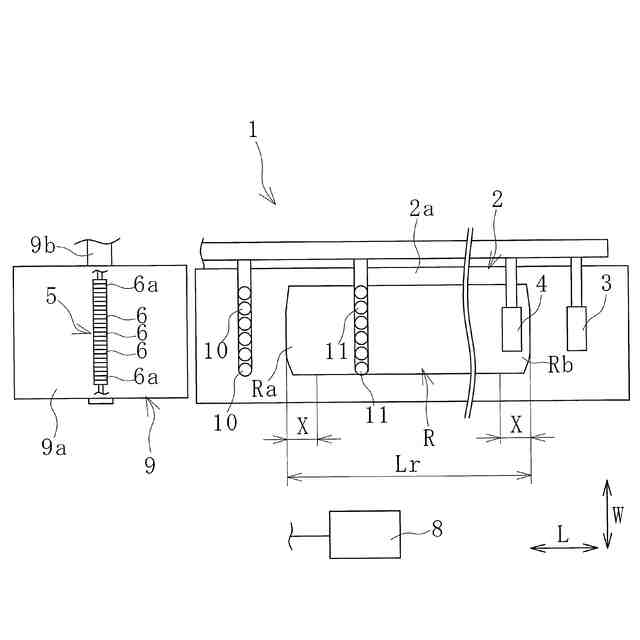
図1の製造装置を平面視で例示する説明図である。
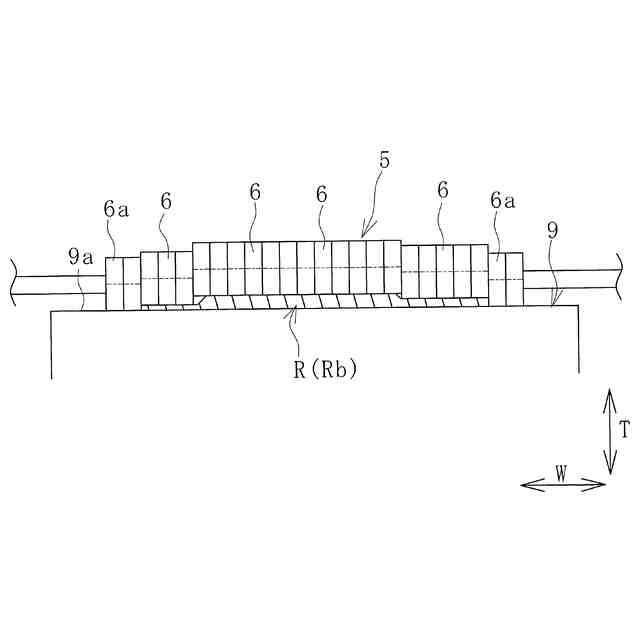
図2の押圧ローラの一部を正面視で例示する説明図である。
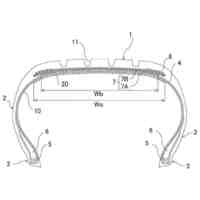
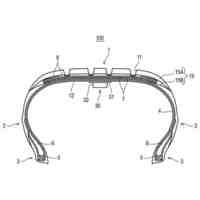
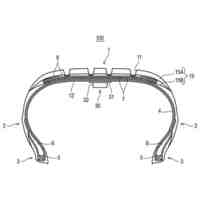
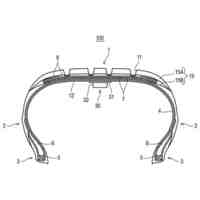
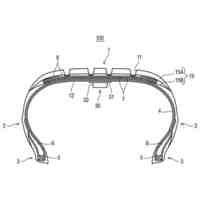
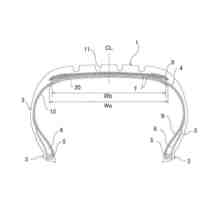
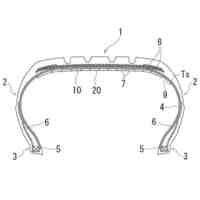
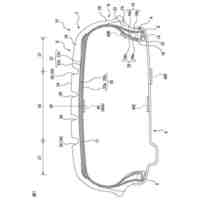
図1の帯状ゴム部材を横断面視で例示する説明図である。
帯状ゴム部材を載置部に載置する工程を側面視で例示する説明図である。
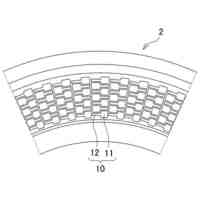
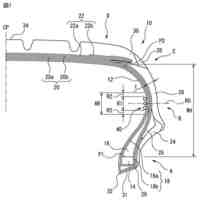
図1の帯状ゴム部材を成形ドラムの外周面に巻き付ける工程を側面視で例示する説明図である。
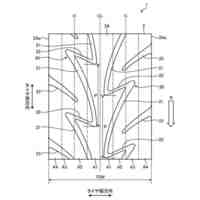
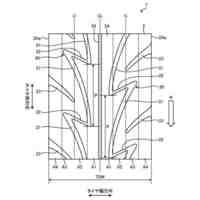
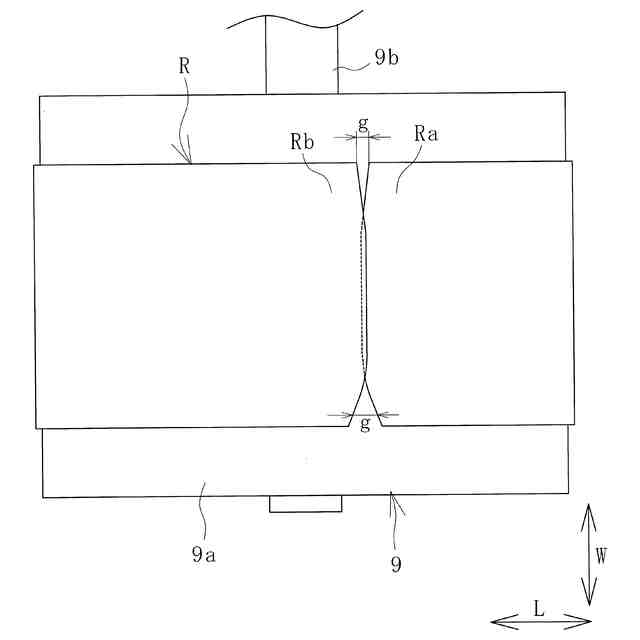
図6の帯状ゴム部材の後端部および前端部を平面視で例示する説明図である。
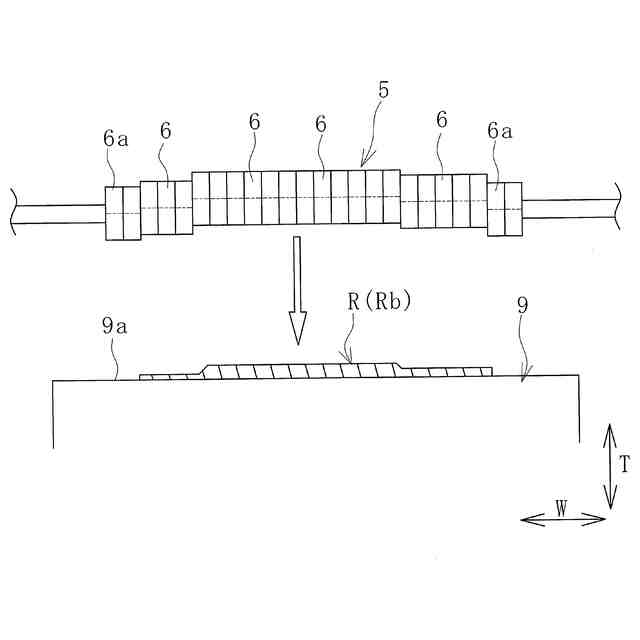
図7の帯状ゴム部材の後端部に押圧ローラを近接させる工程を正面視で例示する説明図である。
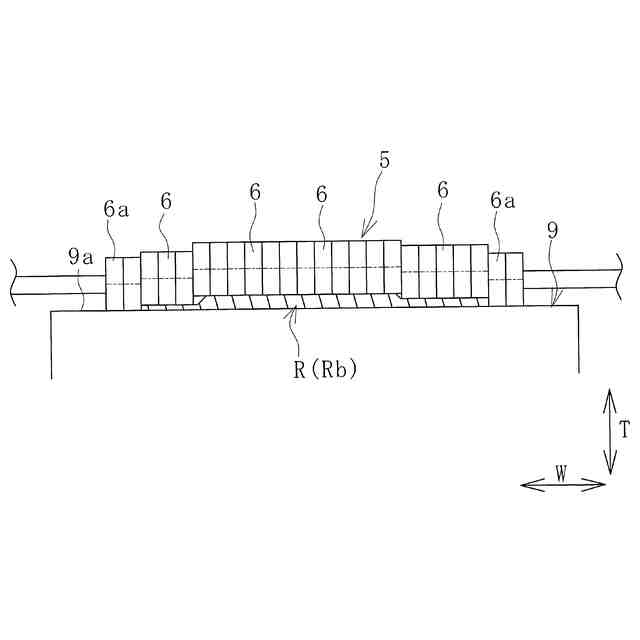
図8の帯状ゴム部材の後端部を押圧ローラにより押圧する状態を例示する説明図である。
図9の帯状ゴム部材の後端部に押圧ローラを押圧しつつ回転させる工程を平面視で例示する説明図である。
図10の工程を側面視で例示する説明図である。
図10の工程を経て帯状ゴム部材の後端部と前端部とが接合された状態を平面視で例示する説明図である
【発明を実施するための形態】
【0010】
以下、本発明の未加硫の帯状ゴム部材の製造装置および方法を、図に示した実施形態に基づいて説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
26日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
19日前
横浜ゴム株式会社
タイヤ
19日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
19日前
横浜ゴム株式会社
タイヤ
19日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
20日前
横浜ゴム株式会社
タイヤ
20日前
横浜ゴム株式会社
タイヤ
20日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
29日前
横浜ゴム株式会社
タイヤ
29日前
横浜ゴム株式会社
タイヤ
7日前
横浜ゴム株式会社
ゴム組成物
1か月前
横浜ゴム株式会社
空気入りタイヤ
19日前
横浜ゴム株式会社
空気入りタイヤ
1か月前
横浜ゴム株式会社
空気入りタイヤ
1か月前
横浜ゴム株式会社
機能部品付きタイヤ
2か月前
横浜ゴム株式会社
機能部品付きタイヤ
2か月前
横浜ゴム株式会社
機能部品付きタイヤ
2か月前
横浜ゴム株式会社
機能部品付きタイヤ
2か月前
横浜ゴム株式会社
機能部品付きタイヤ
2か月前
横浜ゴム株式会社
グリーンタイヤ運搬台車
1か月前
横浜ゴム株式会社
チューブおよびその製造方法
1か月前
横浜ゴム株式会社
タイヤ用ゴム組成物およびタイヤ
26日前
横浜ゴム株式会社
タイヤ用ゴム組成物およびタイヤ
26日前
横浜ゴム株式会社
空気入りタイヤ及びその製造方法
1か月前
横浜ゴム株式会社
空気入りタイヤ及びその製造方法
1か月前
横浜ゴム株式会社
空気入りタイヤ及びその製造方法
1か月前
横浜ゴム株式会社
水酸基変性ジエン系ゴムの製造方法
1か月前
横浜ゴム株式会社
タイヤ及びワイヤレス給電システム
21日前
横浜ゴム株式会社
タイヤ及びワイヤレス給電システム
21日前
横浜ゴム株式会社
タイヤ及びワイヤレス給電システム
21日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ