TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025095283
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2023211196
出願日
2023-12-14
発明の名称
コアレスモータ用の固定子鉄心の製造方法
出願人
東芝産業機器システム株式会社
代理人
弁理士法人サトー
主分類
H02K
15/027 20250101AFI20250619BHJP(電力の発電,変換,配電)
要約
【課題】帯状鋼板の利用率を向上させることができるコアレスモータ用の固定子鉄心の製造方法を提供する。
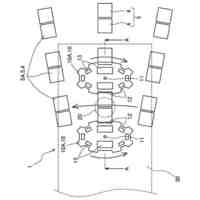
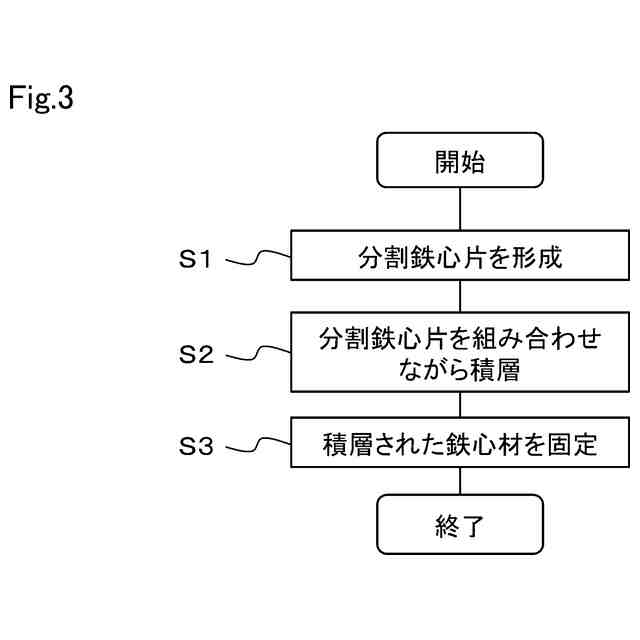
【解決手段】実施形態によるコアレスモータ用の固定子鉄心1の製造方法は、帯状鋼板8を打ち抜いて分割鉄心片4を形成する工程と、分割鉄心片4を周方向に組み合わせながら積層して固定子鉄心1を形成する工程と、を含んでいる。そして、分割鉄心片4を形成する工程では、帯状鋼板8の幅方向において分割鉄心片4が2列となり、各列の分割鉄心片4の外周側が帯状鋼板8の幅方向外側に位置し、分割鉄心片4の凸部5が他方の列の分割鉄心片4の内周側に位置し、分割鉄心片4の凹部6が形成されている端部が他方の列の分割鉄心片4の凹部6が形成されている端部と対向するように帯状鋼板8を打ち抜いて、分割鉄心片4を形成する。
【選択図】図3
特許請求の範囲
【請求項1】
コアレスモータ用の固定子鉄心を製造するための方法であって、
帯状鋼板を打ち抜いて分割鉄心片を形成する工程と、
前記分割鉄心片を周方向に組み合わせながら積層して前記固定子鉄心を形成する工程と、を含み、
前記分割鉄心片は、前記固定子鉄心の周方向に等分割された円弧状であって、周方向における一方の端部に当該端部から外側に突出する凸部を有し、他方の端部に当該端部から窪んでいて隣り合って配置される他の分割鉄心片の前記凸部と組み合わされる凹部を有する形状に形成されるものであり、
前記分割鉄心片を形成する工程では、前記帯状鋼板の幅方向において前記分割鉄心片が2列となり、各列の前記分割鉄心片の外周側が前記帯状鋼板の幅方向外側に位置し、前記分割鉄心片の前記凸部が他方の列の前記分割鉄心片の内周側に位置し、前記分割鉄心片の前記凹部が形成されている端部が他方の列の前記分割鉄心片の前記凹部が形成されている端部と対向するように前記帯状鋼板を打ち抜いて、前記分割鉄心片を形成するコアレスモータ用の固定子鉄心の製造方法。
続きを表示(約 350 文字)
【請求項2】
前記分割鉄心片は、外周側に溶接あるいは留め金によって固定するための溝部を有する形状に形成されるものであり、
前記分割鉄心片を形成する工程では、各列の前記分割鉄心片の前記溝部が帯状鋼板の幅方向における両端となるように前記帯状鋼板を打ち抜いて、前記分割鉄心片を形成する請求項1記載のコアレスモータ用の固定子鉄心の製造方法。
【請求項3】
前記分割鉄心片を形成する工程では、前記分割鉄心片の周方向における中心線が前記帯状鋼板の幅方向に対して傾いた状態であって、同じ列で隣り合う前記分割鉄心片の端部の位置が前記帯状鋼板の送り方向において少なくとも重なるように前記帯状鋼板を打ち抜いて、前記分割鉄心片を形成する請求項1または2記載のコアレスモータ用の固定子鉄心の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明の実施形態は、コアレスモータ用の固定子鉄心の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、回転電機の回転子鉄心は、例えば特許文献1に記載されているように帯状鋼板を打ち抜くことにより、環状の固定子鉄心用の鉄心材とその内周側に回転子鉄心用の鉄心材とが連続的に形成されていた。
【先行技術文献】
【特許文献】
【0003】
特開2009-124828号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
とろこで、近年では回転電機の軽量化や多極化に伴って回転子鉄心を使用しないコアレスモータが利用されることがある。その場合、固定子鉄心を従来の製造方法により製造すると、固定子鉄心用の鉄心材を打ち抜いた後の内周部分が破棄されることになり、帯状鋼板の利用率が低くなるという問題がある。
【0005】
そこで、帯状鋼板の利用率を向上させることができるコアレスモータ用の固定子鉄心の製造方法を提供する。
【課題を解決するための手段】
【0006】
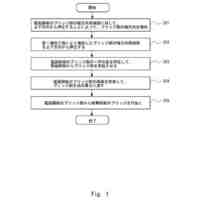
実施形態によるコアレスモータ用の固定子鉄心の製造方法は、帯状鋼板を打ち抜いて分割鉄心片を形成する工程と、分割鉄心片を周方向に組み合わせながら積層して固定子鉄心を形成する工程と、を含んでいる。この分割鉄心片は、固定子鉄心の周方向に等分割した円弧状であって、周方向における一方の端部に当該端部から外側に突出する凸部を有し、他方の端部に当該端部から窪んでいて隣り合って配置される他の分割鉄心片の凸部と組み合わされる凹部を有する形状に形成されるものである。そして、分割鉄心片を形成する工程では、帯状鋼板の幅方向において分割鉄心片が2列となり、各列の分割鉄心片の外周側が帯状鋼板の幅方向外側に位置し、分割鉄心片の凸部が他方の列の分割鉄心片の内周側に位置し、分割鉄心片の凹部が形成されている端部が他方の列の分割鉄心片の凹部が形成されている端部と対向するように帯状鋼板を打ち抜いて、分割鉄心片を形成する。
【図面の簡単な説明】
【0007】
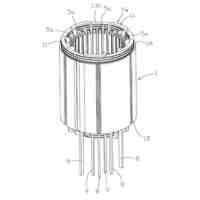
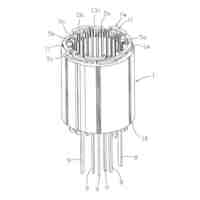
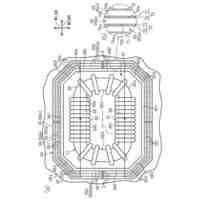
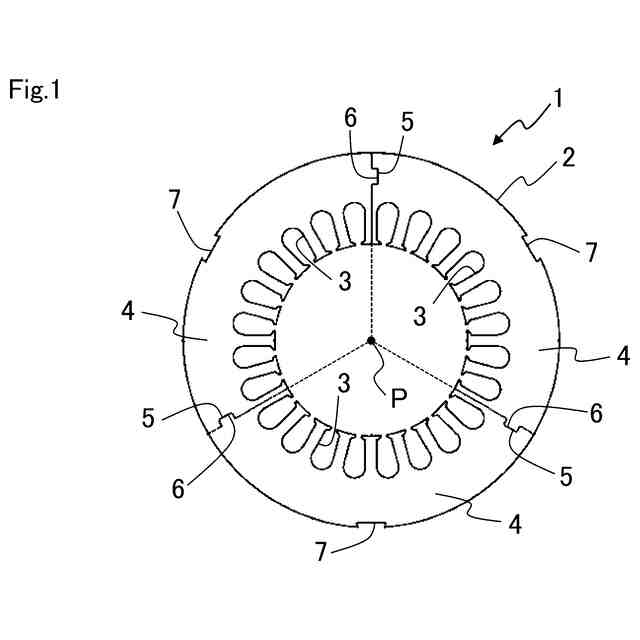
固定子鉄心の構成例を模式的に示す図
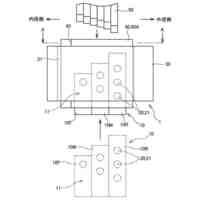
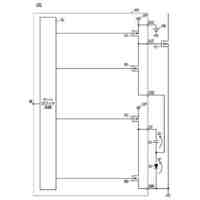
分割鉄心片の構成例を模式的に示す図
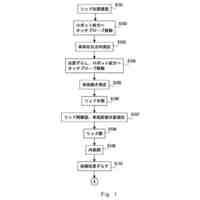
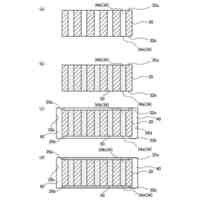
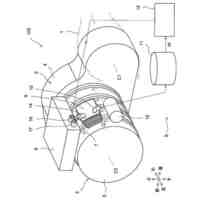
固定子鉄心の製造工程の概略を示す図
分割鉄心片の打ち抜き態様の一例を模式的に示す図その1
分割鉄心片の打ち抜き態様の一例を模式的に示す図その2
他の分割鉄心片の構成例を模式的に示す図
他の分割鉄心片の打ち抜き態様の一例を模式的に示す図
【発明を実施するための形態】
【0008】
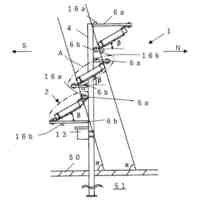
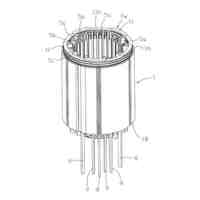
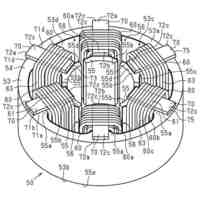
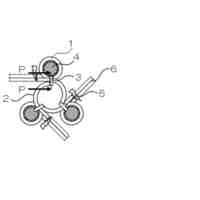
以下、実施形態について図面を参照しながら説明する。図1に示すように、コアレスモータ用の固定子鉄心1は、薄板状の鉄心材2を積層することによって全体として環状の積層体として形成されており、その内周側には図示しないコイルを装着するための複数のスロット3が設けられている。なお、図1に示す固定子鉄心1の形状やスロット3の形状あるいは数などは一例であり、これに限定されない。以下、環状の固定子鉄心1の中心を中心点(P)と称し、中心点(P)周りの向きを周方向と称する。
【0009】
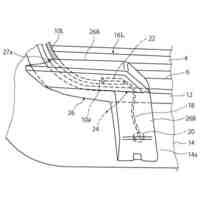
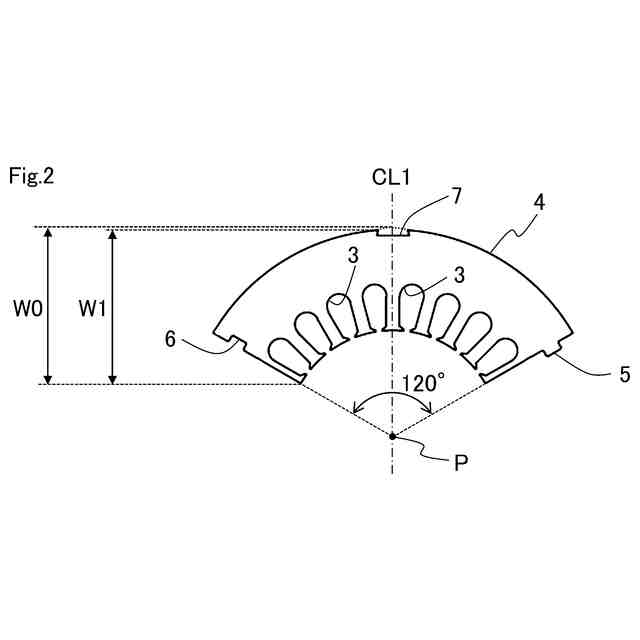
本実施形態の場合、鉄心材2は、固定子鉄心1の周方向に3等分された形状の分割鉄心片4を組み合わせることによって形成されている。この分割鉄心片4は、図2に示すように、周方向における両端と中心点とのなす角が120°となっている概ね円弧状の外形となっている。また、分割位置は隣り合うスロット3の間となっている。
【0010】
また、分割鉄心片4は、内周側に複数のスロット3が形成されているとともに、図示右方側となる周方向における一方の端部には、当該端部から外側に突出する凸部5が形成され、図示左方側となる他方の端部には、当該端部から窪んでいて隣り合って配置される他の分割鉄心片4の凸部5と組み合わされる凹部6が形成されている。なお、凸部5および凹部6の形状や数は一例であり、これに限定されないが、いずれも分割鉄心片4の外周よりも内側となる位置に形成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
恒久電源開発の装置
4日前
個人
太陽光発電システム
13日前
北勢工業株式会社
保護管
11日前
トヨタ自動車株式会社
充電装置
6日前
ダイハツ工業株式会社
溶接装置
4日前
株式会社ダイヘン
充電装置
11日前
愛知電機株式会社
ステータおよびモータ
4日前
サンデン株式会社
モータ制御装置
4日前
ダイハツ工業株式会社
ロータ構造
11日前
愛知電機株式会社
ステータおよびモータ
4日前
愛知電機株式会社
ステータおよびモータ
4日前
株式会社セイワ
車両用配線カバー
24日前
株式会社デンソー
電気装置
13日前
住友電装株式会社
電気接続箱
11日前
因幡電機産業株式会社
充電システム
4日前
個人
バネとクラッチを用いた波浪発電装置
13日前
住友電装株式会社
電気接続箱
11日前
株式会社ダイヘン
電力システム
11日前
キヤノン株式会社
画像形成装置
11日前
矢崎総業株式会社
電池切替装置
6日前
株式会社豊田自動織機
回転電機
20日前
富士電機株式会社
リニアモータ
24日前
ダイハツ工業株式会社
コイル組付け装置
21日前
ダイハツ工業株式会社
ステータ製造装置
14日前
株式会社IJTT
オイル冷却装置
4日前
スズキ株式会社
車両用モータ構造
4日前
三菱電機株式会社
束線器具
7日前
株式会社豊田自動織機
電動圧縮機
20日前
三菱電機株式会社
ゲート駆動装置
11日前
株式会社明電舎
電動機
12日前
トヨタ自動車株式会社
積層鋼板の製造方法
4日前
ニチコン株式会社
電源回路
5日前
株式会社エフ・シー・シー
太陽光発電装置
24日前
北海道電力株式会社
延線金車
19日前
トヨタ自動車株式会社
電源装置
4日前
トヨタ自動車株式会社
挿入治具
13日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ