TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025094621
公報種別
公開特許公報(A)
公開日
2025-06-25
出願番号
2023210306
出願日
2023-12-13
発明の名称
接合済金属の製造方法及び接合済金属製造装置
出願人
株式会社オリジン
代理人
弁理士法人太陽国際特許事務所
主分類
B23K
20/00 20060101AFI20250618BHJP(工作機械;他に分類されない金属加工)
要約
【課題】金属箔とこれより厚さが大きい金属部材とを接合して接合済金属を得る接合済金属の製造方法及び接合済金属製造装置を提供する。
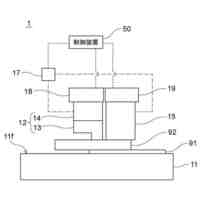
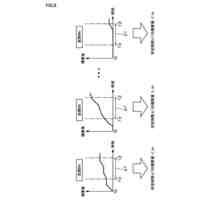
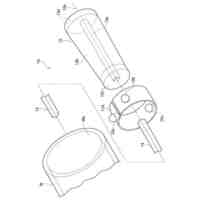
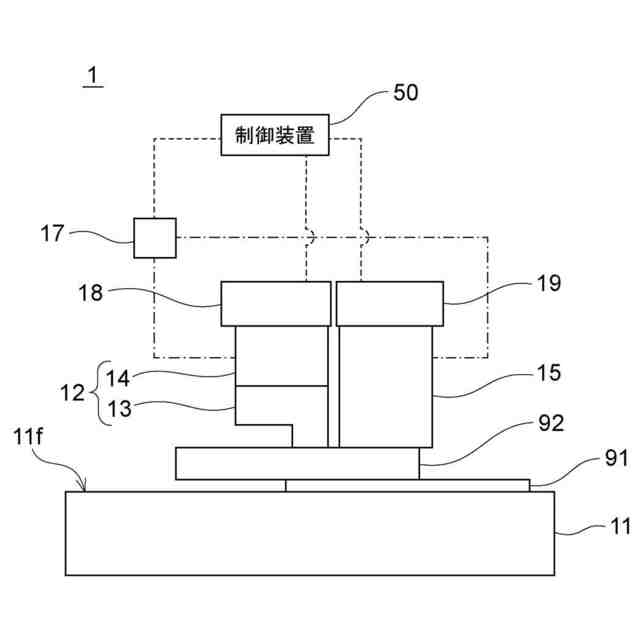
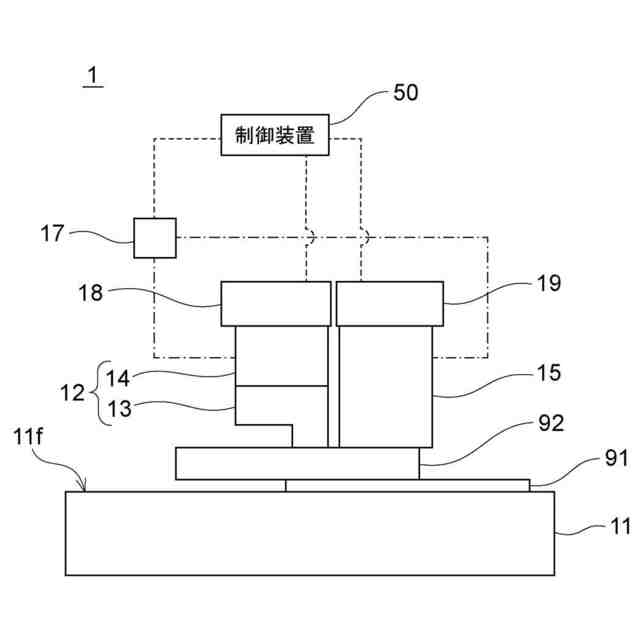
【解決手段】金属箔91とこれより厚さが大きい金属部材92とを接合した接合済金属の製法は、基台11に金属箔91を接触させつつ基台11と金属部材92とで金属箔91を挟み、所定の温度に加熱可能な発熱体13を、金属箔91と金属部材92とが重なる方向で見て、金属箔91に重なる領域における金属部材92に接触させ、発熱体13を基台11に向けて押圧しながら発熱体13を所定の温度に上昇させて金属箔91と金属部材92とを接合する。接合済金属を製造する装置1は、金属箔91を接触させる基台11と、基台11との間に金属箔91を挟んだ金属部材92に接触させる発熱体13と、発熱体13と基台11との距離を近づけるように、発熱体13と基台11との少なくとも一方を移動させる移動装置18とを備える。
【選択図】図1
特許請求の範囲
【請求項1】
金属箔と、前記金属箔よりも厚さが大きい金属部材と、を接合した接合済金属を製造する方法であって、
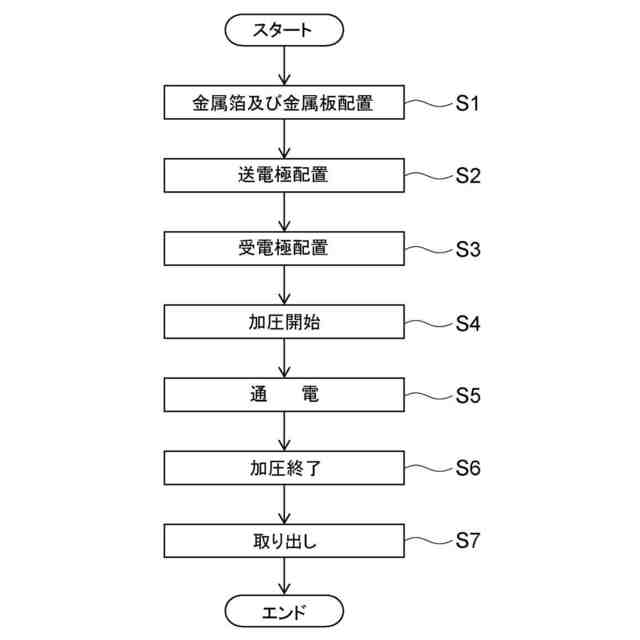
基台に前記金属箔を接触させつつ前記基台と前記金属部材とで前記金属箔を挟むように、前記金属箔及び前記金属部材を配置する工程と、
所定の温度に加熱可能な発熱体を、前記金属箔と前記金属部材とが重なる方向である重ね方向で見て、前記金属箔に重なる領域における前記金属部材に対して接触させて配置する工程と、
前記発熱体を前記基台に向けて押圧しながら、前記発熱体を前記所定の温度に上昇させて、前記金属箔と前記金属部材とを接合する工程と、を備える、
接合済金属の製造方法。
続きを表示(約 960 文字)
【請求項2】
前記基台は絶縁材料で形成されており、
前記発熱体は、第1の電極で構成されており、
前記発熱体を前記金属部材に対して接触させて配置する工程は、前記第1の電極の他に、前記第1の電極とは種類が異なる第2の電極を、前記第1の電極から離れた状態、かつ、前記重ね方向で見て前記金属箔に重なる領域における前記金属部材に接触した状態で配置する工程を含み、
前記第1の電極は、前記第2の電極よりも、電気抵抗値が所定の値の分大きく構成されており、
前記発熱体を前記所定の温度に上昇させることは、少なくとも前記金属部材を介して前記第1の電極及び前記第2の電極に電流を流すことにより実現される、
請求項1に記載の接合済金属の製造方法。
【請求項3】
前記第1の電極を前記基台に向けて押す力の大きさ及び前記第1の電極及び前記第2の電極に流す電流の大きさは、前記金属箔と前記金属部材とを熱圧着させる大きさである、
請求項2に記載の接合済金属の製造方法。
【請求項4】
前記第1の電極は、炭素系材料で形成されている、
請求項2又は請求項3に記載の接合済金属の製造方法。
【請求項5】
金属箔と、前記金属箔よりも厚さが大きい金属部材と、を接合した接合済金属を製造する装置であって、
前記金属箔を接触させる基台と、
前記基台との間に前記金属箔を挟んだ前記金属部材に接触させる発熱体と、
前記発熱体と前記基台との距離を近づけるように、前記発熱体と前記基台との少なくとも一方を移動させる移動装置と、を備える、
接合済金属製造装置。
【請求項6】
前記基台は絶縁材料で形成されており、
前記発熱体は、第1の電極で構成されており、
前記基台との間に前記金属箔を挟んだ前記金属部材に接触させる第2の電極と、
少なくとも前記金属部材を介して前記第1の電極と前記第2の電極との間に流す電流を発生させる電流発生器と、をさらに備え、
前記第1の電極は、前記第2の電極よりも、電気抵抗値が所定の値の分大きく構成されている、
請求項5に記載の接合済金属製造装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は接合済金属の製造方法及び接合済金属製造装置に関し、特に金属箔と金属部材とを接合した接合済金属を得る接合済金属の製造方法及び接合済金属製造装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
金属板同士を抵抗溶接する際に、片面の板表面に圧痕を残したくない場合や、裏面側に電極が配置できない場合に用いられる手法として、インダイレクトスポット溶接がある(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0003】
特開2010-227960号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
接合する金属板の一方が、厚さが小さい金属箔の場合、インダイレクトスポット溶接によって接合しようとすると、金属箔の固有抵抗値により金属箔の全体が発熱して溶接部以外の部分が溶解してしまい、接合できない場合があった。
【0005】
本開示は上述の課題に鑑み、金属箔とこれよりも厚さが大きい金属部材とを適切に接合して接合済金属を得ることができる接合済金属の製造方法及び接合済金属製造装置を提供することに関する。
【課題を解決するための手段】
【0006】
本開示の第1の態様に係る接合済金属の製造方法は、金属箔と、前記金属箔よりも厚さが大きい金属部材と、を接合した接合済金属を製造する方法であって、基台に前記金属箔を接触させつつ前記基台と前記金属部材とで前記金属箔を挟むように、前記金属箔及び前記金属部材を配置する工程と、所定の温度に加熱可能な発熱体を、前記金属箔と前記金属部材とが重なる方向である重ね方向で見て、前記金属箔に重なる領域における前記金属部材に対して接触させて配置する工程と、前記発熱体を前記基台に向けて押圧しながら、前記発熱体を前記所定の温度に上昇させて、前記金属箔と前記金属部材とを接合する工程と、を備える。
【0007】
このように構成すると、発熱体の押圧力及び発熱によって金属箔と金属部材とを熱圧着させることが可能となる。
【0008】
また、本開示の第2の態様に係る接合済金属の製造方法は、上記本開示の第1の態様に係る接合済金属の製造方法において、前記基台は絶縁材料で形成されており、前記発熱体は、第1の電極で構成されており、前記発熱体を前記金属部材に対して接触させて配置する工程は、前記第1の電極の他に、前記第1の電極とは種類が異なる第2の電極を、前記第1の電極から離れた状態、かつ、前記重ね方向で見て前記金属箔に重なる領域における前記金属部材に接触した状態で配置する工程を含み、前記第1の電極は、前記第2の電極よりも、電気抵抗値が所定の値の分大きく構成されており、前記発熱体を前記所定の温度に上昇させることは、少なくとも前記金属部材を介して前記第1の電極及び前記第2の電極に電流を流すことにより実現される。
【0009】
このように構成すると、第1の電極の発熱及び押圧力によって金属箔と金属部材とを熱圧着させることが可能となる。
【0010】
また、本開示の第3の態様に係る接合済金属の製造方法は、上記本開示の第2の態様に係る接合済金属の製造方法において、前記第1の電極を前記基台に向けて押す力の大きさ及び前記第1の電極及び前記第2の電極に流す電流の大きさは、前記金属箔と前記金属部材とを熱圧着させる大きさである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社オリジン
遠心ブレーキ
11日前
株式会社オリジン
角度位置保持装置
4日前
株式会社オリジン
接合済金属の製造方法及び接合済金属製造装置
5日前
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
1か月前
株式会社北川鉄工所
回転装置
19日前
株式会社FUJI
工作機械
4日前
日進工具株式会社
エンドミル
2か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
株式会社アンド
半田付け方法
1か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
株式会社アンド
半田付け方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
トヨタ自動車株式会社
溶接ヘッド
19日前
株式会社不二越
超硬合金製ドリル
1か月前
トヨタ自動車株式会社
溶接ヘッド
20日前
株式会社不二越
摩耗判定装置
11日前
株式会社不二越
波形抽出装置
11日前
株式会社不二越
通り穴加工用タップ
2か月前
個人
管の切断装置及び管の切断方法
2か月前
日東精工株式会社
はんだこて先の製造方法
1か月前
日東精工株式会社
はんだこて先の製造方法
19日前
株式会社アドウェルズ
超音波加工装置
1か月前
株式会社FUJI
周辺装置制御用治具
1か月前
春日機械工業股ふん有限公司
挟持装置
1か月前
DMG森精機株式会社
工作機械
7日前
株式会社ダイヘン
パルスアーク溶接制御方法
13日前
株式会社ジャノメ
インサート挿入装置
20日前
株式会社ダイヘン
溶接システム
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
4日前
株式会社IHI
支持機構
4日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ