TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025093861
公報種別
公開特許公報(A)
公開日
2025-06-24
出願番号
2024186502
出願日
2024-10-23
発明の名称
先端冷却通路を有するエアフォイルを修理する方法
出願人
ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング
,
General Electric Technology GmbH
代理人
個人
,
弁理士法人NIP&SBPJ国際特許事務所
主分類
F01D
25/00 20060101AFI20250617BHJP(機械または機関一般;機関設備一般;蒸気機関)
要約
【課題】ターボ機械用のブレードの先端部を修理する新しいプロセスを提供する。
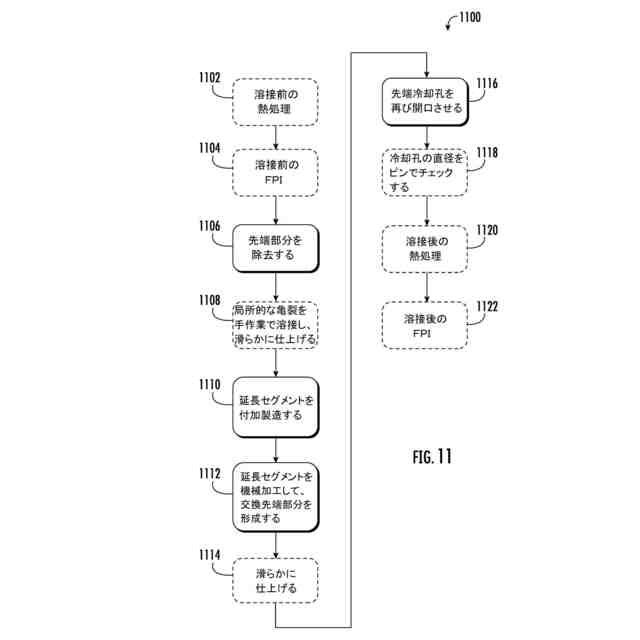
【解決手段】エアフォイルは、複数の先端冷却通路を少なくとも部分的に画定する先端レールを含む。前記タービン部品は、少なくとも1回の運転サイクルを受けており、前記先端レールの先端部分が設計仕様範囲外である。前記方法は、前記エアフォイルの半径方向外側端部において加工面が画定されるように、前記先端レールの先端部分を除去するステップを含む。前記先端部分が除去された後、前記複数の先端冷却通路のうちの少なくとも1つの先端冷却通路は、前記加工面の開口部まで延在する。前記方法は、更に、前記加工面に延長セグメントを付加製造するステップを含む。前記方法は、更に、前記延長セグメントを機械加工して、前記先端レールの前記設計仕様範囲内の交換先端部分を形成することを含む。
【選択図】図11
特許請求の範囲
【請求項1】
タービン部品のエアフォイルを修理する方法であって、前記エアフォイルは、複数の先端冷却通路を少なくとも部分的に画定する先端レールを含み、前記タービン部品は、少なくとも1回の運転サイクルを受けており、前記先端レールの先端部分が設計仕様範囲外であり、前記方法は、
前記エアフォイルの半径方向外側端部において加工面が画定されるように、前記先端レールの先端部分を除去するステップであって、前記先端部分が除去された後、前記複数の先端冷却通路のうちの少なくとも1つの先端冷却通路は、前記加工面の開口部まで延在する、前記先端レールの先端部分を除去するステップ、
前記加工面に延長セグメントを付加製造するステップ、及び
前記延長セグメントを機械加工して、前記先端レールの前記設計仕様範囲内の交換先端部分を形成するステップ
を含む、方法。
続きを表示(約 1,800 文字)
【請求項2】
前記除去するステップが実行される前は、前記複数の先端冷却通路の各先端冷却通路は、貫通孔と、前記貫通孔から延在し、半径方向において前記貫通孔よりも広がっている端ぐり穴とを含み、前記除去するステップは、更に、
前記端ぐり穴が前記加工面の開口部まで半径方向に延在するように、前記先端レールの先端部分を除去するステップ
を含む、請求項1に記載の方法。
【請求項3】
前記除去するステップが実行される前は、前記端ぐり穴は、機械加工される前の半径方向の高さを画定し、前記除去するステップは、
前記先端レールの先端部分を除去して、前記端ぐり穴の半径方向の残りの高さを、機械加工される前の半径方向の高さの約40%から約60%の間の高さにするステップを含む、請求項2に記載の方法。
【請求項4】
前記除去するステップが実行される前は、前記複数の先端冷却通路の各先端冷却通路は、貫通孔と、前記貫通孔から延在し、半径方向において前記貫通孔よりも広がっている端ぐり穴とを含み、前記方法は、更に、
前記端ぐり穴の上部セグメントが除去され前記端ぐり穴の下部セグメントが前記加工面の開口部まで半径方向に延在するように、前記先端レールの先端部分を除去するステップ、
前記加工面及び前記開口部にわたって前記延長セグメントを付加製造するステップ、及び
前記延長セグメントの、前記端ぐり穴の上部セグメントに対応する部分を除去して、前記端ぐり穴を復元するステップ
を含む、請求項1に記載の方法。
【請求項5】
前記複数の先端冷却通路の各先端冷却通路は、貫通孔と、前記貫通孔から延在し、半径方向において前記貫通孔よりも広がっている端ぐり穴とを含み、前記方法は、更に、
前記付加製造するステップの後に、前記延長セグメントの一部を除去することにより、端ぐり穴を再び開口するステップ
を含む、請求項1に記載の方法。
【請求項6】
前記除去ステップが実行される前、及び前記付加製造するステップが実行される前は、前記複数の先端冷却通路に溶接材料は配置されない、請求項1に記載の方法。
【請求項7】
前記方法は、更に、
前記先端レールの欠陥を溶接して、溶接された欠陥を生成するステップ、及び
前記溶接された欠陥を前記先端レールと面一になるように滑らかに仕上げるステップ
を含む、請求項1に記載の方法。
【請求項8】
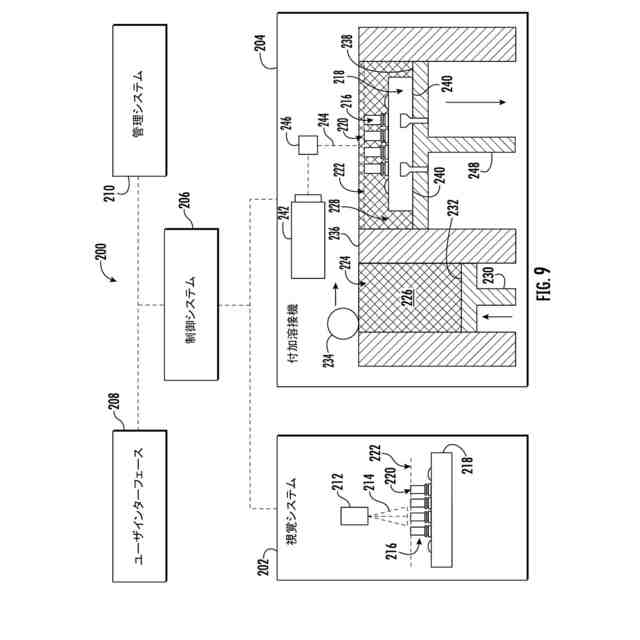
付加製造は、付加製造システムを用いて実行され、前記付加製造システムは、付加溶接機及び制御システムに動作可能に接続された視覚システムを含み、前記方法は、更に、
前記除去するステップの後に、前記加工面のデジタル表現において、2つの隣接する開口部の間にデジタルマーカを位置決めするステップ
を含む、請求項1に記載の方法。
【請求項9】
前記位置決めするステップは、前記除去するステップの後であって、前記付加製造するステップの前に実行される、請求項8に記載の方法。
【請求項10】
タービン部品のエアフォイルを修理する方法であって、前記エアフォイルは、複数の先端冷却通路を少なくとも部分的に画定する先端レールを含み、前記タービン部品は、少なくとも1回の運転サイクルを受けており、前記先端レールの先端部分は設計仕様範囲外であり、前記方法は、
前記エアフォイルの半径方向外側端部において加工面が画定されるように、前記先端レールの先端部分を除去するステップであって、前記先端部分が除去された後、前記複数の先端冷却通路のうちの少なくとも1つの先端冷却通路は、前記加工面の開口部まで延在する、前記先端レールの先端部分を除去するステップ、
前記加工面及び前記開口部にわたって延長セグメントを付加製造するステップ、
前記延長セグメントを機械加工して、前記先端レールの前記設計仕様範囲内の交換先端部分を形成するステップと、及び
前記複数の先端冷却通路のうちの少なくとも1つの先端冷却通路を再び開口するステップ
を含む、方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、一般に、タービン部品のエアフォイルを修理する方法に関する。より具体的には、本開示は、先端冷却通路を有するタービン部品のエアフォイルを修理する方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
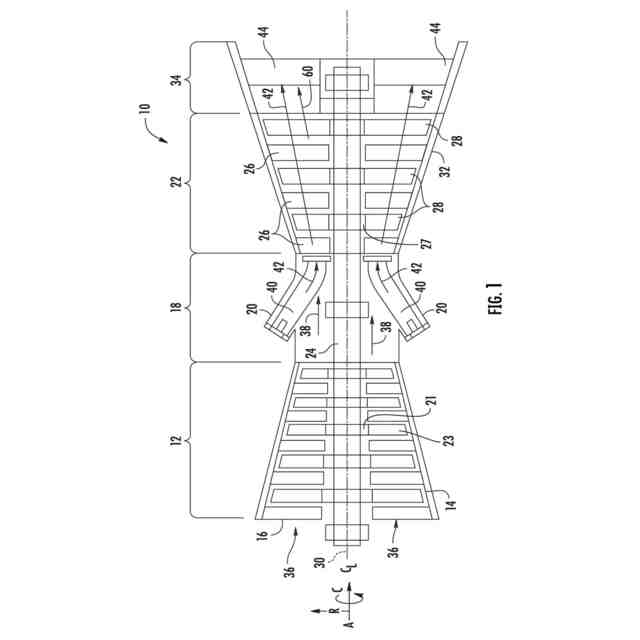
ターボマシンは、エネルギー伝達を目的として様々な産業及び用途で利用されている。例えば、ガスタービンエンジンは、一般に、圧縮機部、燃焼部、タービン部、及び排気部を含んでいる。圧縮機部は、ガスタービンエンジンに流入する作動流体の圧力を徐々に上昇させ、この圧縮された作動流体を燃焼部に供給する。圧縮された作動流体及び燃料(例えば、天然ガス)は燃焼部で混合され、燃焼室内で燃焼して高圧高温の燃焼ガスが発生する。燃焼ガスは燃焼部からタービン部に流入し、燃焼ガスはタービン構成要素の周りで膨張して仕事を生成する。例えば、タービン部において燃焼ガスが膨張すると、例えば発電機に接続されたローターシャフトが回転し、電気を生成することができる。次に、燃焼ガスは、排気部を流れてガスタービンから排出される。
【0003】
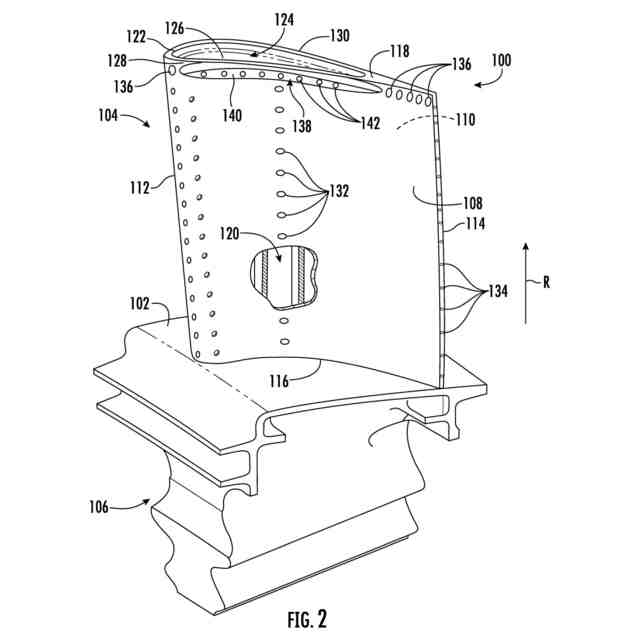
タービンブレードは高温の燃焼ガスに取り囲まれており、したがって、タービンブレードの耐用年数を延ばすためには効果的に冷却することが必要である。タービンブレードのエアフォイルは中空であり、圧縮機と流体連通するように配置されており、圧縮機から加圧空気が出力され、エアフォイルを冷却するために使用することができる。エアフォイルの冷却は非常に複雑であり、さまざまな形式の内部冷却チャネル及び内部冷却部分、並びに冷却空気を排出させるためにエアフォイルの壁を貫通する冷却孔を使用して冷却を実現することができる。
【0004】
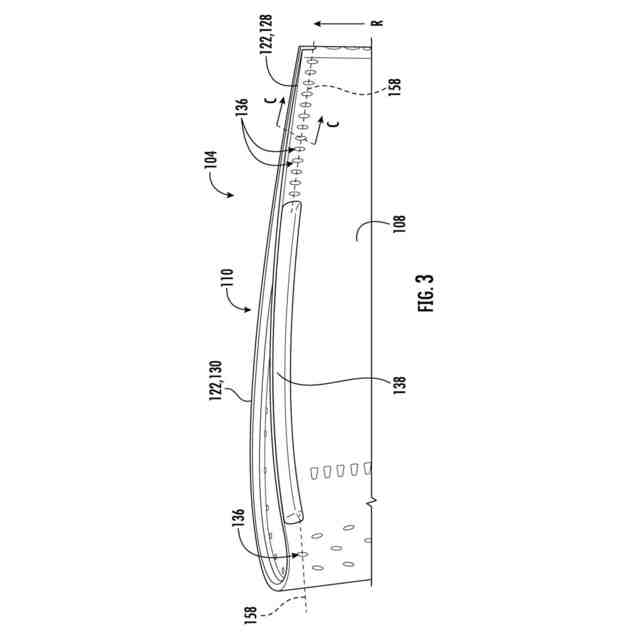
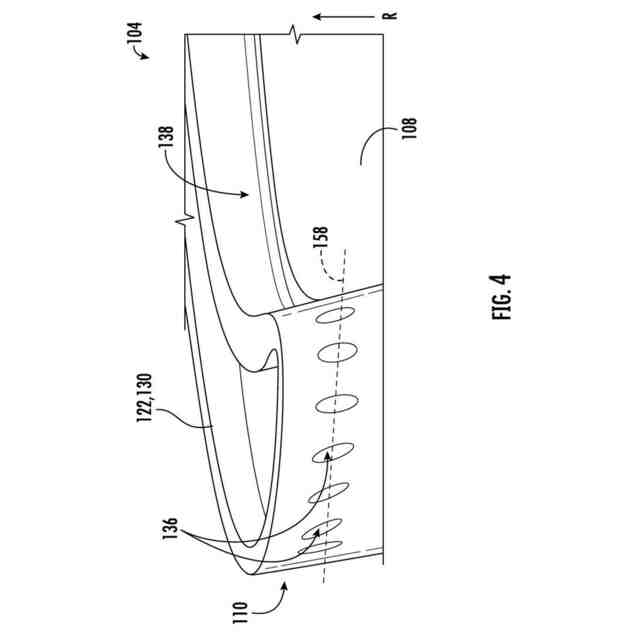
ブレードの先端部は冷却が特に困難である。ブレードの先端部は、タービンシュラウドに直接隣接しており、高温の燃焼ガスが先端部の隙間を流れるからである。従って、ブレードの内側を流れる空気の一部は、典型的には、先端部を流れて排出され冷却することができる。先端部は、典型的には、前縁と後縁との間の正圧面及び負圧面に沿うように形成された半径方向外向きに連続的に広がるように突出するエッジリブを含む。エッジリブは、ブレード周り囲の空力輪郭(aerodynamic contour)に沿っており、ブレードの空力効率(aerodynamic efficiency)に大きく貢献する。
【0005】
他の種類のロータ先端部のエッジは、浸食又は高温酸化の影響により、ターボマシンがしばらく使用された後で修理が必要になることがある。修理プロセスでは、通常、材料を先端部に追加して、その後、先端部を機械加工してタービンブレードの仕様に合うようにする。しかし、既知の修理方法では、この先端部の領域の溶接熱が強いため、先端部の冷却通路の周囲に亀裂が生じることがある。更に、既知の修理方法では、冷却孔を再び開ける際に、ドリル又はレーザが冷却通路の後壁に衝突し、バックストライクによる損傷が発生することがある。
【0006】
これらの考察から、当技術分野において、ターボ機械用のブレードの先端部を修理する新しいプロセスが望まれていることは明らかである。
【発明の概要】
【0007】
本開示による方法の態様及び利点は、以下の説明において部分的に記載される、以下の説明から明らかである、又は本技術の実施を通じて取得することができる。
【0008】
一実施形態によれば、タービン部品のエアフォイルを修理する方法が提供される。前記エアフォイルは、複数の先端冷却通路を少なくとも部分的に画定する先端レールを含む。前記タービン部品は、少なくとも1回の運転サイクルを受けており、前記先端レールの先端部分が設計仕様範囲外である。前記方法は、前記エアフォイルの半径方向外側端部において加工面が画定されるように、前記先端レールの先端部分を除去するステップを含む。前記先端部分が除去された後、前記複数の先端冷却通路のうちの少なくとも1つの先端冷却通路は、前記加工面の開口部まで延在する。前記方法は、更に、前記加工面に延長セグメントを付加製造するステップを含む。前記方法は、更に、前記延長セグメントを機械加工して、前記先端レールの前記設計仕様範囲内の交換先端部分を形成することを含む。
【0009】
別の実施形態によれば、タービン部品のエアフォイルを修理する方法が提供される。前記エアフォイルは、複数の先端冷却通路を少なくとも部分的に画定する先端レールを含む。前記タービン部品は、少なくとも1回の運転サイクルを受けており、前記先端レールの先端部分は設計仕様範囲外である。前記方法は、前記エアフォイルの半径方向外側端部において加工面が画定されるように、前記先端レールの先端部分を除去するステップを含む。前記先端部分が除去された後、前記複数の先端冷却通路のうちの少なくとも1つの先端冷却通路が、前記加工面の開口部まで延在する。前記方法は、更に、前記加工面及び前記開口部にわたって延長セグメントを付加製造するステップを含む。前記方法は、更に、前記延長セグメントを機械加工して、前記先端レールの前記設計仕様範囲内の交換先端部分を形成するステップを含む。前記方法は、更に、前記複数の先端冷却通路のうちの少なくとも1つの先端冷却通路を再び開口するステップを含む。
【0010】
本方法のこれらの特徴、態様及び利点並びに他の特徴、態様及び利点は、以下の記載及び特許請求の範囲を参照することにより、更に理解されるようになる。本明細書に組み込まれ、本明細書の一部を構成する図面は、本技術の実施形態を示し、図面は、本明細書と共に、本技術の原理を説明するのに役立つ。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
発電システム
24日前
ボッシュ株式会社
排気浄化装置
7日前
トヨタ自動車株式会社
車両
27日前
トヨタ自動車株式会社
内燃機関
20日前
スズキ株式会社
内燃機関の還流装置
1日前
ダイハツ工業株式会社
エンジン
28日前
トヨタ自動車株式会社
内燃機関
24日前
トヨタ自動車株式会社
車両の制御装置
1か月前
トヨタ自動車株式会社
車両の制御装置
8日前
ダイハツ工業株式会社
エンジン
3日前
スズキ株式会社
内燃機関の気体分離装置
今日
株式会社三五
排気部品の取付装置
9日前
スズキ株式会社
可変動弁装置
14日前
トヨタ自動車株式会社
燃料供給装置
23日前
フタバ産業株式会社
排水装置
17日前
トヨタ自動車株式会社
内燃機関の異常診断装置
1か月前
フタバ産業株式会社
排気系部品
7日前
日産自動車株式会社
暖房用遮断弁の取付構造
3日前
株式会社豊田自動織機
分散板
21日前
スズキ株式会社
内燃機関の排気浄化装置の制御装置
1日前
スズキ株式会社
車両の排気浄化システムの制御装置
8日前
いすゞ自動車株式会社
車両
21日前
ヤンマーホールディングス株式会社
排気浄化装置
28日前
株式会社SUBARU
エンジン
2日前
井関農機株式会社
ラジエータ
1か月前
フタバ産業株式会社
排気部品の製造方法
7日前
フタバ産業株式会社
内燃機関及び浄化装置
1か月前
学校法人早稲田大学
多重衝突パルス噴流圧縮方式のエンジン
17日前
スズキ株式会社
内燃機関の排気浄化システムの凍結診断装置
21日前
三菱重工マリンマシナリ株式会社
軸流タービン
1日前
スズキ株式会社
触媒の劣化診断装置
24日前
いすゞ自動車株式会社
再生システム
15日前
カワサキモータース株式会社
エンジン
2日前
株式会社豊田自動織機
制御装置および制御方法
24日前
ヤマハ発動機株式会社
小型船舶および船舶用エンジンの冷却システム
16日前
株式会社SUBARU
バルブガイド、及び、バルブガイドの組付方法
14日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ