TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025090990
公報種別
公開特許公報(A)
公開日
2025-06-18
出願番号
2023205923
出願日
2023-12-06
発明の名称
回転電機のステータコア
出願人
株式会社デンソー
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
H02K
1/06 20060101AFI20250611BHJP(電力の発電,変換,配電)
要約
【課題】積層状態のコアシート間に意図しない隙間が形成されることを抑制する。
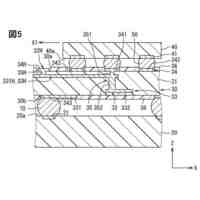
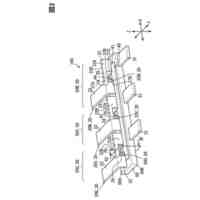
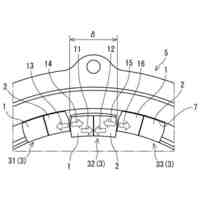
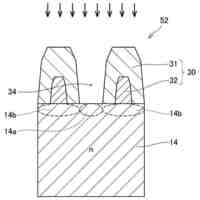
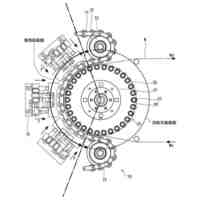
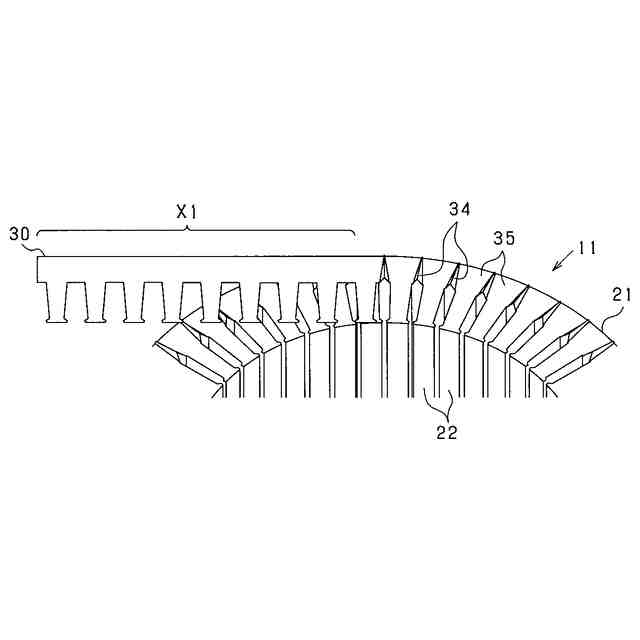
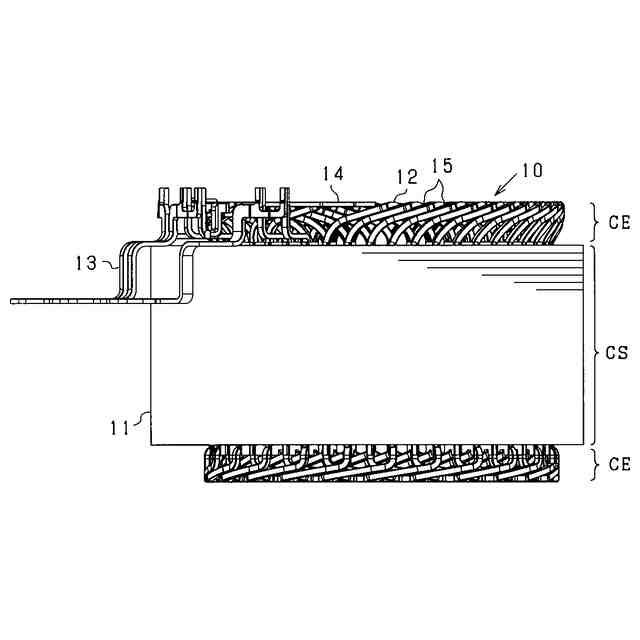
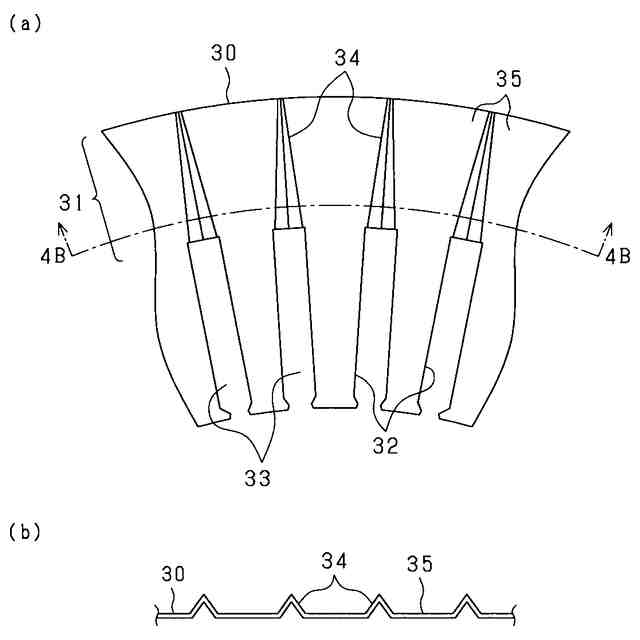
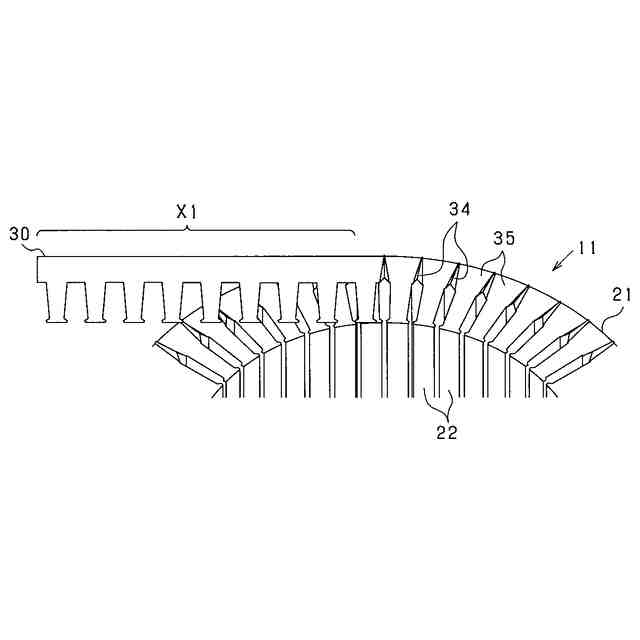
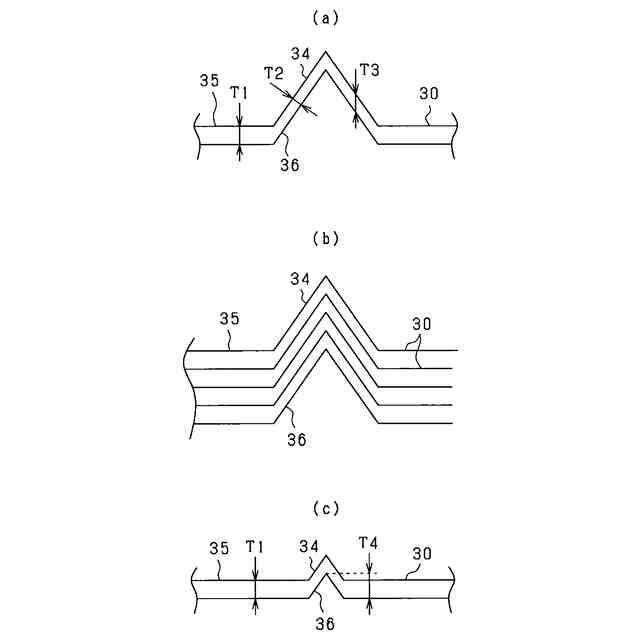
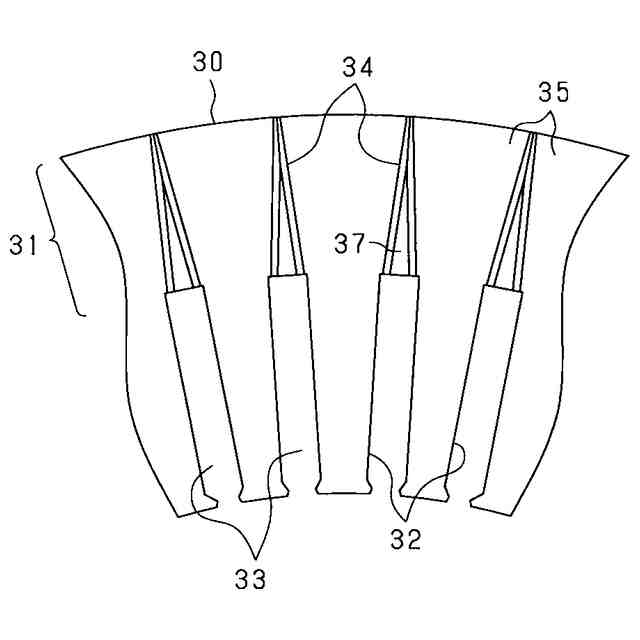
【解決手段】ステータコア11は、円環状のバックヨーク21と、バックヨーク21から径方向に突出する複数のティース22とを有し、コアシート30が多層に積層されることで構成されている。コアシート30は、周方向に所定間隔で設けられ、積層方向に凸となる折れ曲がり形状をなしかつ径方向に延びる凸部34を有し、凸部34が積層方向に互いに重なる状態で積層されている。凸部34と、周方向に隣り合う凸部34の間となる平坦部35とで板厚寸法が異なり、凸部34の板厚寸法が平坦部35の板厚寸法よりも小さくなっている。
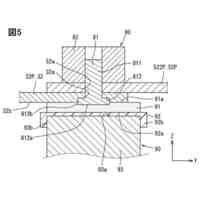
【選択図】 図5
特許請求の範囲
【請求項1】
円環状のバックヨーク(21)と、前記バックヨークから径方向に突出する複数のティース(22)とを有し、コアシート(30)が多層に積層されることで構成されているステータコア(11)であって、
前記コアシートは、周方向に所定間隔で設けられ、積層方向に凸となる折れ曲がり形状をなしかつ径方向に延びる凸部(34)を有し、前記凸部が積層方向に互いに重なる状態で積層されており、
前記凸部と、周方向に隣り合う前記凸部の間となる平坦部(35)とで板厚寸法が異なり、前記凸部の板厚寸法が前記平坦部の板厚寸法よりも小さい、回転電機のステータコア。
続きを表示(約 1,500 文字)
【請求項2】
前記コアシートは、当該コアシートを構成する鋼板材の厚さが前記凸部と前記平坦部で異なるものであり、
前記凸部は、前記バックヨークにおいて径方向内側で突出高さが大きくかつ径方向外側で突出高さが小さいものであって、かつ前記バックヨークの径方向最外側となる部位においても前記平坦部から突出するように形成されている、請求項1に記載の回転電機のステータコア。
【請求項3】
前記凸部において凹側が内側凹部(36)となっており、
前記凸部の径方向最外側の部位において、前記内側凹部の深さ寸法は、前記平坦部の板厚寸法と同じ又は当該板厚寸法よりも大きい、請求項2に記載の回転電機のステータコア。
【請求項4】
前記コアシートにおいて、前記凸部は三角形山状の形状をなし、前記バックヨークの径方向内側と径方向外側とで前記凸部の三角形頂部の角度が異なっており、
前記凸部において、前記バックヨークの径方向外側では、径方向内側に比べて三角形頂部の角度が大きくかつ板厚寸法が大きい、請求項2に記載の回転電機のステータコア。
【請求項5】
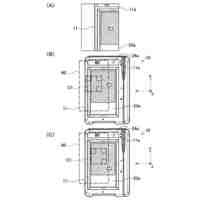
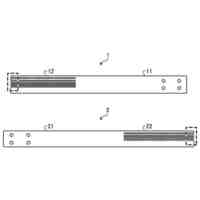
前記コアシートは、前記凸部を有しかつ周方向に連続する第1シート(51)と、前記第1シートのうち前記凸部を除く部位よりなる第2シート(52)とからなり、これら第1シートと第2シートとが積層方向に互いに重ねられることで構成されており、
前記コアシートにおいて、前記第1シートに前記第2シートが重ねられた状態で、前記凸部の板厚寸法が前記平坦部の板厚寸法よりも小さくなっている、請求項1に記載の回転電機のステータコア。
【請求項6】
前記第1シートは、前記凸部の板厚寸法と前記凸部以外の部位の板厚寸法とが同じであり、
前記コアシートにおいて、前記第1シートに前記第2シートが重ねられた状態で、前記凸部の板厚寸法が前記平坦部の板厚寸法よりも小さくなっている、請求項5に記載の回転電機のステータコア。
【請求項7】
前記第1シートには、前記バックヨークにおいて径方向最内側から径方向の中間位置までの範囲で前記凸部が形成されており、
前記第2シートにおいて、前記第1シートに前記第2シートが重ねられた状態で前記凸部の周方向両側となる部位が径方向最外側で連続している、請求項5に記載の回転電機のステータコア。
【請求項8】
前記バックヨークから径方向内側に延びる向きに前記ティースが突出しているステータコアであって、
前記凸部は、径方向最内側を含む径方向の所定範囲で頂部が平坦状に成形されている、請求項1~7のいずれか1項に記載の回転電機のステータコア。
【請求項9】
軸方向端部となる1層又は複数層の前記コアシートは、前記凸部において少なくとも頂部を含む部位が切除されている、請求項1~7のいずれか1項に記載の回転電機のステータコア。
【請求項10】
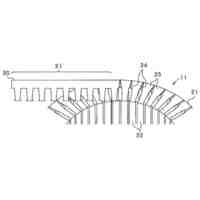
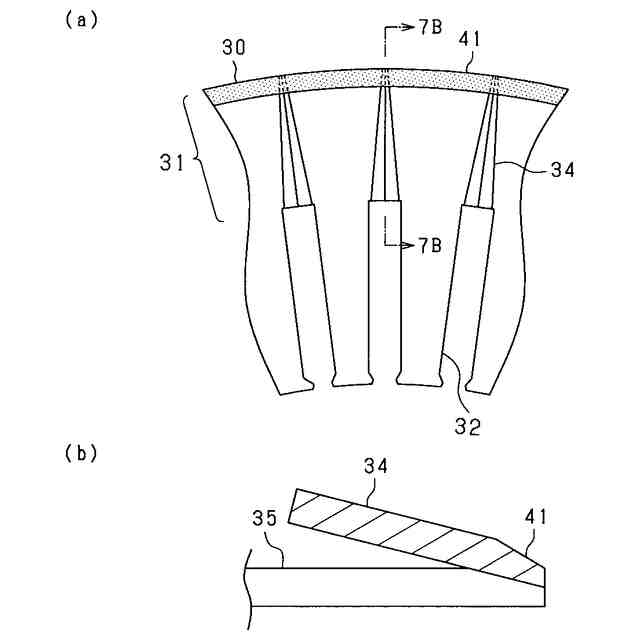
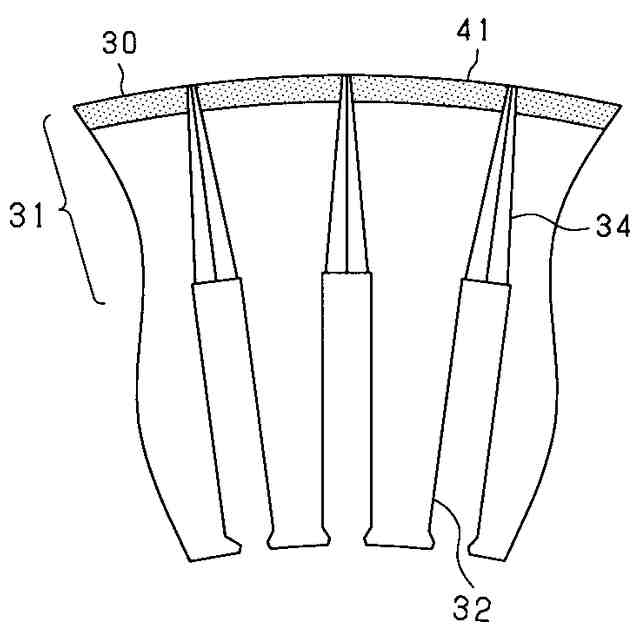
前記コアシートは、前記バックヨークを形成する部分としてヨーク形成部(31)を有するとともに、前記ティースを形成する部分としてティース形成部(32)を有しており、
前記ヨーク形成部において前記ティース形成部とは逆側の径方向縁部に圧延部(41)が設けられ、その圧延部により、周方向において前記各凸部の間となる部位が平面視で円弧状に成形されている、請求項1~7のいずれか1項に記載の回転電機のステータコア。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転電機のステータコアに関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
回転電機のステータコアとして、鋼板材からなるコアシートを多層に積層した構成が知られている。また、ステータコアの製造時において、帯状をなすコアシートに、三角形山状等をなす折り曲げ部を周方向に所定間隔で形成し、その折り曲げ部によりコアシートを湾曲させる技術が知られている(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2012-217279号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、コアシートに三角形山状の折り曲げ部を形成し、その折り曲げ部を互いに重ね合わせる構成では、折り曲げ部において鋼板材が積層方向(すなわちステータ軸方向)に対して傾斜していることから、ステータコアにおいて、積層方向における厚さが局所的に厚くなる。そのため、ステータコアにおいて、折り曲げ部以外の箇所で意図せず隙間が生じてしまう。この場合、カシメや溶接等によりコアシートが固定される構成においてステータコアの強度不足が生じたり、回転電機の性能低下を招いたりすることが懸念される。
【0005】
本発明は、上記課題に鑑みてなされたものであり、その目的は、積層状態のコアシート間に意図しない隙間が形成されることを抑制することができる回転電機のステータコアを提供することにある。
【課題を解決するための手段】
【0006】
以下、上記課題を解決するための手段、及びその作用効果について説明する。
【0007】
手段1は、
円環状のバックヨークと、前記バックヨークから径方向に突出する複数のティースとを有し、コアシートが多層に積層されることで構成されているステータコアであって、
前記コアシートは、周方向に所定間隔で設けられ、積層方向に凸となる折れ曲がり形状をなしかつ径方向に延びる凸部を有し、前記凸部が積層方向に互いに重なる状態で積層されており、
前記凸部と、周方向に隣り合う前記凸部の間となる平坦部とで板厚寸法が異なり、前記凸部の板厚寸法が前記平坦部の板厚寸法よりも小さい。
【0008】
コアシートが多層に積層されてなるステータコアにおいて、コアシートに、積層方向に凸となる折れ曲がり形状をなしかつ径方向に延びる凸部が周方向に所定間隔で設けられ、その凸部が積層方向に互いに重なる状態でコアシートが積層される構成とした。この場合、凸部によりコアシートが円弧状に湾曲することで、円環状のバックヨークが好適に形成される。また、コアシートにおいて、凸部と、周方向に隣り合う凸間となる平坦部とで板厚寸法を異ならせ、凸部の板厚寸法を平坦部の板厚寸法よりも小さくした。これにより、凸部において鋼板材が積層方向(すなわちステータ軸方向)に対して傾斜していても、積層方向における凸部と平坦部との鋼板材の厚さの差が小さくなる。その結果、ステータコアにおいて積層状態のコアシート間に意図しない隙間が形成されることを抑制し、ひいてはステータコアの強度不足等の問題を解消できる。
【0009】
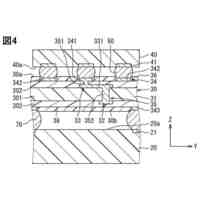
手段2では、前記コアシートは、当該コアシートを構成する鋼板材の厚さが前記凸部と前記平坦部で異なるものであり、前記凸部は、前記バックヨークにおいて径方向内側で突出高さが大きくかつ径方向外側で突出高さが小さいものであって、かつ前記バックヨークの径方向最外側となる部位においても前記平坦部から突出するように形成されている。
【0010】
コアシートにおいて、バックヨークの径方向最外側で凸部の突出高さがゼロになっている場合には、凸部の延びる方向である径方向において凸部が突出高さゼロから軸方向に突出することになる。この場合、凸部の始まり部分において、鋼板材を折り曲げ成形しかつ薄肉化して凸部を成形することが困難になる。この点を鑑み、凸部が、バックヨークの径方向最外側となる部位、すなわち凸部の突出高さが最小となる部位においても平坦部から突出するように形成されている構成とした。この場合、コアシートにおいて、バックヨークの径方向最外側で凸部の突出高さがゼロになっている構成に比べて、鋼板材を折り曲げ成形しかつ薄肉化して凸部を成形することが容易となり、鋼板材の薄肉化による凸部の成形を適正に行わせることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社デンソー
電子装置
13日前
株式会社デンソー
電気装置
5日前
株式会社デンソー
ステータ
12日前
株式会社デンソー
ステータ
12日前
株式会社デンソー
電子装置
5日前
株式会社デンソー
半導体装置
16日前
株式会社デンソー
電流センサ
3日前
株式会社デンソー
電源切替回路
3日前
株式会社デンソー
状態推定装置
3日前
株式会社デンソー
電子制御装置
3日前
株式会社デンソー
差動通信回路
4日前
株式会社デンソー
コイルユニット
3日前
株式会社デンソー
機器モジュール
5日前
株式会社デンソーテン
ディスプレイ装置
6日前
株式会社デンソー
マイクロホン装置
4日前
株式会社デンソー
圧縮機モジュール
4日前
株式会社デンソー
モータの製造方法
13日前
株式会社デンソー
水素ガスバリア被覆体
6日前
株式会社デンソー
回転電機のステータコア
4日前
株式会社デンソーウェーブ
情報コード読取システム
12日前
株式会社デンソー
二酸化炭素回収システム
12日前
株式会社デンソー
制御システム、制御方法
6日前
株式会社デンソー
ヒートポンプサイクル装置
4日前
株式会社デンソー
半導体装置とその製造方法
13日前
株式会社SOKEN
導波管
10日前
株式会社デンソーエレクトロニクス
継電器とその継電器の製造方法
6日前
株式会社デンソー
慣性センサおよびその製造方法
4日前
ダイハツ工業株式会社
恒温装置
3日前
株式会社デンソー
電子制御装置および通信システム
12日前
株式会社デンソー
ドライブレコーダ及び駐車監視方法
12日前
株式会社デンソー
半導体装置及び半導体装置の製造方法
3日前
株式会社デンソー
巻付搬送装置、および、巻付搬送方法
13日前
株式会社デンソーウェーブ
ロボットシステム、設置構造、設置方法
13日前
株式会社デンソー
支援システム、支援方法、支援プログラム
12日前
株式会社デンソーテン
治具、アライメント装置、および端子挿入方法
4日前
株式会社デンソーテン
振動信号生成方法、音響装置、及び音響システム
11日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ