TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025085490
公報種別
公開特許公報(A)
公開日
2025-06-05
出願番号
2023199402
出願日
2023-11-24
発明の名称
被膜付き金属部材の製造方法、及び被膜付き金属部材
出願人
日本発條株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
B05D
7/14 20060101AFI20250529BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】省スペースかつ低設備コストで、被膜付き金属部材が製造できる、被膜付き金属部材の製造方法を提供すること。
【解決手段】着磁可能な金属部材及び着磁可能な金属粉を含む塗料の少なくともいずれかを着磁する第1工程と、磁力により、前記金属部材の表面に前記金属粉を含む塗料を付着する第2工程と、前記金属部材の表面に付着した前記金属粉を含む塗料を硬化する第3工程と、を含む、被膜付き金属部材の製造方法。
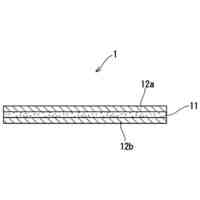
【選択図】図1
特許請求の範囲
【請求項1】
着磁可能な金属部材及び着磁可能な金属粉を含む塗料の少なくともいずれかを着磁する第1工程と、
磁力により、前記金属部材の表面に前記金属粉を含む塗料を付着する第2工程と、
前記金属部材の表面に付着した前記金属粉を含む塗料を硬化する第3工程と、
を含む、被膜付き金属部材の製造方法。
続きを表示(約 260 文字)
【請求項2】
前記第3工程後に、前記金属部材を脱磁する工程を更に含む、請求項1に記載の被膜付き金属部材の製造方法。
【請求項3】
前記第2工程は、前記金属部材を回転させる工程を更に含む、請求項1に記載の被膜付き金属部材の製造方法。
【請求項4】
前記金属粉は、四酸化三鉄粉である、請求項1に記載の被膜付き金属部材の製造方法。
【請求項5】
金属部材と、
前記金属部材の表面に設けられ、金属粉を5~30質量%を含む被膜と、
を有する被膜付き金属部材。
発明の詳細な説明
【技術分野】
【0001】
本開示は、被膜付き金属部材の製造方法、及び被膜付き金属部材に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、防錆目的又は意匠性の付与のための被膜付き金属部材の製造方法として、液体塗料を金属部材に噴霧するスプレー塗装、金属部材を液体塗料に浸漬するディップ塗装、並びに、粉体塗料の静電塗装及び流動浸漬法が採用されている。
【0003】
例えば、特許文献1には、「被塗面を塗装する静電塗装方法であって、前記被塗面は、導電性を有する領域を含み、吐出元と前記被塗面との間での静電界の発生を抑制し且つフリーイオンの発生を抑制した状態で、帯電した塗料を前記塗料吐出元から吐出させて前記被塗面に塗布することを特徴とする静電塗装方法」が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2013-066817号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、上記従来の方法は、大型の噴霧装置又は浸漬槽等を必要とし、塗装のためのスペースの確保、及び設備コストの面で課題があった。
【0006】
そこで、本開示は、省スペースかつ低設備コストで、被膜付き金属部材が製造できる、被膜付き金属部材の製造方法を提供することを目的とする。
また、本開示は、金属粉を含み、垂れが抑制された被膜を有する被膜付き金属部材を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するための手段には、以下の態様が含まれる。
<1>
着磁可能な金属部材及び着磁可能な金属粉を含む塗料の少なくともいずれかを着磁する第1工程と、
磁力により、前記金属部材の表面に前記金属粉を含む塗料を付着する第2工程と、
前記金属部材の表面に付着した前記金属粉を含む塗料を硬化する第3工程と、
を含む、被膜付き金属部材の製造方法。
<2>
前記第3工程後に、前記金属部材を脱磁する工程を更に含む、<1>に記載の被膜付き金属部材の製造方法。
<3>
前記第2工程は、前記金属部材を回転させる工程を更に含む、<1>に記載の被膜付き金属部材の製造方法。
<4>
前記金属粉は、四酸化三鉄粉である、<1>に記載の被膜付き金属部材の製造方法。
<5>
金属部材と、
前記金属部材の表面に設けられ、金属粉を5~30質量%を含む被膜と、
を有する被膜付き金属部材。
【発明の効果】
【0008】
本開示によれば、省スペースかつ低設備コストで、被膜付き金属部材が製造できる、被膜付き金属部材の製造方法が提供される。
また、本開示よれば、金属粉を含み、垂れが抑制された被膜を有する被膜付き金属部材が提供される。
【図面の簡単な説明】
【0009】
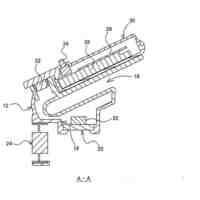
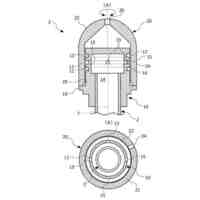
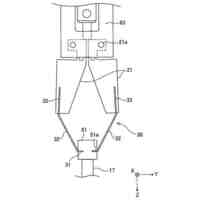
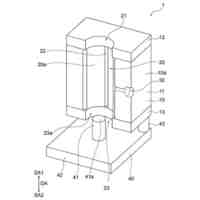
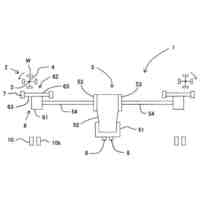
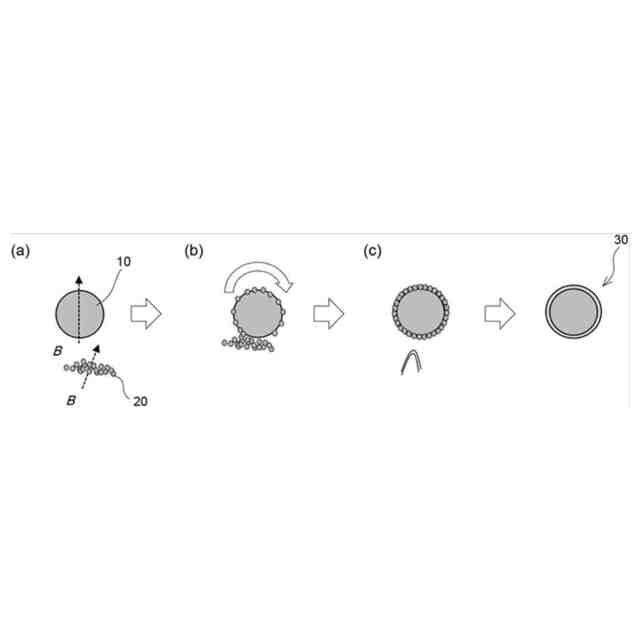
図1は、本開示の被膜付き金属部材の製造方法の一例を示す概略工程図である。図1(a)は、本開示の被膜付き金属部材の製造方法の第1工程の一例を示す概略図である。図1(b)は、本開示の被膜付き金属部材の製造方法の第2工程の一例を示す概略図である。図1(c)は、本開示の被膜付き金属部材の製造方法の第3工程の一例を示す概略図である。
【発明を実施するための形態】
【0010】
以降、本開示の一例ついて説明する。説明は本開示の実施形態を例示するものであり、本開示の範囲を制限するものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
被膜形成方法
16日前
ベック株式会社
被膜形成方法
16日前
プルガティオ株式会社
噴霧装置
今日
プルガティオ株式会社
噴霧装置
今日
プルガティオ株式会社
噴霧装置
今日
株式会社大関
塗装用ローラとその製造方法
13日前
リンテック株式会社
機能性層の製造方法
29日前
ライオン株式会社
吐出用器具
15日前
ライオン株式会社
吐出用器具
15日前
株式会社IEC
補助装置
26日前
株式会社カーメイト
超音波型ミスト発生装置
1か月前
個人
噴射ノズル
1か月前
株式会社リコー
液体吐出部、印刷装置、印刷方法
21日前
株式会社リコー
液体吐出ヘッド及び液体を吐出する装置
1か月前
株式会社IEC
塗料供給装置
26日前
ナブテスコ株式会社
塗布装置及び塗布方法
14日前
株式会社スリーボンド
掻き取り装置
6日前
株式会社SBヤード
塗装ブースの改造方法及び塗装ブース
今日
株式会社リコー
洗浄装置、塗装装置、及び洗浄方法
21日前
積水化学工業株式会社
耐火材料のコーティング方法
16日前
株式会社日立製作所
塗装装置、及び塗装方法
1か月前
トヨタ車体株式会社
樹脂部品及び樹脂部品の製造方法
7日前
タクボエンジニアリング株式会社
塗装用スプレーガンユニット
23日前
株式会社吉野工業所
トリガー式液体噴出器
21日前
ハンファ精密機械株式会社
ディスペンサ
1か月前
タクボエンジニアリング株式会社
塗装用スプレーガンユニット
23日前
トヨタ自動車東日本株式会社
積層塗膜形成方法及び積層塗膜構造
13日前
いすゞ自動車株式会社
オイル塗布装置
1か月前
アトミクス株式会社
スプレー缶
21日前
東京応化工業株式会社
相分離構造を含む構造体の製造方法
1か月前
タクボエンジニアリング株式会社
塗装システム及びそれを用いた塗装方法
22日前
キヤノン株式会社
処理装置および物品製造方法
23日前
東レエンジニアリング株式会社
塗布装置
6日前
株式会社カインズ
水噴射装置
21日前
株式会社Design ZENBU
香り生成装置及び香り生成装置の制御方法
今日
株式会社アネックス
噴射ノズル
6日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ