TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025084497
公報種別
公開特許公報(A)
公開日
2025-06-03
出願番号
2023198447
出願日
2023-11-22
発明の名称
シールド部材端末構造
出願人
古河AS株式会社
,
古河電気工業株式会社
代理人
個人
主分類
H01R
13/6592 20110101AFI20250527BHJP(基本的電気素子)
要約
【課題】 製造が容易なシールド部材端末構造を提供する。
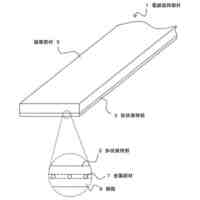
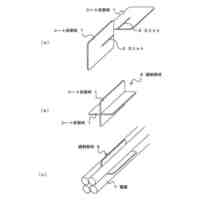
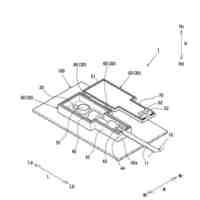
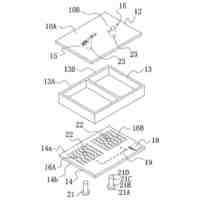
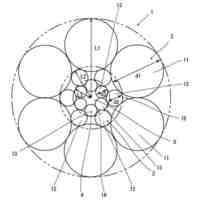
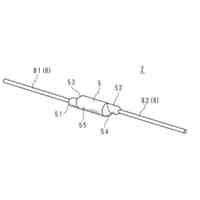
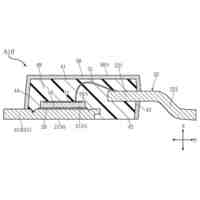
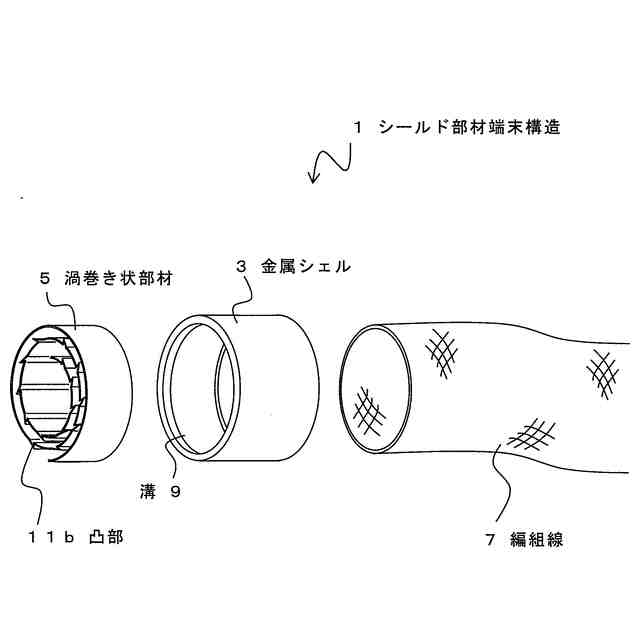
【解決手段】 シールド部材端末構造1は、金属シェル3、渦巻き状部材5、編組線7等から構成される。渦巻き状部材5は、板状部材が薇発条のように丸められて形成される。渦巻き状部材5は、薇発条と同様に弾性変形可能である。渦巻き状部材5を金属シェル3の開口部側から挿入する。この状態から、渦巻き状部材5の内周側を、渦巻き形状が広がる方向に回転させることで、渦巻き状部材5の外径を広げて拡径して、渦巻き状部材5で編組線7を内面側から金属シェル3の内面へ押し付けることができる。
【選択図】図1
特許請求の範囲
【請求項1】
シールド部材端末構造であって、
金属シェルと、
前記金属シェルの内部に端部が挿入される編組線と、
前記編組線の内側から、前記金属シェルの内面へ前記編組線を押圧して固定する固定部材と、
を具備することを特徴とするシールド部材端末構造。
続きを表示(約 550 文字)
【請求項2】
前記金属シェルの内面には、溝が形成され、前記固定部材が前記溝に配置されることを特徴とする請求項1記載のシールド部材端末構造。
【請求項3】
前記固定部材が、拡径可能な渦巻き状部材であり、前記渦巻き状部材が前記編組線の内部で拡径されて、前記編組線が前記金属シェルの内面に押圧されることを特徴とする請求項1記載のシールド部材端末構造。
【請求項4】
前記渦巻き状部材の表面には凹凸形状が形成され、重なり合う前記渦巻き状部材の凸部と凹部とが係合可能であり、
前記渦巻き状部材を拡径させた状態で前記凸部と前記凹部とを係合させることで、拡径した状態を保持することが可能であることを特徴とする請求項3記載のシールド部材端末構造。
【請求項5】
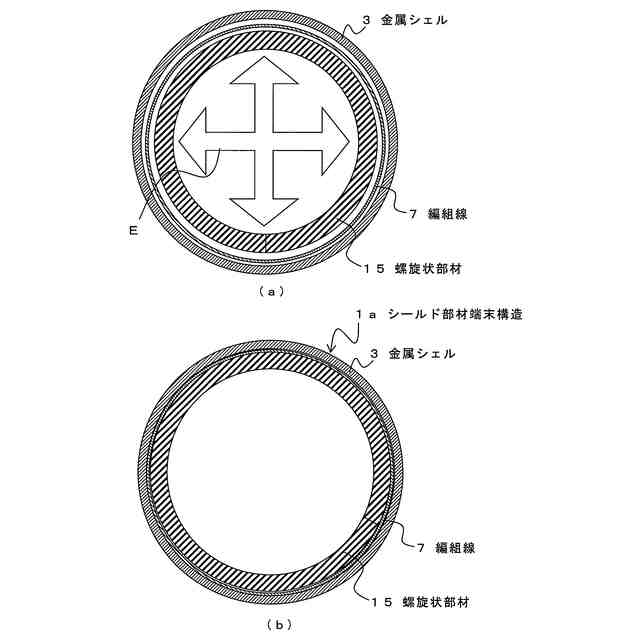
前記固定部材が、螺旋状部材であり、前記螺旋状部材が前記編組線の内部で拡径され、前記編組線が前記金属シェルの内面に押圧されることを特徴とする請求項1記載のシールド部材端末構造。
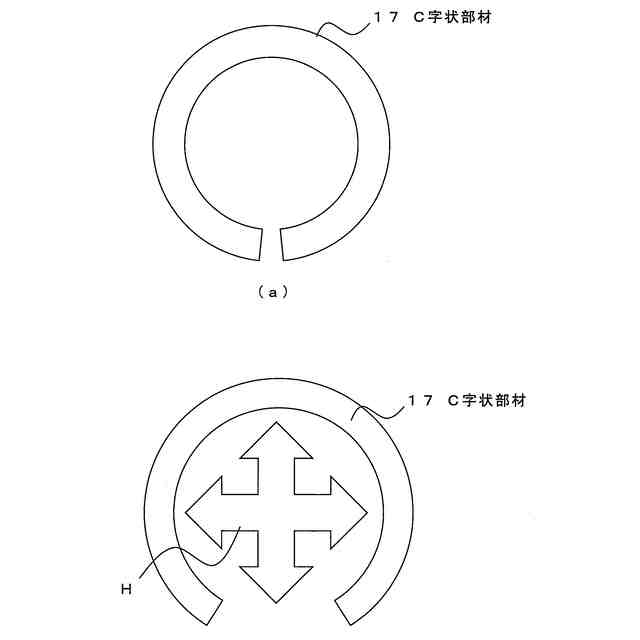
【請求項6】
前記固定部材が、C字状部材であり、前記C字状部材が前記編組線の内部で拡径され、前記編組線が前記金属シェルの内面に押圧されることを特徴とする請求項1記載のシールド部材端末構造。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば自動車等に用いられるシールド部材の端末構造に関するものである。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
従来、自動車のワイヤハーネスに用いられる電線には、電線から発生するノイズが外部に与える影響や、外部からのノイズが電線に与える影響を抑制するため、シールド電線が用いられることがある。このようなシールド電線としては、例えば電線の周囲に編組線を配置したものが使用される。
【0003】
シールド電線の端末部においては、他の機器との接続部に使用される金属製のシェルと編組線とを導通させた状態で固定する必要がある。この場合、通常、金属シェルの外周部に編組線の端部を被せ、リング部材を編組線の外周部に配置して、編組線とともに金属シェルの外周部にプレスによってかしめて固定する方法がとられる(例えば特許文献1)。
【先行技術文献】
【特許文献】
【0004】
国際公開公報2013/002370
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、プレスによってリング部材を圧縮する必要があるため、金属シェルのサイズや形状毎にプレス用の金型が必要となる。また、適切な圧着形状(強度)を得るためには、事前に金型を複数制作し、形状を微調整する必要がある。また、編組線の先端部分を金属シェルに被せるため、編組線の先端部分が外部に露出し、編組線のほつれや、編組線の先端が作業者へ当たるなどのおそれがある。
【0006】
本発明は、このような問題に鑑みてなされたもので、製造が容易なシールド部材端末構造を提供することを目的とする。
【課題を解決するための手段】
【0007】
前述した目的を達するために本発明は、シールド部材端末構造であって、金属シェルと、前記金属シェルの内部に端部が挿入される編組線と、前記編組線の内側から、前記金属シェルの内面へ前記編組線を押圧して固定する固定部材と、を具備することを特徴とするシールド部材端末構造である。
【0008】
前記金属シェルの内面には、溝が形成され、前記固定部材が前記溝に配置されてもよい。
【0009】
前記固定部材が、拡径可能な渦巻き状部材であり、前記渦巻き状部材が前記編組線の内部で拡径されて、前記編組線が前記金属シェルの内面に押圧されてもよい。
【0010】
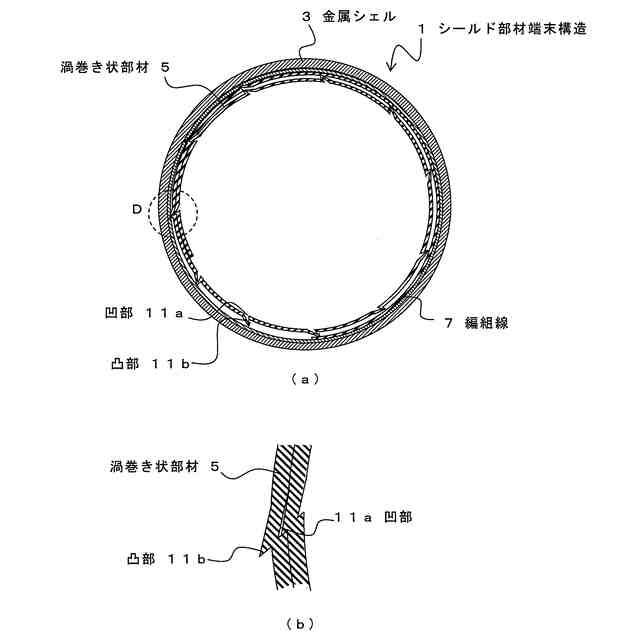
前記渦巻き状部材の表面には凹凸形状が形成され、重なり合う前記渦巻き状部材の凸部と凹部とが係合可能であり、前記渦巻き状部材を拡径させた状態で前記凸部と前記凹部とを係合させることで、拡径した状態を保持することが可能であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
古河AS株式会社
電線保持部材
8日前
古河電気工業株式会社
電線組立体
13日前
古河AS株式会社
グロメット、ワイヤハーネスの配索構造
7日前
古河電気工業株式会社
回転コネクタ装置
5日前
古河電気工業株式会社
接地構造及び囲繞体
14日前
APB株式会社
二次電池
19日前
日東精工株式会社
端子部品
13日前
レナタ・アーゲー
電池
8日前
株式会社クオルテック
空気電池
5日前
株式会社電知
組電池の製造方法
26日前
株式会社コロナ
タッチ式操作装置
29日前
株式会社メルビル
ステージ
今日
ローム株式会社
半導体装置
20日前
三菱電機株式会社
漏電遮断器
12日前
株式会社GSユアサ
蓄電装置
26日前
豊田鉄工株式会社
コイル部品
7日前
株式会社GSユアサ
蓄電装置
14日前
太陽誘電株式会社
コイル部品
20日前
三洲電線株式会社
撚線
12日前
株式会社高田製作所
電源切替器
20日前
トヨタ自動車株式会社
二次電池
21日前
株式会社村田製作所
電池
20日前
中国電力株式会社
移動用変圧器
7日前
トヨタ自動車株式会社
二次電池
1か月前
トヨタ自動車株式会社
電池パック
13日前
株式会社GSユアサ
極板積層装置
14日前
株式会社ダイヘン
ヒューズ
29日前
株式会社ダイヘン
搬送装置
1か月前
株式会社不二越
ソレノイド
25日前
ローム株式会社
半導体装置
1か月前
株式会社不二越
ソレノイド
1か月前
トヨタ自動車株式会社
電池パック
15日前
矢崎総業株式会社
コネクタ
21日前
三菱電機株式会社
半導体装置
8日前
三菱電機株式会社
半導体装置
6日前
株式会社半導体エネルギー研究所
二次電池
26日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ