TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025083868
公報種別
公開特許公報(A)
公開日
2025-06-02
出願番号
2023197514
出願日
2023-11-21
発明の名称
ポリウレタン系複合材料の製造方法
出願人
株式会社トクヤマデンタル
代理人
主分類
C08F
290/14 20060101AFI20250526BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】 数平均分子量が1500~5000であるラジカル重合性ポリウレタン成分(A)、非重付加性ラジカル重合性モノマー(B)、熱ラジカル重合開始剤(C)及び無機充填材(D)を所定の割合で含む原料組成物を、樹脂製の成形型を用いた注型重合してポリウレタン系複合材料成形体を製造するに際して起こる成形体の表面白化を防止する。
【解決手段】 前記(A)としてガラス転移温度:T
G
が35~65℃のものを用いると共に、前記(C)として10時間半減期温度:T
10
が前記T
G
よりも50℃以上高く且つ125℃以下のものを用い、前記原料組成物を型充填した後に、T
10
よりも10℃低い温度範囲で10~168時間保持してからT
10
~T
10
よりも25℃高い温度で5~72時間保持して重合硬化させる。
【選択図】なし
特許請求の範囲
【請求項1】
架橋構造を有するポリウレタン系樹脂からなるマトリックス中に充填材が分散したポリウレタン系複合材料からなる成形体を製造する方法であって、
ラジカル重合性基が結合したポリウレタン骨格を有する数平均分子量が1500~5000であるオリゴマーであって、ガラス転移温度:T
G
が35~65℃であるオリゴマーからなるラジカル重合性ポリウレタン成分(A):100質量部、
分子内にラジカル重合性基を有する非重付加反応性重合性単量体からなる非重付加性モノマー(B):5~60質量部、
10時間半減期温度:T
10
が前記T
G
よりも50℃以上高く且つ125℃以下である熱ラジカル重合開始剤(C):0.01~2.0質量部、及び
無機充填材(D):180~550質量部、
を含む、スラリー状又はペースト状の原料組成物を準備する原料組成物準備工程と、
前記原料組成物を樹脂製の成形型内に充填した後に加熱して重合硬化させる成形工程と、を含み、
前記成形工程における前記加熱は、前記T
G
よりも40℃以上高く、かつ、前記T
10
よりも10℃低い温度範囲で10~168時間保持する第1の加熱工程と、該第1の加熱工程後において前記T
10
~前記T
10
よりも25℃高い温度で5~72時間保持する第2の加熱工程を含んで行われる、
ことを特徴とするポリウレタン系複合材料成形体の製造方法。
続きを表示(約 1,200 文字)
【請求項2】
前記原料組成物を、ラジカル重合性ポリウレタン成分のT
G
よりも25℃高い温度以上で且つ前記T
10
よりも10℃低い温度に加熱して脱泡処理を行った後に、その温度を保った状態で前記樹脂製型枠への充填を行う、請求項1に記載のポリウレタン系複合材料成形体の製造方法。
【請求項3】
原料組成物準備工程が、ラジカル重合性ジオール(A1)、非重付加性モノマー(B)及び無機充填材(D)を含む第1原料組成物を調製する第1原料組成物調製工程と、該工程により得られた第1原料組成物と、ジイソシアネート(A2)と、を混合して重付加反応させて前記ラジカル重合性ポリウレタン成分(A)を形成させる重付加工程と、を含み、
熱ラジカル重合開始剤(C)を、前記第1原料組成物に配合するか、重付加工程開始時或いは重付加工程中に配合するか、又は重付加工程終了後に配合することにより前記原料組成物を調製する、
請求項1又は2に記載のポリウレタン系複合材料成形体の製造方法。
【請求項4】
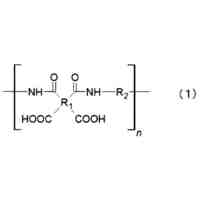
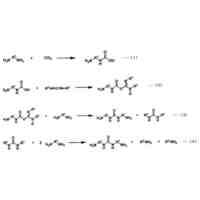
前記ラジカル重合性ジオール(A1)として、下記一般式(1)
JPEG
2025083868000014.jpg
19
55
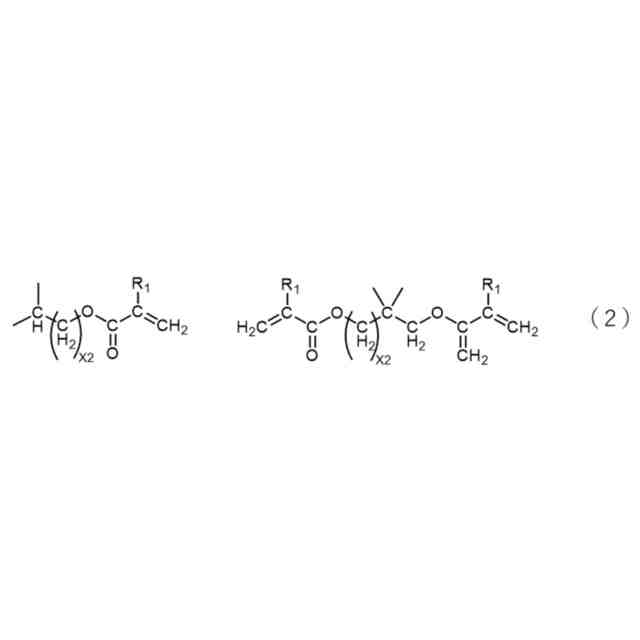
〔上記一般式(1)中におけるPは、下記構造式(2)
JPEG
2025083868000015.jpg
21
138
{上記一般式(2)中におけるR
1
は、水素原子又はメチル基であり、X
2
は0又は1である。}で示されるいずれかの2価の基であり、X
1
はそれぞれ独立に0又は1であり、Yは1又は2であり、X
1
がともに0のとき、Yは2である。〕
で示される化合物を使用し、
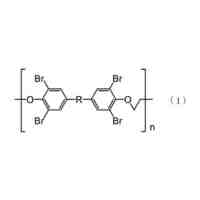
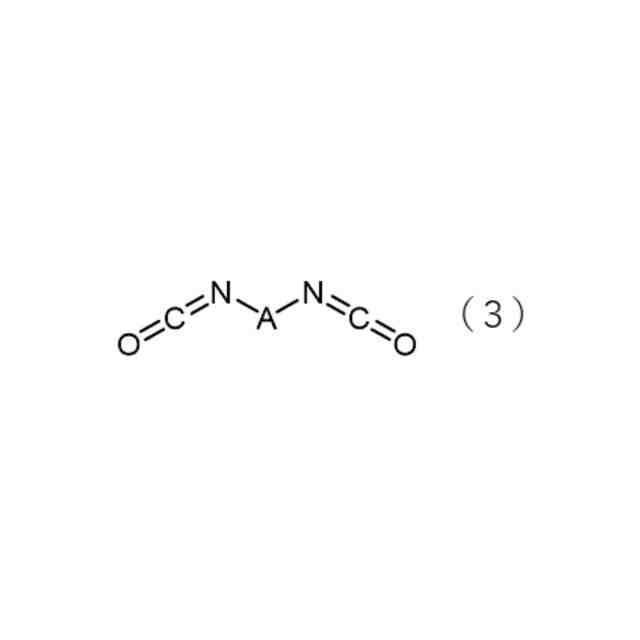
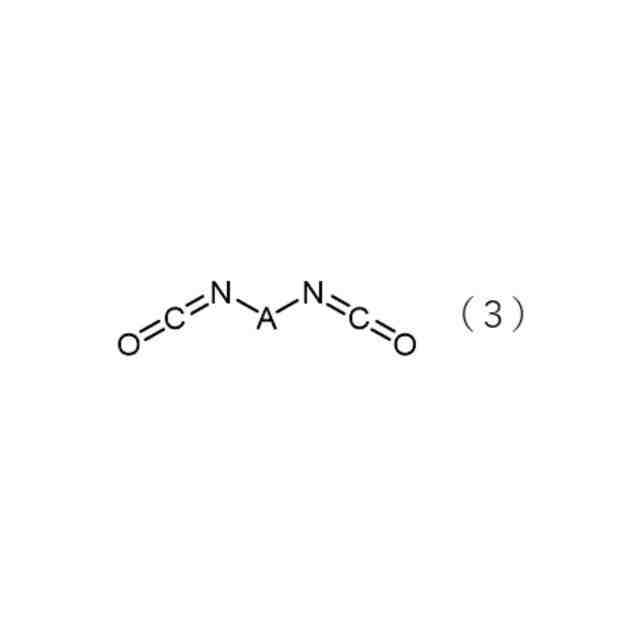
前記ジイソシアネート(A2)として、下記一般式(3)
JPEG
2025083868000016.jpg
12
59
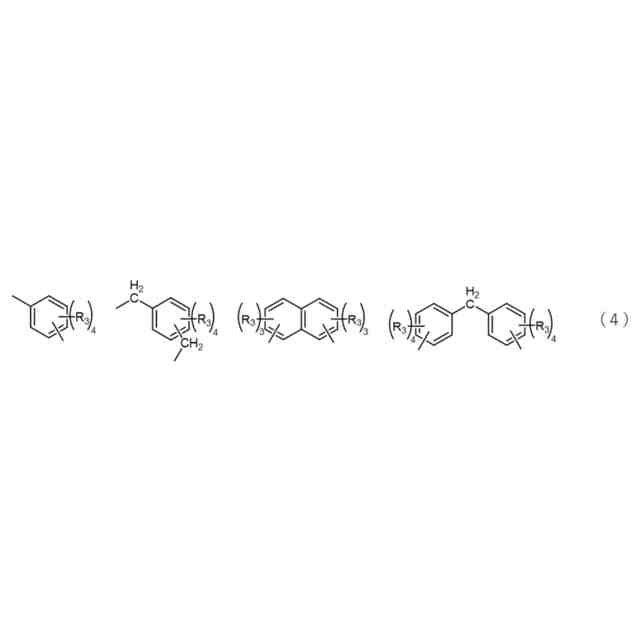
〔上記一般式(3)中におけるAは、下記構造式(4)
JPEG
2025083868000017.jpg
23
168
{上記一般式(4)中におけるR
3
は、それぞれ独立に水素原子又はメチル基である。}で示されるいずれかの2価の基である。〕
で表される化合物を使用し、
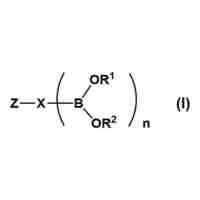
前記非重付加性モノマー(B)として、下記一般式(5)
JPEG
2025083868000018.jpg
21
77
{上記一般式(5)中におけるR
4
は、それぞれ独立に水素原子又はメチル基であり、Z
1
は1~10の整数である。}
で表される化合物を使用する、
請求項3に記載のポリウレタン系複合材料成形体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ポリウレタン系複合材料の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
歯科治療において、インレー、アンレー、クラウン、ブリッジ、インプラント上部構造などの歯科用補綴物を作製する一手法として、歯科用CAD/CAMシステムを用いる方法が近年注目されている。該方法は、CADにより設計された歯科用補綴物の三次元座標データに基づいて、コンピュータ制御された切削加工機により、歯科加工用ブランク(「ミルブランク」とも呼ばれる。)を切削加工することにより歯科用補綴物の作製を行うものであり、従来の方法に比べて作製に要する時間や手間を大幅に削減することができる。
【0003】
歯科加工用ブランク(ミルブランク)とは、歯科用補綴物の材料となる歯科切削加工用材料からなるブロック形状或いはディスク形状の成形体である被切削部と、これを切削加工機に取り付け可能にするための保持部と、を有するものであり、歯科切削加工用材料としては、ガラスセラミックス、ジルコニア、チタン、レジンなど様々な材料が用途や特性に応じて使い分けられている。
【0004】
歯科切削加工用レジン系材料としては、シリカ等の無機充填材、メタクリレートなどの重合性単量体、重合開始剤等を含有する硬化性組成物の硬化体が一般に用いられて知られているが、(メタ)アクリル樹脂がベースとする従来の歯科切削加工用レジン系材料は、その強度に限界があり、大臼歯冠やブリッジなどの高強度が求められる歯科用補綴物にも対応することができるような材料が求められている。
【0005】
このような要求に応えるものとして、(メタ)アクリル樹脂よりも高い強度を有するポリウレタン樹脂を用いた材料が提案されている。例えば、特許文献1には、切削加工用材料に好適に使用できるポリウレタン系複合材料として、ポリウレタン樹脂の内部にラジカル重合性基の重合により形成される架橋構造を導入することにより、ポリウレタン樹脂の高強度であるという特徴を生かしつつ、その欠点である耐水性の低さを改善したポリウレタン系複合材料及びその製造方法が記載されている。
【0006】
すなわち、特許文献1には、「原料として、1つ以上のラジカル重合性基を有するジオール化合物(A2);ジイソシアネート化合物(A1);分子内に1つ以上のラジカル重合性基を有し、前記ジオール化合物(A2)および前記ジイソシアネート化合物(A1)の何れとも重付加反応を起こさない重合性単量体(B);ラジカル重合開始剤(C);及び充填材(D)を含む原料組成物を用い、前記A2とA1を重付加させて1500~5000の分子量のポリウレタン成分(A)を形成した後に該(A)に含まれるラジカル重合性基と前記(B)と反応させて架橋構造を導入することによって製造されるポリウレタン系複合材料」は、全体が均一で強度及び耐水性に優れ、歯科用切削加工用材料に適したものであることが記載されている。
【0007】
また、特許文献1によれば、前記(A)に含まれるラジカル重合性基と前記(B)とを反応させる場合には、温度を、150℃を超えないように制御することが好ましく、ラジカル重合開始剤の10時間半減期温度:T
10
より10℃低い温度(下限温度L)~T
10
より25℃高い温度(上限温度H)の範囲で行うことが特に好ましいとされている。
【先行技術文献】
【特許文献】
【0008】
国際公開第2021/153446号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところで、歯科切削加工用レジン系材料からなる歯科加工用ブランクの被切削部を成形する場合には、安価に所望の形状の成形体を得ることが可能であるという理由から、その原料となる硬化性組成物を樹脂製の成形型(モールド)内に充填して重合硬化させることが多い。そこで、特許文献1に記載された前記ポリウレタン系複合材料からなる被切削部を成形するために、特許文献1に記載の複合材料の製造方法に従って、前記ポリウレタン成分(A)~充填材(D)を含む原料組成物を含む樹脂マトリクスを樹脂製の成形型内に充填して重合硬化させてみた。その結果、得られるポリウレタン系複合材料成形体の表面に白化がみられることが明らかとなった。
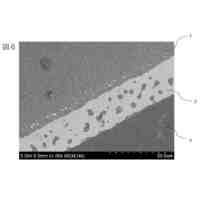
【0010】
表面白化は、表面荒れ(表面に微細な凹凸が多数発生すること)が原因であり、白化を生じた成形体を製品化するためには表面研磨が必須となるばかりでなく、研磨量を多くする必要があるため、製造コストが上昇してしまう。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東ソー株式会社
摺動部材
2か月前
東ソー株式会社
ゴム組成物
2か月前
東レ株式会社
多孔質構造体
3か月前
東ソー株式会社
加飾フィルム
2か月前
東レ株式会社
CPUソケット
3か月前
東ソー株式会社
加飾フィルム
2か月前
東ソー株式会社
加飾フィルム
2か月前
東レ株式会社
CPUソケット
3か月前
株式会社カネカ
硬化性組成物
22日前
ユニチカ株式会社
ビスマレイミド
2か月前
東レ株式会社
ポリエステルフィルム
29日前
三洋化成工業株式会社
徐放材用組成物
4か月前
東レ株式会社
ポリオレフィン微多孔膜
3か月前
花王株式会社
樹脂組成物
22日前
愛知電機株式会社
加熱処理設備
1か月前
東レ株式会社
ポリオレフィン微多孔膜
今日
ユニチカ株式会社
ポリアミック酸溶液
4か月前
東ソー株式会社
ハロゲン含有ポリマー
3か月前
東ソー株式会社
ゴム組成物及び加硫ゴム
3か月前
アイカ工業株式会社
光硬化性樹脂組成物
1か月前
株式会社大阪ソーダ
熱可塑性材料用組成物
22日前
富士フイルム株式会社
組成物
1か月前
日本製紙株式会社
樹脂組成物
3か月前
株式会社クラベ
耐摩耗性絶縁組成物及び電線
2か月前
東亞合成株式会社
硬化性組成物
23日前
株式会社村田製作所
樹脂組成物
今日
株式会社クラレ
水性エマルジョン及び接着剤
1か月前
住友精化株式会社
吸水性樹脂粒子の製造方法
3か月前
東レ株式会社
ポリプロピレン系樹脂フィルム
2か月前
帝人株式会社
軽量ゴムおよびゴム成形体
1日前
ユニチカ株式会社
ポリ尿素およびその製造方法
3か月前
株式会社イーテック
組成物
1日前
東ソー株式会社
クロロプレンラテックス組成物
2か月前
東ソー株式会社
クロロプレンラテックス組成物
2か月前
東ソー株式会社
セルロース樹脂含有樹脂組成物
3か月前
東レ株式会社
二軸配向ポリプロピレンフィルム
2か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ