TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025081917
公報種別
公開特許公報(A)
公開日
2025-05-28
出願番号
2023195014
出願日
2023-11-16
発明の名称
電池の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
,
個人
主分類
H01M
10/04 20060101AFI20250521BHJP(基本的電気素子)
要約
【課題】本開示は、セパレータと樹脂部材とを良好に溶着できる電池の製造方法を提供することを主目的とする。
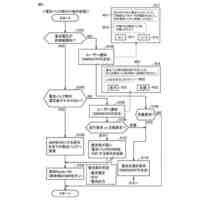
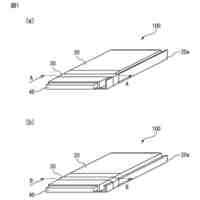
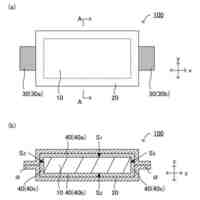
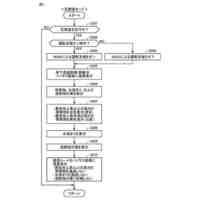
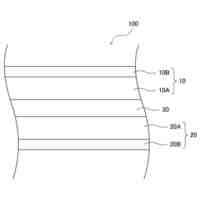
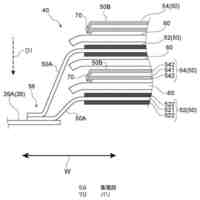
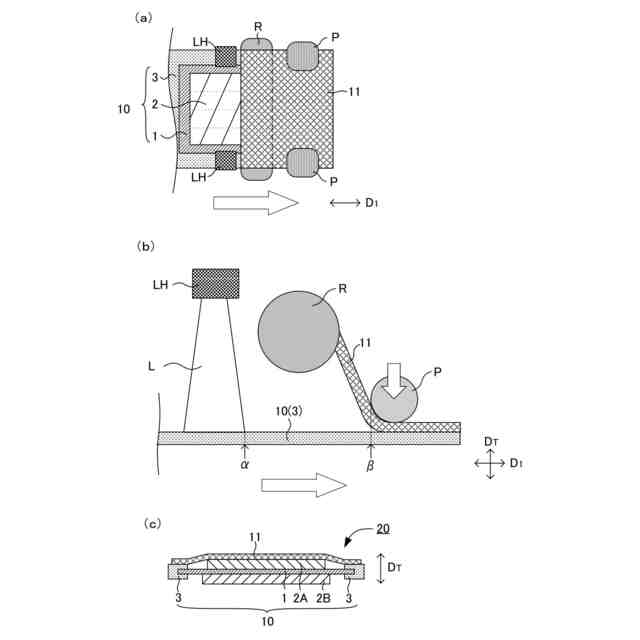
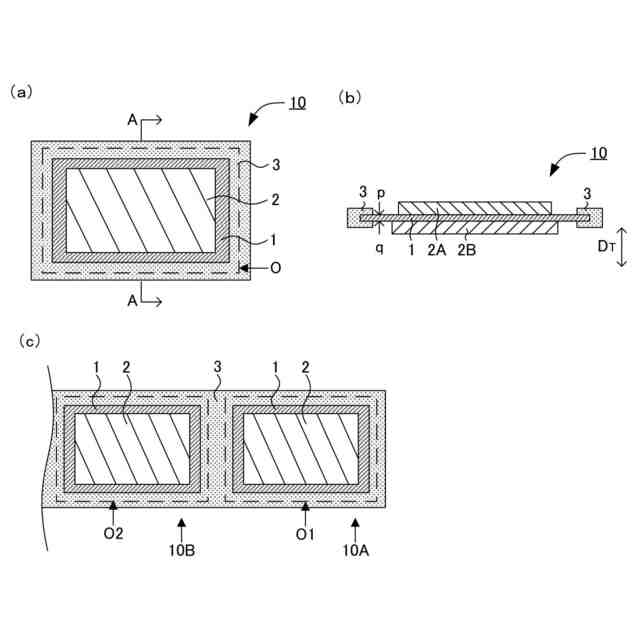
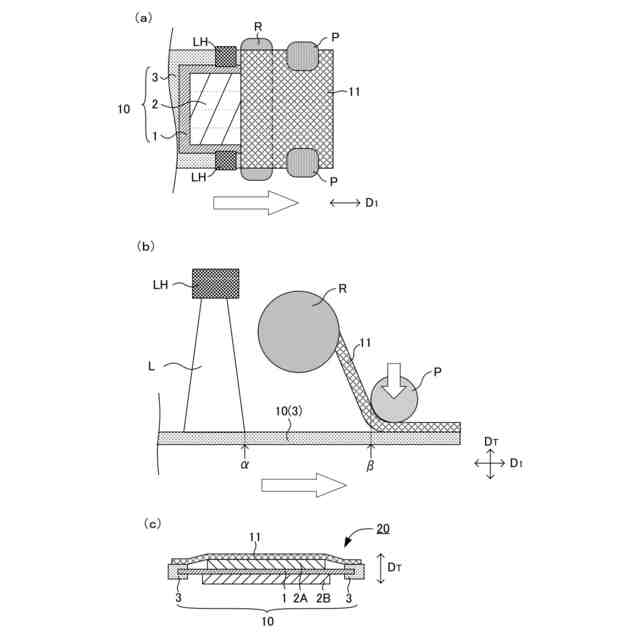
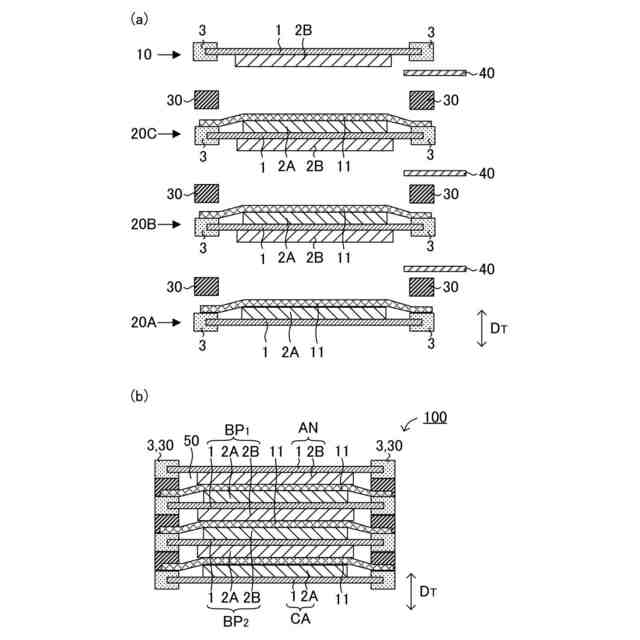
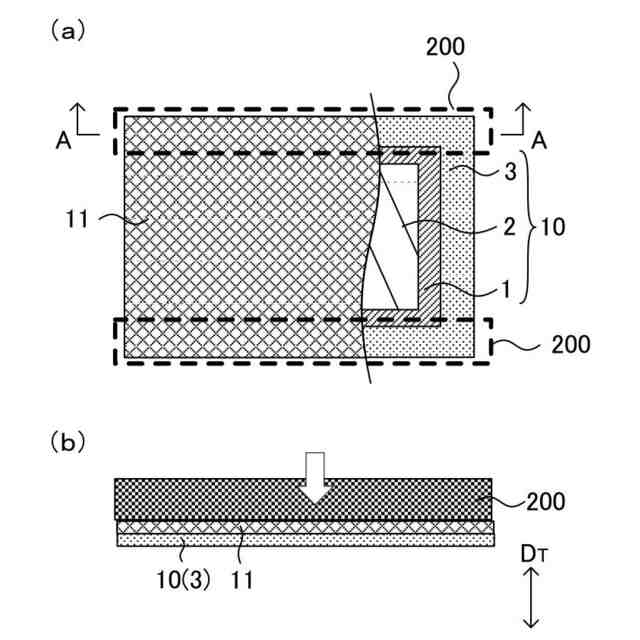
【解決手段】本開示においては、集電体と、厚さ方向において上記集電体の少なくとも一方の面に配置された合材層と、上記集電体の外縁部を被覆する樹脂部材と、を有する第1部材を準備する、第1工程と、上記厚さ方向において、上記第1部材上にセパレータが配置された第2部材を得る、第2工程と、上記第2部材を用いて電極積層体を得る、第3工程と、を有し、上記第2工程は、上記第1部材を第1方向に搬送しながら、上記樹脂部材をレーザーにより加熱する加熱処理と、上記第1部材を上記第1方向に搬送しながら、上記加熱した上記樹脂部材に上記セパレータを押圧して、上記樹脂部材と上記セパレータとを熱溶着する、熱溶着処理と、を有する、電池の製造方法を提供することにより上記課題を解決する。
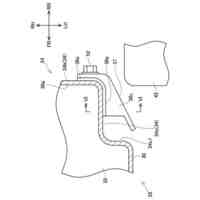
【選択図】図2
特許請求の範囲
【請求項1】
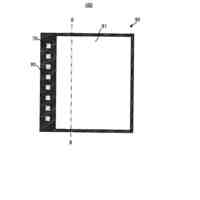
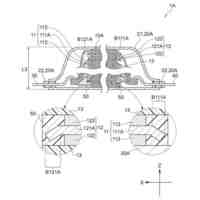
集電体と、厚さ方向において前記集電体の少なくとも一方の面に配置された合材層と、前記集電体の外縁部を被覆する樹脂部材と、を有する第1部材を準備する、第1工程と、
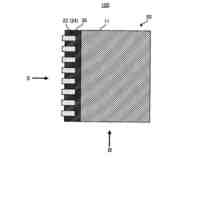
前記厚さ方向において、前記第1部材上にセパレータが配置された第2部材を得る、第2工程と、
前記第2部材を用いて電極積層体を得る、第3工程と、を有し、
前記第2工程は、
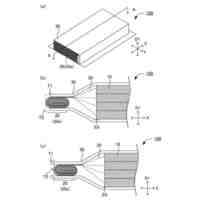
前記第1部材を第1方向に搬送しながら、前記樹脂部材をレーザーにより加熱する、加熱処理と、
前記第1部材を前記第1方向に搬送しながら、前記加熱した前記樹脂部材に前記セパレータを押圧して、前記樹脂部材と前記セパレータとを熱溶着する、熱溶着処理と、を有する、電池の製造方法。
続きを表示(約 280 文字)
【請求項2】
前記レーザーがCO
2
レーザーである、請求項1に記載の電池の製造方法。
【請求項3】
前記加熱処理において、前記第1方向に延在する前記樹脂部材を加熱する、請求項1に記載の電池の製造方法。
【請求項4】
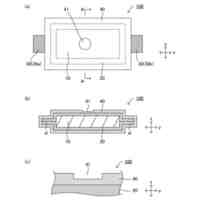
前記第1部材の平面形状は長方形であり、
前記第1方向は、前記長方形の長辺が延在する方向である、請求項1に記載の電池の製造方法。
【請求項5】
前記加熱から前記押圧までの時間が1sec以下である、請求項1から請求項4までのいずれかの請求項に記載の電池の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電池の製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
パソコン、ビデオカメラおよび携帯電話などの情報関連機器および通信機器が普及している。また、環境への負荷を低減する観点から、電気自動車などモーターを使用した自動車が普及している。これらに伴い、それらの電源として利用される電池に関する様々な検討が行われている。
【0003】
例えば特許文献1には、電極と樹脂枠とセパレータとを含む電極ユニットの製造方法において、セパレータを樹脂枠に溶着することが開示されている。また、特許文献2には、蓄電装置の製造方法において、一対のセパレータを、一方の電極の4つの隅のうちの少なくとも対角の2つの隅を含んで溶着することが開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2020-107485号公報
特開2016-038955号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
電池の製造においては、樹脂部材とセパレータとを熱溶着することで、集電体、合材層および樹脂部材を有する部材上にセパレータを積層することが知られている。この点、セパレータの溶着が不十分であると、電池においてセパレータが十分に機能しない可能性があり、短絡などが発生する恐れがある。
【0006】
本開示は、上記実情に鑑みてなされたものであり、セパレータと樹脂部材とを良好に溶着できる電池の製造方法を提供することを主目的とする。
【課題を解決するための手段】
【0007】
[1]
集電体と、厚さ方向において上記集電体の少なくとも一方の面に配置された合材層と、上記集電体の外縁部を被覆する樹脂部材と、を有する第1部材を準備する、第1工程と、上記厚さ方向において、上記第1部材上にセパレータが配置された第2部材を得る、第2工程と、上記第2部材を用いて電極積層体を得る、第3工程と、を有し、上記第2工程は、上記第1部材を第1方向に搬送しながら、上記樹脂部材をレーザーにより加熱する加熱処理と、上記第1部材を第1方向に搬送しながら、上記加熱した上記樹脂部材に上記セパレータを押圧して、上記樹脂部材と上記セパレータとを熱溶着する、熱溶着処理と、を有する、電池の製造方法。
【0008】
[2]
上記レーザーがCO
2
レーザーである、[1]に記載の電池の製造方法。
【0009】
[3]
上記加熱処理において、上記第1方向に延在する上記樹脂部材を加熱する、[1]または[2]に記載の電池の製造方法。
【0010】
[4]
上記第1部材の平面形状は長方形であり、上記第1方向は、上記長方形の長辺が延在する方向である[1]から[3]までのいずれかに記載の電池の製造方法。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
方法
29日前
トヨタ自動車株式会社
電池
11日前
トヨタ自動車株式会社
電池
11日前
トヨタ自動車株式会社
電池
9日前
トヨタ自動車株式会社
電池
14日前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
車両
21日前
トヨタ自動車株式会社
電池
3日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
電池
7日前
トヨタ自動車株式会社
金型
16日前
トヨタ自動車株式会社
電池
15日前
トヨタ自動車株式会社
電池
15日前
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
電池
15日前
トヨタ自動車株式会社
車両
29日前
トヨタ自動車株式会社
車両
10日前
トヨタ自動車株式会社
電動車
17日前
トヨタ自動車株式会社
電動車
28日前
トヨタ自動車株式会社
電動車
21日前
トヨタ自動車株式会社
二次電池
16日前
トヨタ自動車株式会社
ステータ
16日前
トヨタ自動車株式会社
ステータ
15日前
トヨタ自動車株式会社
関節機構
2日前
トヨタ自動車株式会社
電池セル
16日前
トヨタ自動車株式会社
制御装置
15日前
トヨタ自動車株式会社
蓄電装置
14日前
トヨタ自動車株式会社
制御装置
4日前
トヨタ自動車株式会社
予測方法
2日前
トヨタ自動車株式会社
正極合材
11日前
トヨタ自動車株式会社
二次電池
2日前
トヨタ自動車株式会社
制御装置
9日前
トヨタ自動車株式会社
制御装置
21日前
トヨタ自動車株式会社
蓄電セル
14日前
トヨタ自動車株式会社
蓄電装置
14日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ