TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025077153
公報種別
公開特許公報(A)
公開日
2025-05-19
出願番号
2023189142
出願日
2023-11-06
発明の名称
ボビンでの金属線材自動結束装置および方法
出願人
横浜ゴム株式会社
代理人
清流国際弁理士法人
,
個人
,
個人
主分類
B65H
65/00 20060101AFI20250512BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】引き揃えた金属線材の曲げ剛性が高くても乱れを抑制し、各金属線材の終端部を一纏めにしてボビンで円滑に結束できる金属線材自動結束装置及び方法を提供する。
【解決手段】引き揃えた複数本の金属線材Sのボビン17に巻き取られる直前の部分を、ばらけ防止具12のスリット12aに挿入して一纏めにして幅方向の移動を規制し、各金属線材Sのボビン17とばらけ防止具12との間の部分を、輪潜りクリップ7の外周面に押し当て、ボビン17を非回転にして結束ヘッド6と輪潜りクリップ7を時計回りに1回転以上回転させて、輪潜りクリップ7とボビン17との間に形成した各金属線材Sによる輪部Pに、各金属線材Sのボビン17に新たに巻き取られる直前の部分を、輪潜りクリップ7の係止部7cを後退させて通過させた後、各金属線材Sの終端部の一部分を保持した状態の輪潜りクリップ7を結束ヘッド6とともに時計回りに回転させる。
【選択図】図9
特許請求の範囲
【請求項1】
ボビンを回転可能に支持する一対のボビンチャックと、一方の前記ボビンチャックと同軸上に回転可能に支持される円盤状の結束ヘッドと、この結束ヘッドの一方表面に突出している輪潜りクリップと、前記一対のボビンチャックに回転可能に支持される前記ボビンと複数本の金属線材の供給源との間に配置されている線材保持部と、カッターとを有して、
前記供給源から繰り出されて引き揃えられて、前記一対のボビンチャックに回転可能に支持された前記ボビンに巻き取られている複数本の金属線材の前記ボビンに巻き取られる前の部分が、前記線材保持部によって前記ボビンの幅方向の所定位置に保持された状態で、前記結束ヘッドとともに前記輪潜りクリップが一方向に回転されることで、それぞれの前記金属線材の前記ボビンと前記線材保持部との間の部分が前記輪潜りクリップの外周面に押し当てられて、前記結束ヘッドとともに前記輪潜りクリップが前記一方向に1回転以上回転されてそれぞれの前記金属線材が前記ボビンに巻き取られることで前記輪潜りクリップと前記ボビンとの間にそれぞれの前記金属線材により輪部が形成されるとともに、それぞれの前記金属線材の前記ボビンに新たに巻き取られる直前の部分が、それぞれの前記金属線材の前記輪部を形成している部分よりも前記輪潜りクリップの先端側に突出している係止部に係止した状態にされて、前記係止部を後退移動させることで、前記輪部にそれぞれの前記金属線材の前記係止部に係止した状態にされている部分を通過させた後、それぞれの前記金属線材の前記係止部に係止した状態にされている部分よりも上流側が前記カッターにより切断されて、切断されたそれぞれの前記金属線材の終端部の一部分が前記輪潜りクリップにより保持されつつ、前記結束ヘッドとともに前記輪潜りクリップが前記一方向にさらに回転されることにより、切断されたそれぞれの前記金属線材の終端部が一纏めにして結束されるボビンでの金属線材の自動結束装置において、
それぞれの前記金属線材の外径が0.35cm以上0.8cm以下であり、前記一対のボビンチャックに回転可能に支持された前記ボビンの前記供給源側で前記ボビンに近接した位置に移動するばらけ防止具を有し、それぞれの前記金属線材の前記ボビンに巻き取られる直前の部分が、前記ばらけ防止具に形成されている上下に延在するスリットに挿入されることで、前記ばらけ防止具ではそれぞれの前記金属線材が一纏めにして幅方向の移動が規制された状態になり、この状態で前記ボビンと前記ばらけ防止具との間のそれぞれの前記金属線材の前記ボビンに巻き取られる直前の部分が、前記輪潜りクリップの外周面に押し当てられて前記結束ヘッドとともに前記輪潜りクリップが前記一方向に1回転以上回転されるボビンでの金属線材の自動結束装置。
続きを表示(約 1,400 文字)
【請求項2】
引き揃えられる前記金属線材の本数が3本以上9本以下である請求項1に記載のボビンでの金属線材の自動結束装置。
【請求項3】
前記スリットの幅が1本の前記金属線材の外径(mm)+0.1mm以上であり、かつ、この外径(mm)×引き揃えられる前記金属線材の本数+0.1mm以下である請求項2に記載のボビンでの金属線材の自動結束装置。
【請求項4】
前記線材保持部として前記ばらけ防止具が使用される請求項1~3のいずれかに記載のボビンでの金属線材の自動結束装置。
【請求項5】
切断されたそれぞれの前記金属線材の終端部の前記一部分が前記輪潜りクリップにより保持されつつ、前記結束ヘッドとともに前記輪潜りクリップが前記一方向にさらに回転される際に、切断されたそれぞれの前記金属線材の終端部の前記一部分に対する前記輪潜りクリップによる保持力が緩和される請求項1~3のいずれかに記載のボビンでの金属線材の自動結束装置。
【請求項6】
ボビンを回転可能に支持する一対のボビンチャックの一方と同軸上に円盤状の結束ヘッドを回転可能に支持して、この結束ヘッドの一方表面に輪潜りクリップを突出させて、前記一対のボビンチャックに回転可能に支持されている前記ボビンと複数本の金属線材の供給源との間に線材保持部を配置して、
前記供給源から繰り出されて引き揃えられて前記ボビンに巻き取られている複数本の金属線材の前記ボビンに巻き取られる前の部分を、前記線材保持部によって前記ボビンの幅方向の所定位置に保持された状態で、前記結束ヘッドとともに前記輪潜りクリップを一方向に回転させて、それぞれの前記金属線材の前記ボビンと前記線材保持部との間の部分を前記輪潜りクリップの外周面に押し当てて、前記結束ヘッドとともに前記輪潜りクリップを前記一方向に1回転以上回転させて、それぞれの前記金属線材を前記ボビンに巻き取って、前記輪潜りクリップと前記ボビンとの間にそれぞれの前記金属線材により輪部を形成するとともに、それぞれの前記金属線材の前記ボビンに新たに巻き取られる直前の部分を、それぞれの前記金属線材の前記輪部を形成する部分よりも前記輪潜りクリップの先端側に突出している係止部に係止した状態にして、前記係止部を後退移動させて、前記輪部にそれぞれの前記金属線材の前記係止部に係止した状態にしている部分を通過させた後、それぞれの前記金属線材の前記係止部に係止した状態にしている部分よりも上流側をカッターにより切断して、切断したそれぞれの前記金属線材の終端部の一部分を前記輪潜りクリップにより保持しつつ、前記結束ヘッドとともに前記輪潜りクリップを前記一方向にさらに回転させて、切断したそれぞれの前記金属線材の終端部を一纏めにして結束するボビンでの金属線材の自動結束方法において、
それぞれの前記金属線材の外径が0.35cm以上0.8cm以下であり、それぞれの前記金属線材の前記ボビンに巻き取られる直前の部分を、ばらけ防止具に形成されている上下に延在するスリットに挿入することで、前記ばらけ防止具ではそれぞれの前記金属線材を一纏めにして幅方向の移動を規制した状態にして、この状態で前記ボビンと前記ばらけ防止具との間のそれぞれの前記金属線材の前記ボビンに巻き取られる直前の部分を、前記輪潜りクリップの外周面に押し当てて、前記結束ヘッドとともに前記輪潜りクリップを前記一方向に1回転以上回転させるボビンでの金属線材の自動結束方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ボビンでの金属線材自動結束装置および方法に関し、さらに詳しくは、複数本の金属線材を引き揃えてボビンに巻き取って終端部を自動的に結束する際に、曲げ剛性が高い金属線材であっても乱れを抑制して、円滑に結束できるボビンでの金属線材自動結束装置および方法に関するものである。
続きを表示(約 5,100 文字)
【背景技術】
【0002】
ゴムホースなどのゴム製品には補強材として金属線材が使用されている。これらゴム製品の製造現場では、リール(ドラム)に巻き取られた金属線材が繰り出されて、複数本の金属線材が引き揃えられてボビンに巻き替えられる。ボビンに巻き取られた金属線材は一時的にストックされて、ゴム製品の製造時にボビンから繰り出されて使用される。
【0003】
ボビンに巻き取られたそれぞれの金属線材のボビンに対する巻き付けが緩んで解けないようにするために、それぞれの金属線材の終端部は一纏めにされて、巻き取られたそれぞれの金属線材を外周側から締め付けるように結束される。それぞれの金属線材の終端部をこのように結束するには多大な工数を要する。そこで、このような金属線材の結束工程を自動化する装置が提案されている(特許文献1参照)。特許文献1で提案されている自動巻取装置によれば、それぞれの金属線材をボビンに巻取り、その後、これら金属線材の終端部を結束するまでの一連の工程が効率化される。しかしながら、この自動巻取装置を用いて、より太径の金属線材をボビンに巻き取って終端部を結束しようとすると、曲げ剛性が高いことに起因して、引き揃えたそれぞれの金属線材が不規則に広がろうとして乱れる。その結果、それぞれの金属線材の終端部を一纏めにして結束することが困難になる。それ故、複数本の金属線材を引き揃えてボビンに巻き取って終端部を自動的に結束する際に、曲げ剛性が高い金属線材であっても乱れを抑制し、円滑に結束するには改善の余地がある。
【先行技術文献】
【特許文献】
【0004】
特開2011-131950号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、複数本の金属線材を引き揃えてボビンに巻き取って終端部を自動的に結束する際に、曲げ剛性が高い金属線材であっても乱れを抑制して円滑に結束できるボビンでの金属線材自動結束装置および方法を提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するため本発明のボビンでの金属線材自動結束装置は、ボビンを回転可能に支持する一対のボビンチャックと、一方の前記ボビンチャックと同軸上に回転可能に支持される円盤状の結束ヘッドと、この結束ヘッドの一方表面に突出している輪潜りクリップと、前記一対のボビンチャックに回転可能に支持される前記ボビンと複数本の金属線材の供給源との間に配置されている線材保持部と、カッターとを有して、前記供給源から繰り出されて引き揃えられて、前記一対のボビンチャックに回転可能に支持された前記ボビンに巻き取られている複数本の金属線材の前記ボビンに巻き取られる前の部分が、前記線材保持部によって前記ボビンの幅方向の所定位置に保持された状態で、前記結束ヘッドとともに前記輪潜りクリップが一方向に回転されることで、それぞれの前記金属線材の前記ボビンと前記線材保持部との間の部分が前記輪潜りクリップの外周面に押し当てられて、前記結束ヘッドとともに前記輪潜りクリップが前記一方向に1回転以上回転されてそれぞれの前記金属線材が前記ボビンに巻き取られることで前記輪潜りクリップと前記ボビンとの間にそれぞれの前記金属線材により輪部が形成されるとともに、それぞれの前記金属線材の前記ボビンに新たに巻き取られる直前の部分が、それぞれの前記金属線材の前記輪部を形成している部分よりも前記輪潜りクリップの先端側に突出している係止部に係止した状態にされて、前記係止部を後退移動させることで、前記輪部にそれぞれの前記金属線材の前記係止部に係止した状態にされている部分を通過させた後、それぞれの前記金属線材の前記係止部に係止した状態にされている部分よりも上流側が前記カッターにより切断されて、切断されたそれぞれの前記金属線材の終端部の一部分が前記輪潜りクリップにより保持されつつ、前記結束ヘッドとともに前記輪潜りクリップが前記一方向にさらに回転されることにより、切断されたそれぞれの前記金属線材の終端部が一纏めにして結束されるボビンでの金属線材の自動結束装置において、それぞれの前記金属線材の外径が0.35cm以上0.8cm以下であり、前記一対のボビンチャックに回転可能に支持された前記ボビンの前記供給源側で前記ボビンに近接した位置に移動するばらけ防止具を有し、それぞれの前記金属線材の前記ボビンに巻き取られる直前の部分が、前記ばらけ防止具に形成されている上下に延在するスリットに挿入されることで、前記ばらけ防止具ではそれぞれの前記金属線材が一纏めにして幅方向の移動が規制された状態になり、この状態で前記ボビンと前記ばらけ防止具との間のそれぞれの前記金属線材の前記ボビンに巻き取られる直前の部分が、前記輪潜りクリップの外周面に押し当てられて前記結束ヘッドとともに前記輪潜りクリップが前記一方向に1回転以上回転されることを特徴とする。
【0007】
本発明のボビンでの金属線材自動結束方法は、ボビンを回転可能に支持する一対のボビンチャックの一方と同軸上に円盤状の結束ヘッドを回転可能に支持して、この結束ヘッドの一方表面に輪潜りクリップを突出させて、前記一対のボビンチャックに回転可能に支持されている前記ボビンと複数本の金属線材の供給源との間に線材保持部を配置して、前記供給源から繰り出されて引き揃えられて前記ボビンに巻き取られている複数本の金属線材の前記ボビンに巻き取られる前の部分を、前記線材保持部によって前記ボビンの幅方向の所定位置に保持された状態で、前記結束ヘッドとともに前記輪潜りクリップを一方向に回転させて、それぞれの前記金属線材の前記ボビンと前記線材保持部との間の部分を前記輪潜りクリップの外周面に押し当てて、前記結束ヘッドとともに前記輪潜りクリップを前記一方向に1回転以上回転させて、それぞれの前記金属線材を前記ボビンに巻き取って、前記輪潜りクリップと前記ボビンとの間にそれぞれの前記金属線材により輪部を形成するとともに、それぞれの前記金属線材の前記ボビンに新たに巻き取られる直前の部分を、それぞれの前記金属線材の前記輪部を形成する部分よりも前記輪潜りクリップの先端側に突出している係止部に係止した状態にして、前記係止部を後退移動させて、前記輪部にそれぞれの前記金属線材の前記係止部に係止した状態にしている部分を通過させた後、それぞれの前記金属線材の前記係止部に係止した状態にしている部分よりも上流側をカッターにより切断して、切断したそれぞれの前記金属線材の終端部の一部分を前記輪潜りクリップにより保持しつつ、前記結束ヘッドとともに前記輪潜りクリップを前記一方向にさらに回転させて、切断したそれぞれの前記金属線材の終端部を一纏めにして結束するボビンでの金属線材の自動結束方法において、それぞれの前記金属線材の外径が0.35cm以上0.8cm以下であり、それぞれの前記金属線材の前記ボビンに巻き取られる直前の部分を、ばらけ防止具に形成されている上下に延在するスリットに挿入することで、前記ばらけ防止具ではそれぞれの前記金属線材を一纏めにして幅方向の移動を規制した状態にして、この状態で前記ボビンと前記ばらけ防止具との間のそれぞれの前記金属線材の前記ボビンに巻き取られる直前の部分を、前記輪潜りクリップの外周面に押し当てて、前記結束ヘッドとともに前記輪潜りクリップを前記一方向に1回転以上回転させることを特徴とする。
【発明の効果】
【0008】
本発明によれば、前記ボビンに引き揃えて巻き取られた複数本の前記金属線材の前記ボビンに巻き取られる前の部分が前記輪潜りクリップの外周面に押し当てられる際に、それぞれの前記金属線材の前記ボビンに巻き取られる直前の部分が前記ばらけ防止具の前記スリットに強制的に挿入される。これに伴い、前記ばらけ防止具では、それぞれの前記金属線材が一纏めにして幅方向の移動が規制された状態になる。そのため、それぞれの前記金属線材の曲げ剛性が高くても、不規則に広がろうとする乱れが抑制されるので、それぞれの前記金属線材を一纏めにして、より確実に、前記輪潜りクリップの外周面に押し当て易くなる。その結果、引き揃えられたそれぞれの前記金属線材の終端部を一纏めにして円滑に結束するには有利になる。
【図面の簡単な説明】
【0009】
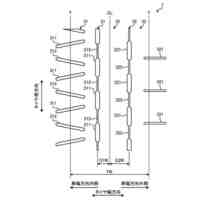
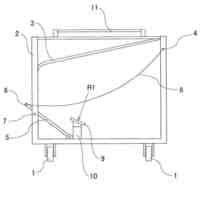
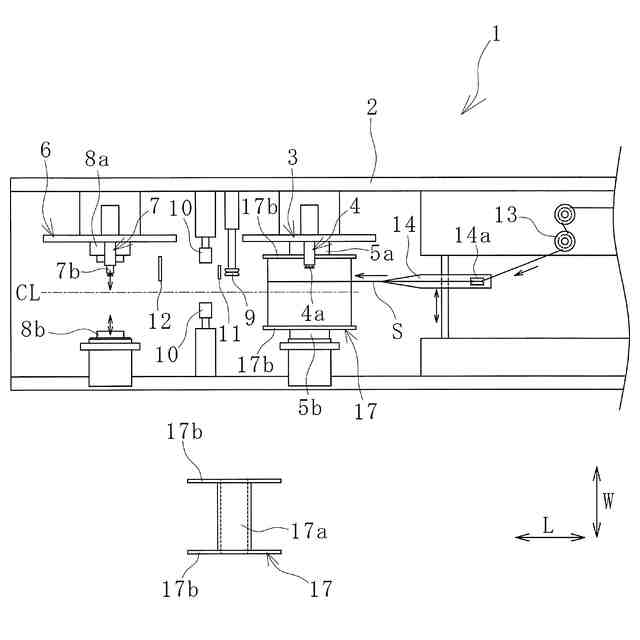
金属線材自動巻結束装置の実施形態を側面視で例示する説明図である。
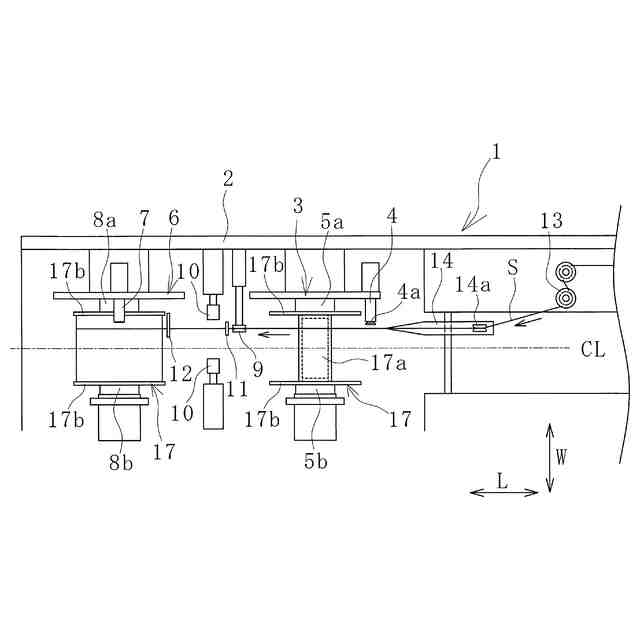
図1の金属線材自動結束装置を上面視で例示する説明図である。
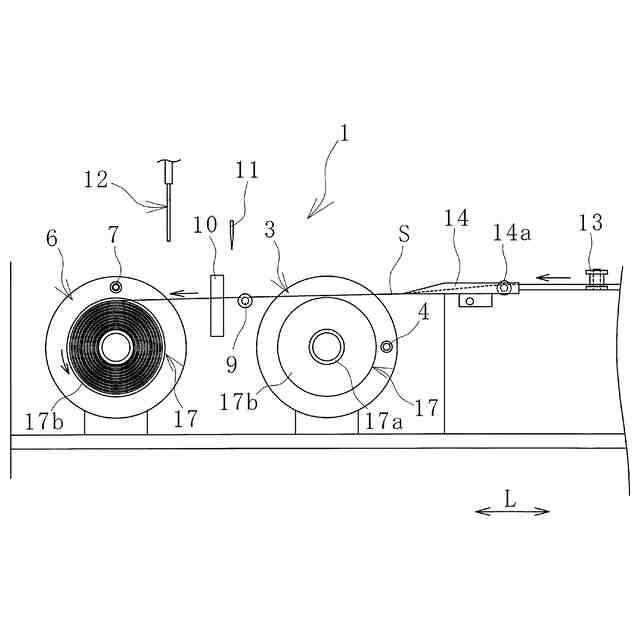
図1の金属線材自動結束装置を正面視で例示する説明図である。
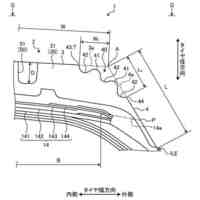
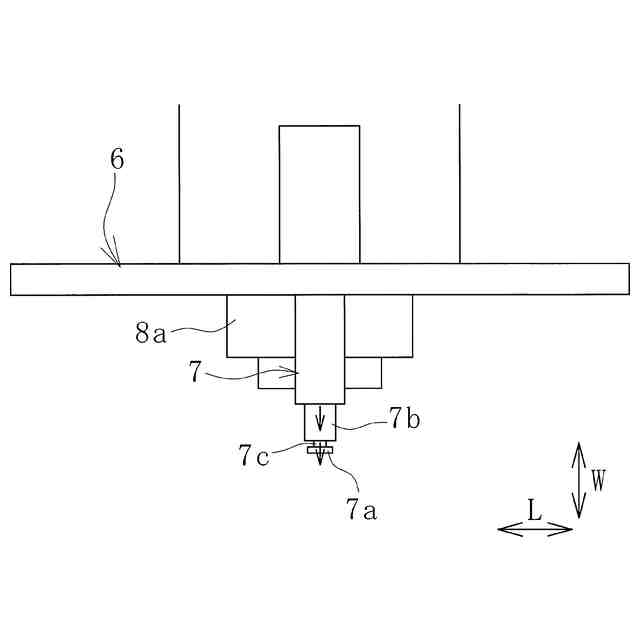
図2の輪潜りクリップの周辺の拡大図である。
図2の巻取りヘッドのボビンチャックに装着されていたボビンを移動して結束ヘッドのボビンチャックに装着した状態を例示する説明図である。
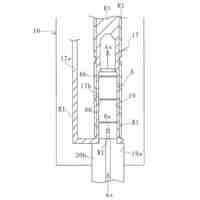
図5の金属線材自動結束装置をボビンの幅方向中心に沿った断面で例示する説明図である。
図5の結束ヘッドのボビンチャックに装着されたボビンに巻き取られる金属線材の状態を例示する説明図である。
図7の一対の線材保持部により金属線材を保持するとともに、輪潜クリップの押圧部をボビンの幅方向中心側に向かって突出させた状態を例示する説明図である。
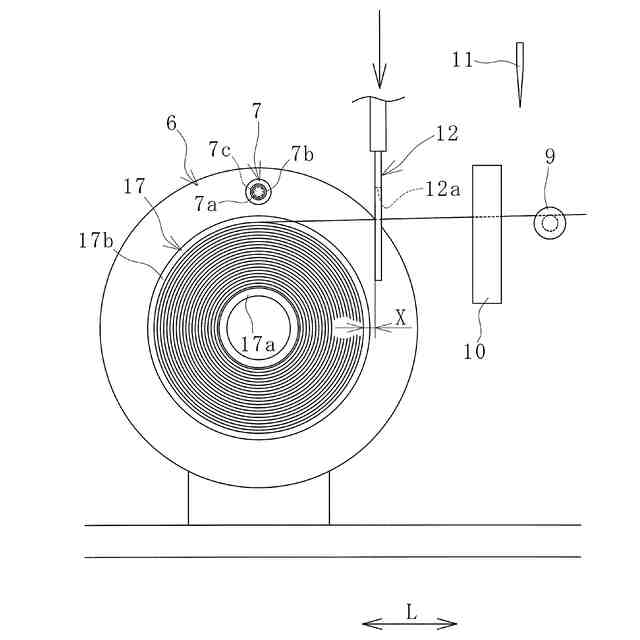
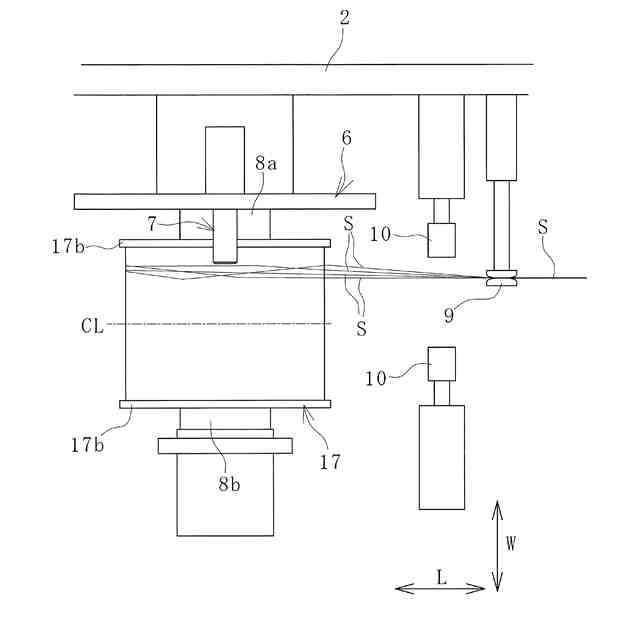
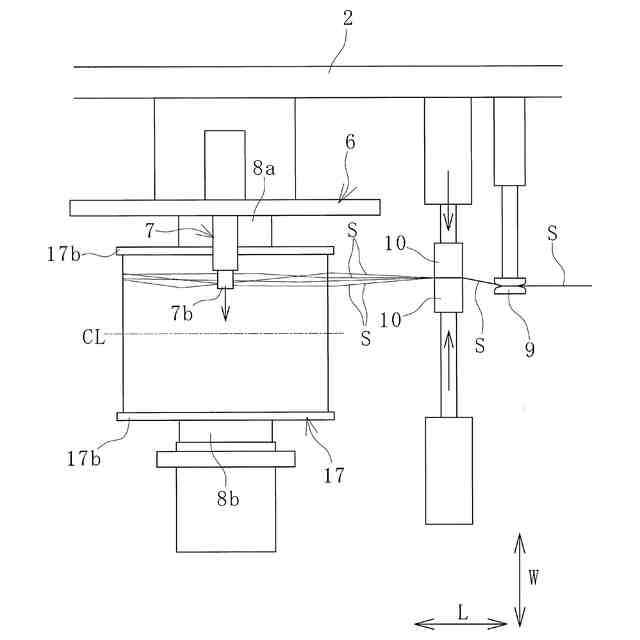
図8の結束ヘッドのボビンチャックに装着されたボビンに巻き取られる金属線材に対して、ばらけ防止具を下方移動させた状態をボビンの幅方向中心に沿った断面で例示する説明図である。
図9のボビンおよびばらけ防止具の周辺を上面視で例示する説明図である。
図9の結束ヘッドとともに輪潜りクリップを時計回りに回転させた状態を例示する説明図である。
図11の結束ヘッドとともに輪潜りクリップを更に時計回りに回転させた状態を例示する説明図である。
図12のボビンの周辺を上面視で例示する説明図である。
図12の結束ヘッドとともに輪潜りクリップを更に時計回りに回転させた状態をボビンの幅方向中心に沿った断面で例示する説明図である。
図14の結束ヘッドとともに輪潜りクリップを更に時計回りに回転させた状態を例示する説明図である。
図15の輪潜りクリップの先端フランジをボビンの幅方向中心側に向かって突出させるとともに、線材保持部を幅方向に移動させた状態を上面視で例示する説明図である。
図16の係止部に金属線材を係止して先端フランジを後退させた状態を例示する説明図である。
図17の押圧部を後退させた状態を上面視で例示する説明図である。
図18の結束ヘッドとともに輪潜りクリップを若干時計回りに回転させた位置で、輪潜りクリップと線材ガイド部との間で金属線材を切断した状態をボビンの幅方向中心に沿った断面で例示する説明図である。
図19の結束ヘッドとともに輪潜りクリップを更に時計回りに回転させた状態を例示する説明図である。
図20の結束ヘッドとともに輪潜りクリップを更に時計回りに回転させた状態を例示する説明図である。
図21の結束ヘッドとともに輪潜りクリップを更に時計回りに回転させた状態を例示する説明図である。
金属線材自動結束装置の別の実施形態の結束ヘッドの周辺を上面視で例示する説明図である。
図23の結束ヘッドおよびばらけ防止具の周辺を正面視で例示する説明図である。
図23の結束ヘッドのボビンチャックに装着されたボビンに巻き取られる金属線材に対して、ばらけ防止具を下方移動させた状態をボビンの幅方向中心に沿った断面で例示する説明図である。
図25の輪潜りクリップの押圧部をボビンの幅方向中心側に向かって突出させた状態を例示する説明図である。
図26の結束ヘッドとともに輪潜りクリップを時計回りに1回転以上回転させた後に、輪潜りクリップと線材ガイド部との間で金属線材を切断する状態をボビンの幅方向中心に沿った断面で例示する説明図である。
【発明を実施するための形態】
【0010】
以下、本発明のボビンでの金属線材自動結束装置および方法を、図に示した実施形態に基づいて説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
3日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
11日前
横浜ゴム株式会社
タイヤ
11日前
横浜ゴム株式会社
タイヤ
2日前
横浜ゴム株式会社
タイヤ
2日前
横浜ゴム株式会社
ゴム組成物
25日前
横浜ゴム株式会社
空気入りタイヤ
1か月前
横浜ゴム株式会社
空気入りタイヤ
2日前
横浜ゴム株式会社
空気入りタイヤ
29日前
横浜ゴム株式会社
空気入りタイヤ
23日前
横浜ゴム株式会社
樹脂管の製造方法
1か月前
横浜ゴム株式会社
タイヤ加硫用金型
1か月前
横浜ゴム株式会社
収容体付きタイヤ
29日前
横浜ゴム株式会社
シール材付き樹脂管
1か月前
横浜ゴム株式会社
機能部品付きタイヤ
29日前
横浜ゴム株式会社
機能部品付きタイヤ
29日前
横浜ゴム株式会社
機能部品付きタイヤ
29日前
横浜ゴム株式会社
機能部品付きタイヤ
29日前
横浜ゴム株式会社
機能部品付きタイヤ
29日前
横浜ゴム株式会社
機能部品付きタイヤ
29日前
横浜ゴム株式会社
ゴム組成物の製造方法
1か月前
横浜ゴム株式会社
ゴム組成物およびタイヤ
1か月前
横浜ゴム株式会社
グリーンタイヤ運搬台車
2日前
横浜ゴム株式会社
チューブおよびその製造方法
18日前
横浜ゴム株式会社
空気入りタイヤ及びその製造方法
2日前
横浜ゴム株式会社
タイヤ用ゴム組成物およびタイヤ
1か月前
横浜ゴム株式会社
空気入りタイヤ及びその製造方法
19日前
横浜ゴム株式会社
空気入りタイヤ及びその製造方法
2日前
横浜ゴム株式会社
変性ジエン系重合体及びゴム組成物
1か月前
横浜ゴム株式会社
水酸基変性ジエン系ゴムの製造方法
18日前
横浜ゴム株式会社
ゴム組成物およびそれを用いたタイヤ
19日前
横浜ゴム株式会社
タイヤトレッドスプライス用セメント
3日前
横浜ゴム株式会社
対象物の遠隔管理システムおよび方法
1か月前
横浜ゴム株式会社
空気式防舷材の管理システムおよび方法
11日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ