TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025070783
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2023181326
出願日
2023-10-20
発明の名称
加工装置及び加工プロセス
出願人
本田技研工業株式会社
代理人
弁理士法人航栄事務所
主分類
B23K
20/00 20060101AFI20250424BHJP(工作機械;他に分類されない金属加工)
要約
【課題】駆動源が不要となり、コストが低減するとともに被加工部材の加工における生産性が向上する加工装置及び加工プロセスを提供する。
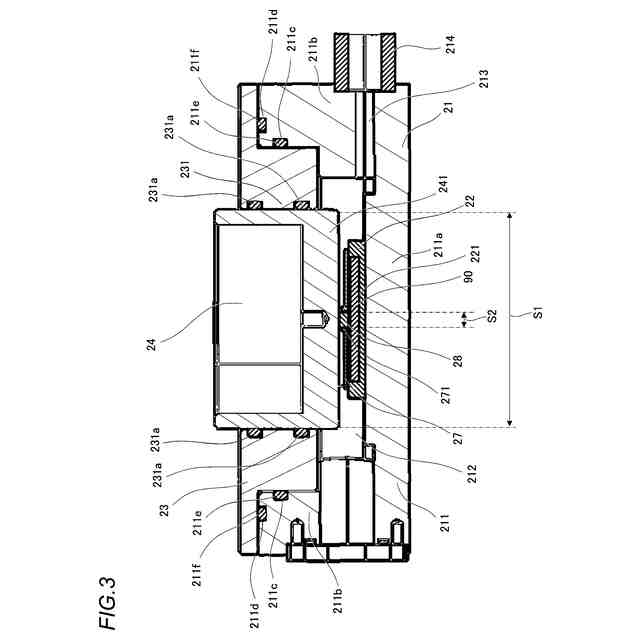
【解決手段】基板90に対して、加熱、加圧、及び、雰囲気制御を行うことができる加工装置10は、基板90が配置されるチャンバ部212を有する可動チャンバ20を備える。雰囲気制御においてチャンバ部212を真空引きする場合に、真空引きによる負圧によって基板90の所定領域を加圧することができる。
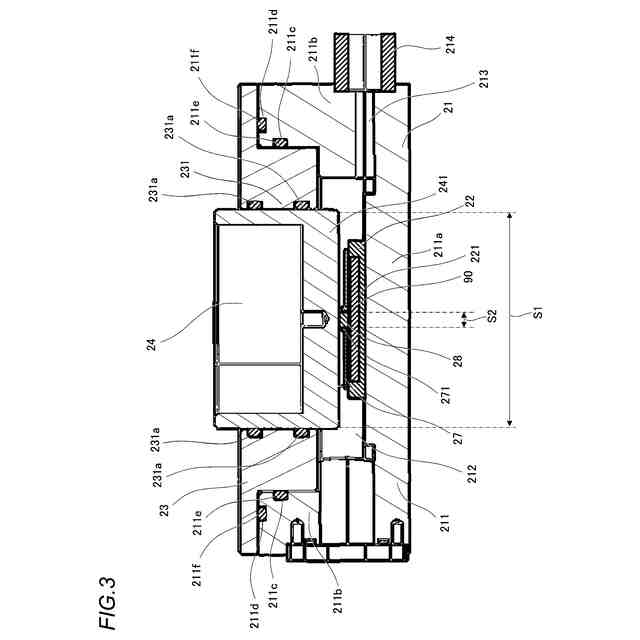
【選択図】図3
特許請求の範囲
【請求項1】
被加工部材に対して、加熱、加圧、及び、雰囲気制御を行うことができる加工装置であって、
前記被加工部材が配置されるチャンバ部を有するチャンバ装置を備え、
前記雰囲気制御において前記チャンバ部を真空引きする場合に、真空引きによる負圧によって前記被加工部材の所定領域を加圧することができる、加工装置。
続きを表示(約 1,200 文字)
【請求項2】
請求項1に記載の加工装置であって、
前記チャンバ装置は、
軸シールを有する軸受で支持され、少なくとも一部が前記チャンバ部の内部を摺動可能な加圧シャフトをさらに備え、
前記チャンバ部を真空引きする場合に、真空引きによる負圧によって前記加圧シャフトが摺動し、前記被加工部材の前記所定領域を加圧する、
加工装置。
【請求項3】
請求項2に記載の加工装置であって、
前記加圧シャフトは、底部を有する筒状であり、
前記加圧シャフトの前記底部の面積は、前記被加工部材の前記所定領域の面積の7倍以上である、
加工装置。
【請求項4】
請求項2に記載の加工装置であって、
前記加圧シャフトは、底部を有する筒状であり、
前記加圧シャフトの前記底部の面積は、前記被加工部材の前記所定領域の面積の99倍以上である、
加工装置。
【請求項5】
請求項1又は2に記載の加工装置であって、
前記チャンバ部の真空状態が維持された状態で加熱されることによって、前記被加工部材に対して、加熱、加圧、及び、雰囲気制御を同時に行うことができる、
加工装置。
【請求項6】
請求項1又は2に記載の加工装置であって、
前記チャンバ装置は、前記チャンバ部を真空状態に維持可能な真空バルブを備え、
前記チャンバ装置には、前記チャンバ部を真空状態に維持しながら取り外し可能に真空ポンプが連結可能である、
加工装置。
【請求項7】
請求項1又は2に記載の加工装置であって、
前記チャンバ装置と分離して設けられた加熱装置を備える、
加工装置。
【請求項8】
被加工部材に対して、加熱、加圧、及び、雰囲気制御を行う加工プロセスであって、
前記被加工部材の雰囲気を真空引きする場合に、真空引きによる負圧を用いて前記被加工部材の所定領域を加圧する、
加工プロセス。
【請求項9】
請求項8に記載の加工プロセスであって、
軸シールを有する軸受で支持される摺動可能な加圧シャフトを用いて前記被加工部材の前記所定領域を加圧し、
前記被加工部材の雰囲気を真空引きする場合に、真空引きによる負圧によって前記加圧シャフトが摺動させて、前記被加工部材の前記所定領域を加圧する、
加工プロセス。
【請求項10】
請求項9に記載の加工プロセスであって、
前記加圧シャフトは、底部を有する筒状であり、
前記加圧シャフトの前記底部の面積は、前記被加工部材の前記所定領域の面積の7倍以上である、
加工プロセス。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、基板等の被加工部材を加工する加工装置及び加工プロセスに関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
近年、より多くの人々が手ごろで信頼でき、持続可能且つ先進的なエネルギーへのアクセスを確保できるようにするため、エネルギーの効率化に貢献する研究開発が行われている。
【0003】
基板等の被加工部材を加工する加工装置及び加工プロセスにおいても、エネルギーの効率化に貢献することが求められている。例えば、特許文献1には、圧着に必要な押圧力を小さくすることができる加工装置が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2009-061487号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1の加工装置では、押圧力を発生させるための駆動源が必要となるため、コストの低減及び生産性に改善の余地があった。
【0006】
本発明は、駆動源が不要となり、コストが低減するとともに被加工部材の加工における生産性が向上する加工装置及び加工プロセスを提供する。
【課題を解決するための手段】
【0007】
本発明の第1態様は、
被加工部材に対して、加熱、加圧、及び、雰囲気制御を行うことができる加工装置であって、
前記被加工部材が配置されるチャンバ部を有するチャンバ装置を備え、
前記雰囲気制御において前記チャンバ部を真空引きする場合に、真空引きによる負圧によって前記被加工部材の所定領域を加圧することができる、
加工装置である。
【0008】
本発明の第2態様は、
被加工部材に対して、加熱、加圧、及び、雰囲気制御を行う加工プロセスであって、
前記被加工部材の雰囲気を真空引きする場合に、真空引きによる負圧を用いて前記被加工部材の所定領域を加圧する、
加工プロセスである。
【発明の効果】
【0009】
本発明によれば、被加工部材の所定領域を加圧するための駆動源が不要となり、コストが低減するとともに被加工部材の加工における生産性が向上する。
【図面の簡単な説明】
【0010】
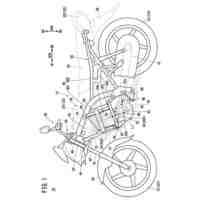
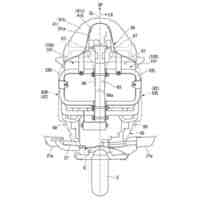
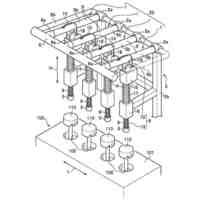
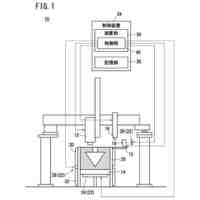
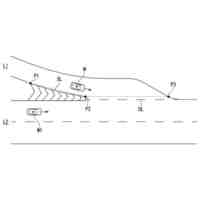
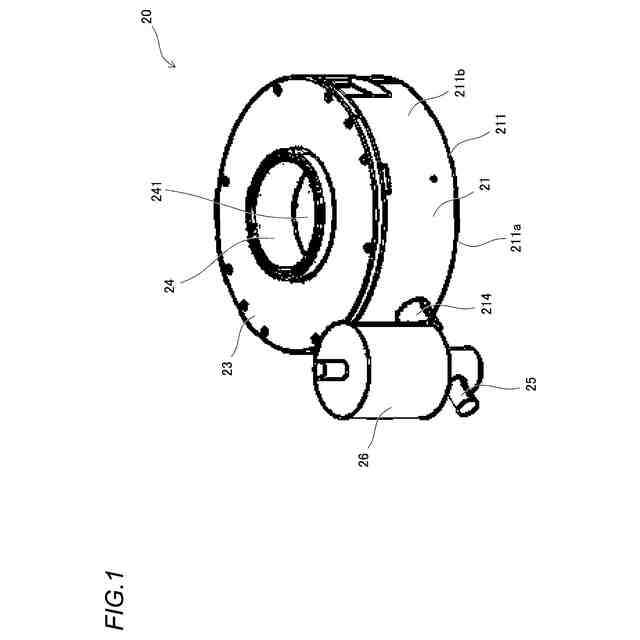
本発明の一実施形態の加工装置における可動チャンバの斜視図である。
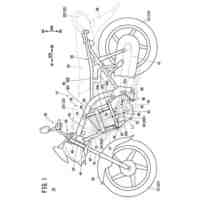
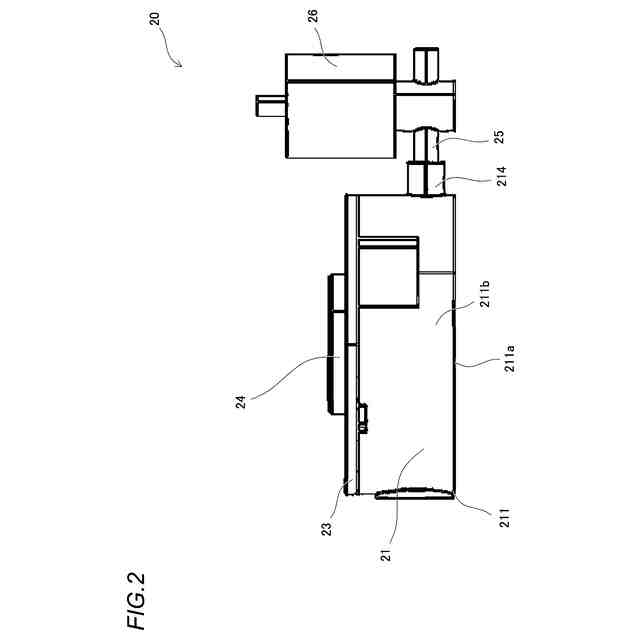
図1の可動チャンバの側面図である。
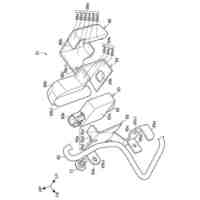
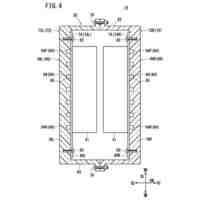
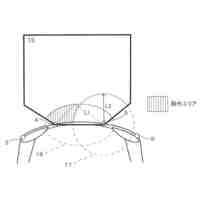
図2の可動チャンバの要部断面図である。
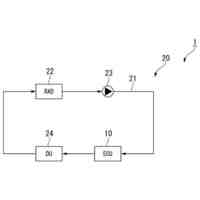
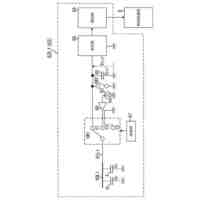
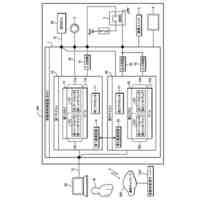
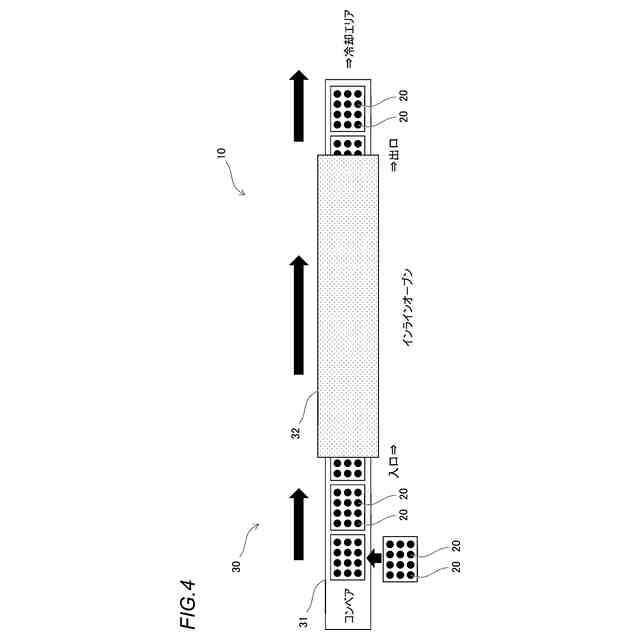
本発明の一実施形態の加工装置における加熱装置の模式図である。
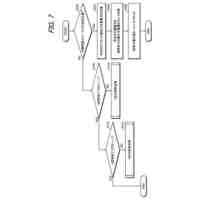
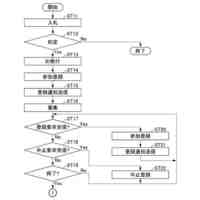
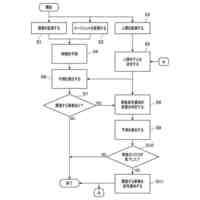
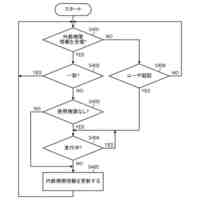
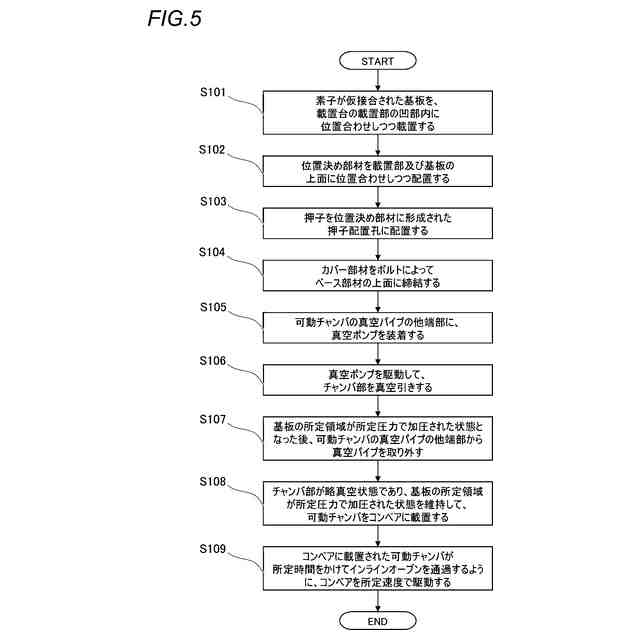
図1から図4に示した加工装置による基板の加工プロセスの一例を示すフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
本田技研工業株式会社
電動車両
3日前
本田技研工業株式会社
電動車両
3日前
本田技研工業株式会社
鞍乗り型車両
今日
本田技研工業株式会社
車両の制御装置
11日前
本田技研工業株式会社
ステアリング装置
1日前
本田技研工業株式会社
鞍乗り型電動車両
3日前
本田技研工業株式会社
ステアリング装置
11日前
本田技研工業株式会社
被遮蔽物視認化装置
2日前
本田技研工業株式会社
静電アクチュエータ
11日前
本田技研工業株式会社
床下画像表示システム
今日
本田技研工業株式会社
バッテリケース及び車両
7日前
本田技研工業株式会社
押圧装置および押圧システム
4日前
本田技研工業株式会社
駐車制御装置及び駐車制御方法
今日
本田技研工業株式会社
三次元造形装置及び鋳型造形方法
8日前
株式会社アイシン
運転支援装置
3日前
本田技研工業株式会社
運転支援装置および運転支援方法
10日前
本田技研工業株式会社
制御装置、プログラム及び制御方法
11日前
本田技研工業株式会社
車両制御システム、および制御方法
11日前
本田技研工業株式会社
非接触電力伝送システムの制御装置
今日
本田技研工業株式会社
位置推定装置および車両制御システム
3日前
本田技研工業株式会社
シーリング材、自動車用シーリング材
11日前
本田技研工業株式会社
制御装置、制御方法、およびプログラム
4日前
本田技研工業株式会社
制御システム、制御方法、およびプログラム
8日前
本田技研工業株式会社
運転支援装置、情報処理方法、及びプログラム
1日前
本田技研工業株式会社
移動体制御装置、移動体制御方法、及びプログラム
9日前
本田技研工業株式会社
管理装置、管理システム、端末装置、及びプログラム
11日前
本田技研工業株式会社
移動体の制御装置、移動体の制御方法、およびプログラム
3日前
本田技研工業株式会社
人的因子を用いた予測を使用する支援システムおよびコンピュータ実装方法
15日前
本田技研工業株式会社
車両の制御装置、制御方法、及びプログラム
10日前
個人
タップ
22日前
個人
加工機
16日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
9日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
15日前
日東精工株式会社
ねじ締め機
1日前
株式会社不二越
ドリル
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ