TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025079809
公報種別
公開特許公報(A)
公開日
2025-05-22
出願番号
2024193766
出願日
2024-11-05
発明の名称
三次元造形装置及び鋳型造形方法
出願人
本田技研工業株式会社
代理人
弁理士法人桐朋
主分類
B29C
64/106 20170101AFI20250515BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
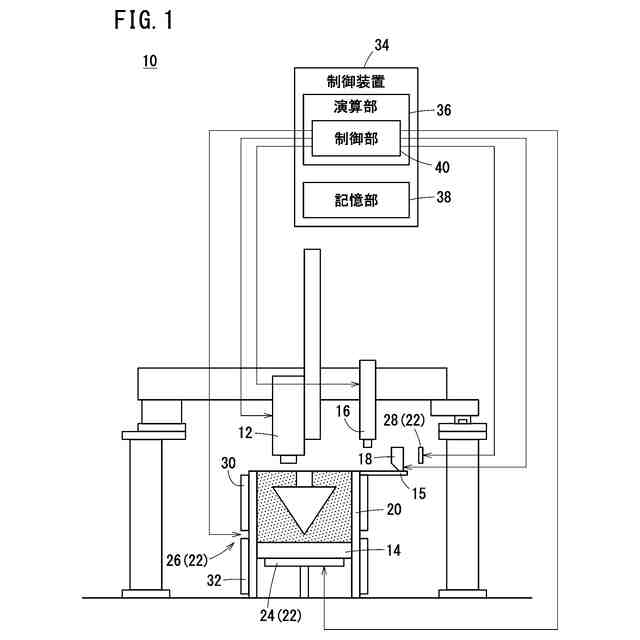
【解決手段】積層造形を行う三次元造形装置(10)であって、テーブル(14)と、熱可塑性造形材を加熱し吐出することにより、テーブル上に熱可塑性造形材を積層するヘッド(12)と、スラリ状の型材を塗布することにより、テーブル上に型材を積層するスキージ(18)と、テーブル上に積層された型材の硬化を促進させる硬化促進部(22)と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
積層造形を行う三次元造形装置であって、
テーブルと、
熱可塑性造形材を加熱し吐出することにより、前記テーブル上に前記熱可塑性造形材を積層するヘッドと、
スラリ状の型材を塗布することにより、前記テーブル上に前記型材を積層するスキージと、
前記テーブル上に積層された前記型材の硬化を促進させる硬化促進部と、
を備える、三次元造形装置。
続きを表示(約 1,400 文字)
【請求項2】
請求項1に記載の三次元造形装置において、
前記硬化促進部は、前記テーブルに設けられた第1温度調節器であり、
前記テーブル上に積層された前記熱可塑性造形材と前記テーブル上に積層された前記型材とを前記第1温度調節器が加熱する、三次元造形装置。
【請求項3】
請求項1又は2に記載の三次元造形装置において、
前記硬化促進部は、空気を送り出すブロアーであり、
前記テーブル上に積層された前記熱可塑性造形材と前記テーブル上に積層された前記型材とに前記ブロアーが空気を吹き付ける、三次元造形装置。
【請求項4】
請求項1又は2に記載の三次元造形装置において、
前記テーブルに積層された前記熱可塑性造形材と前記テーブルに積層された前記型材とを収容する収容槽を備え、
前記硬化促進部は、前記収容槽の側面に設けられた第2温度調節器であり、
前記テーブル上に積層された前記熱可塑性造形材と前記テーブル上に積層された前記型材とを前記第2温度調節器が加熱する、三次元造形装置。
【請求項5】
請求項1又は2に記載の三次元造形装置において、
前記熱可塑性造形材は、ロウ材、ワックス材を含む油脂、又は、ポリ乳酸を含む熱可塑性樹脂である、三次元造形装置。
【請求項6】
鋳型を造形する鋳型造形方法であって、
三次元造形装置のヘッドから熱可塑性造形材を加熱し吐出することにより、テーブル上に前記熱可塑性造形材を積層する第1積層ステップと、
前記三次元造形装置のスキージでスラリ状の型材を塗布することにより、前記テーブル上に前記型材を積層する第2積層ステップと、
前記三次元造形装置の硬化促進部により、前記テーブル上に積層された前記型材の硬化を促進させる硬化促進ステップと、
を有する積層処理を繰り返すことにより、造形物を前記テーブル上に積層造形するステップと、
前記造形物内の前記熱可塑性造形材を溶融させ、溶融した前記熱可塑性造形材を排出することにより、硬化された前記型材から成る鋳型を得るステップと、
を有する、鋳型造形方法。
【請求項7】
請求項6に記載の鋳型造形方法において、
前記硬化促進部は、前記テーブルに設けられた第1温度調節器であり、
前記硬化促進ステップでは、前記テーブル上に積層された前記熱可塑性造形材と前記テーブル上に積層された前記型材とを前記第1温度調節器が加熱する、鋳型造形方法。
【請求項8】
請求項6又は7に記載の鋳型造形方法において、
前記硬化促進部は、空気を送り出すブロアーであり、
前記硬化促進ステップでは、前記テーブル上に積層された前記熱可塑性造形材と前記テーブル上に積層された前記型材とに前記ブロアーが空気を吹き付ける、鋳型造形方法。
【請求項9】
請求項6又は7に記載の鋳型造形方法において、
前記硬化促進部は、前記テーブルに積層された前記熱可塑性造形材と前記テーブルに積層された前記型材とを収容する収容槽の側面に設けられた第2温度調節器であり、
前記硬化促進ステップでは、前記テーブル上に積層された前記熱可塑性造形材と前記テーブル上に積層された前記型材とを前記第2温度調節器が加熱する、鋳型造形方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、三次元造形装置及び鋳型造形方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許第4374575号公報には、型枠内に樹脂模型を設置し、型枠内に石膏を流し込むことにより、石膏型を作成する造形方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特許第4374575号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近時では、より良好な造形技術が待望されている。
【0005】
本開示は、上述した課題を解決することを目的とする。
【課題を解決するための手段】
【0006】
本開示の第1の態様は、積層造形を行う三次元造形装置であって、テーブルと、熱可塑性造形材を加熱し吐出することにより、前記テーブル上に前記熱可塑性造形材を積層するヘッドと、スラリ状の型材を塗布することにより、前記テーブル上に前記型材を積層するスキージと、前記テーブル上に積層された前記型材の硬化を促進させる硬化促進部と、を備える、三次元造形装置である。
【0007】
本開示の第2の態様は、鋳型を造形する鋳型造形方法であって、三次元造形装置のヘッドから熱可塑性造形材を加熱し吐出することにより、テーブル上に前記熱可塑性造形材を積層する第1積層ステップと、前記三次元造形装置のスキージでスラリ状の型材を塗布することにより、前記テーブル上に前記型材を積層する第2積層ステップと、前記三次元造形装置の硬化促進部により、前記テーブル上に積層された前記型材の硬化を促進させる硬化促進ステップと、を有する積層処理を繰り返すことにより、造形物を前記テーブル上に積層造形するステップと、前記造形物内の前記熱可塑性造形材を溶融させ、溶融した前記熱可塑性造形材を排出することにより、硬化された前記型材から成る鋳型を得るステップと、を有する、鋳型造形方法である。
【発明の効果】
【0008】
本開示により、良好な三次元造形装置及び鋳型造形方法を提供できる。
【図面の簡単な説明】
【0009】
図1は、三次元造形装置の模式図である。
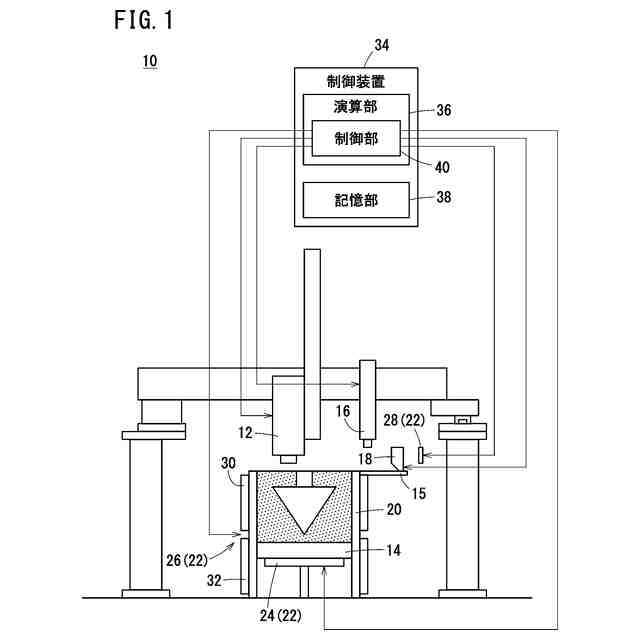
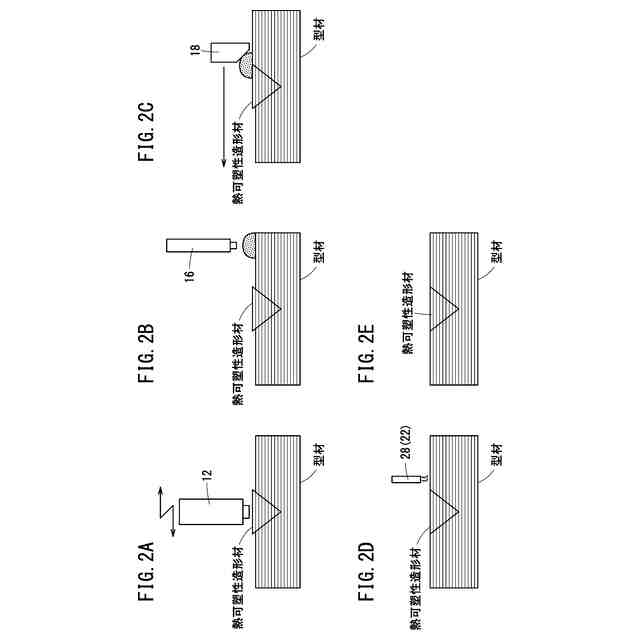
図2A~図2Eは、熱可塑性造形材及び型材の積層方法について説明する模式図である。
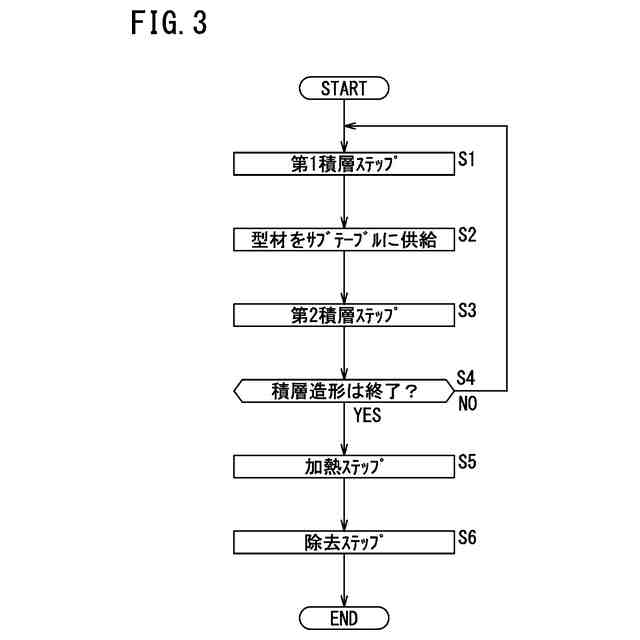
図3は、鋳型造形処理のフローチャートである。
【発明を実施するための形態】
【0010】
近時では、従来の鋳造や鍛造では成形が困難な複雑な形状を造形可能な三次元造形装置へのニーズが高まっており、量産金属部品製造への幅広い応用展開が求められている。しかし、一般的に三次元造形装置で用いられる金属材料は大量生産用材料に比べてコストが高い。また、造形物の機械的強度が大量生産製法に比べて低下する場合があるため、補助装置を用いて造形中に品質を管理したり、造形速度を遅くして品質を上げたりすることで対応している。あるいは、従来の金属材料とは異なる化学組成の材料を用いることで対応する場合もある。さらに、造形完了後に、造形サポートを除去したり、熱処理したりする等の後処理も必要になる。そのため、十分な品質と機械的強度を持つ造形物を完成させるまでにトータルでの造形時間が長くなる。上記のように、材料費が高く、造形時間が長いため、造形物のコストが高くなるという問題がある。また、持続可能な社会実現の観点からリユース可能な材料を用いて造形物を造形する等、より高度な技術の開発が待望されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ