TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025069966
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2023179928
出願日
2023-10-19
発明の名称
工具主軸ユニット及び工作機械
出願人
株式会社ツガミ
代理人
個人
,
個人
主分類
B23Q
11/00 20060101AFI20250424BHJP(工作機械;他に分類されない金属加工)
要約
【課題】内部に残留するクーラント量を従来よりも減らすことができる工具主軸ユニットを提供する。
【解決手段】工具主軸ユニットは、工具主軸台13と、工具主軸台13に回転可能に支持され、先端に装着された工具ユニット70によりワークを加工する主軸11と、クーラントの流路とエアの流路と、を備える。クーラント及びエアは、主軸11の内部に設けられた合流箇所51bまで互いに独立した流路を流れ、合流箇所51bよりも下流は共通の流路55aを流れ、合流箇所51bまでのエアの流路は、主軸の側方から合流箇所51bへ延びる流路を有し、主軸11内にエアを流入させる。
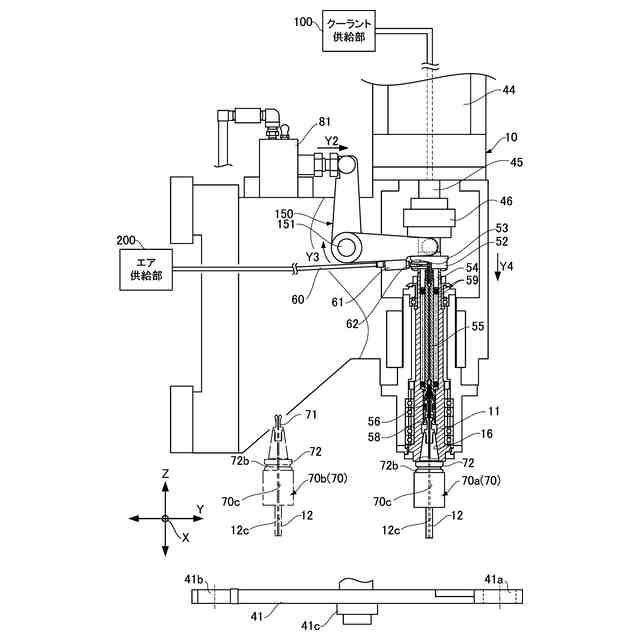
【選択図】図4
特許請求の範囲
【請求項1】
工具主軸台と、
前記工具主軸台に回転可能に支持され、先端に装着された工具ユニットによりワークを加工する主軸と、
クーラントの流路と、
エアの流路と、を備え、
クーラント及びエアは、前記主軸の内部に設けられた合流箇所まで互いに独立した流路を流れ、前記合流箇所よりも下流は共通の流路を流れ、
前記合流箇所までのエアの流路は、前記主軸の側方から前記合流箇所へ延びる流路を有し、前記主軸内にエアを流入させる、
工具主軸ユニット。
続きを表示(約 600 文字)
【請求項2】
前記合流箇所まで延びるエアの流路が形成され、前記主軸に交差するように差し込まれた主軸差込部材と、
内部に前記合流箇所が設けられ、前記主軸差込部材に貫通した状態で設けられたパイプ部材と、
前記パイプ部材に接続され、前記主軸の軸方向に移動することで、前記工具ユニットを着脱可能なコレットを動作させるドローバーと、をさらに備え、
前記パイプ部材には、内部に形成された流路と前記主軸差込部材との流路とをつなげるエア流入孔が形成されており、
前記主軸差込部材を流れるエアは、前記エア流入孔を通り、前記合流箇所に流入する、
請求項1に記載の工具主軸ユニット。
【請求項3】
送られてきたエアを前記主軸の内部に設けられた流路に供給可能な状態と、送られてきたエアを前記主軸の内部に設けられた流路に供給不可能な状態との間で状態を変化させるエア供給口をさらに備える、
請求項1に記載の工具主軸ユニット。
【請求項4】
前記エア供給口は、エアを供給する際のエア圧を受けて、前記主軸差込部材に向けて移動し接触する、
請求項3に記載の工具主軸ユニット。
【請求項5】
装着された前記工具ユニットによって、前記ワークを加工する請求項1~4のいずれか1項に記載の工具主軸ユニットを備える、
工作機械。
発明の詳細な説明
【技術分野】
【0001】
本発明は、工具主軸ユニット及び工作機械に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
工作機械に設けられた工具主軸ユニットとして、例えば特許文献1に開示されているように、先端からクーラント及びエアを排出する機能を有するものが知られている。
【先行技術文献】
【特許文献】
【0003】
特開2015-47669号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
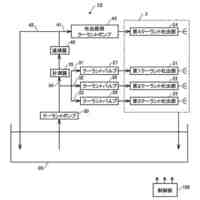
特許文献1の工具主軸ユニット等の従来の工作機械では、図10に示すように、クーラント供給部280に接続されたクーラントの流路220と、エア供給部290に接続されたエアの流路230とが、工具主軸ユニット210の外側にある合流部240で合流し、それ以降クーラントとエアは、同一の流路250を通り排出される。工具ユニット270によるワークの加工が完了すると、工具ユニット270から排出されていたクーラントの供給が止められる。そして、工具交換のために工具ユニット270が取り外されるが、その際、工具主軸ユニット210の先端に設けられた吹付ノズル257からエアを吹き付けることで、工具ユニット270や、テーパ穴216についた付着物を除去している。しかしながら、合流部240から吹付ノズル257までの長い区間にわたって、多くのクーラントが残留しており、エアを吹き付けるまでのクーラントの排出に時間がかかるという問題がある。
【0005】
本発明は、このような問題点に着目してなされたもので、内部に残留するクーラントを従来よりも減らすことができる工具主軸ユニット及び工作機械を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明の工具主軸ユニットは、工具主軸台と、前記工具主軸台に回転可能に支持され、先端に装着された工具ユニットによりワークを加工する主軸と、クーラントの流路と、エアの流路と、を備え、クーラント及びエアは、前記主軸の内部に設けられた合流箇所まで互いに独立した流路を流れ、前記合流箇所よりも下流は共通の流路を流れ、前記合流箇所までのエアの流路は、前記主軸の側方から前記合流箇所へ延びる流路を有し、前記主軸内にエアを流入させる。
【0007】
上記目的を達成するため、本発明の工作機械は、装着された前記工具ユニットによって、前記ワークを加工する上記の工具主軸ユニットを備える。
【発明の効果】
【0008】
本発明によれば、内部に残留するクーラントを従来よりも減らすことができる工具主軸ユニット及び工作機械を提供することができる。
【図面の簡単な説明】
【0009】
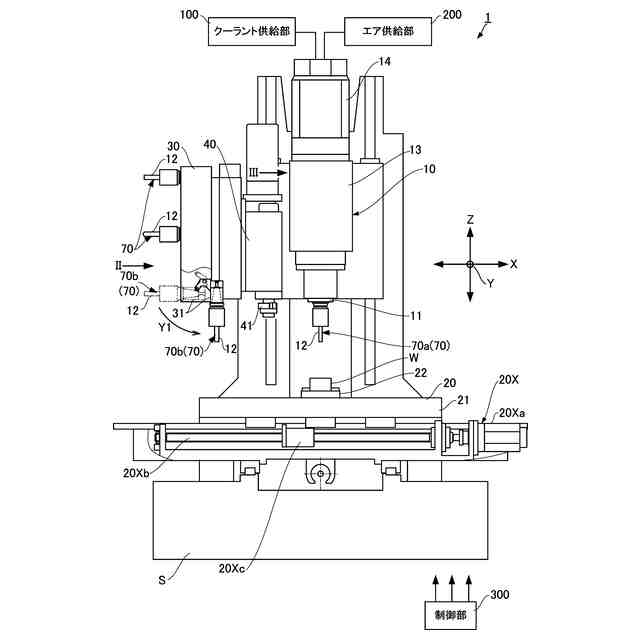
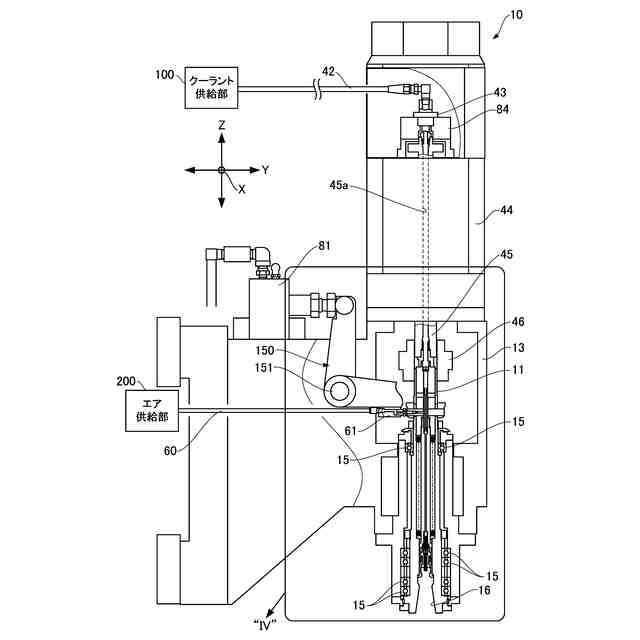
本発明の実施の形態に係る工作機械の正面図である。
図1中の矢視IIからみた工作機械の側面図である。
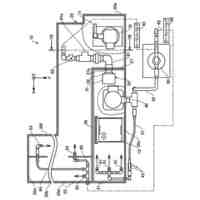
図1中の矢視IIIからみた工作機械のアンクランプ状態を示した部分断面図である。
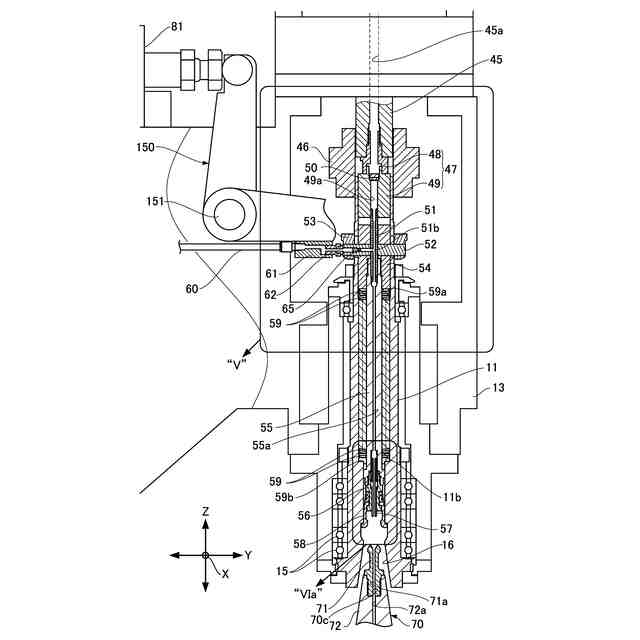
図3中の“IV”部を拡大した工作機械の部分拡大図である。
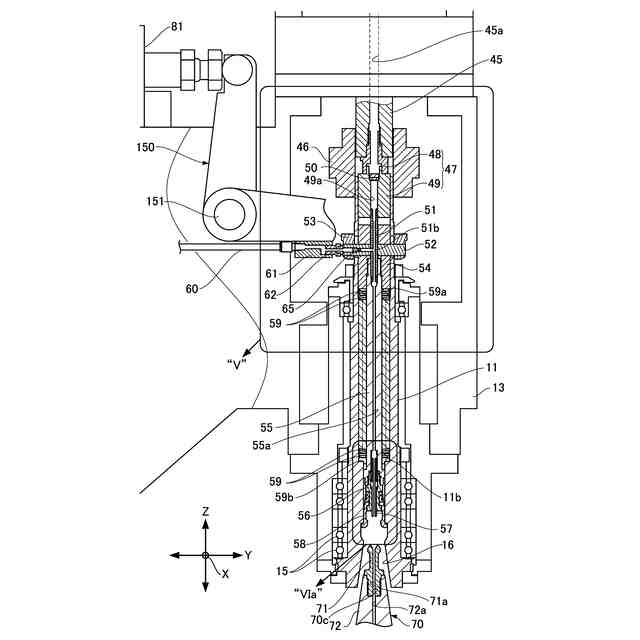
図4中の“V”部を拡大した工作機械の部分拡大図である。
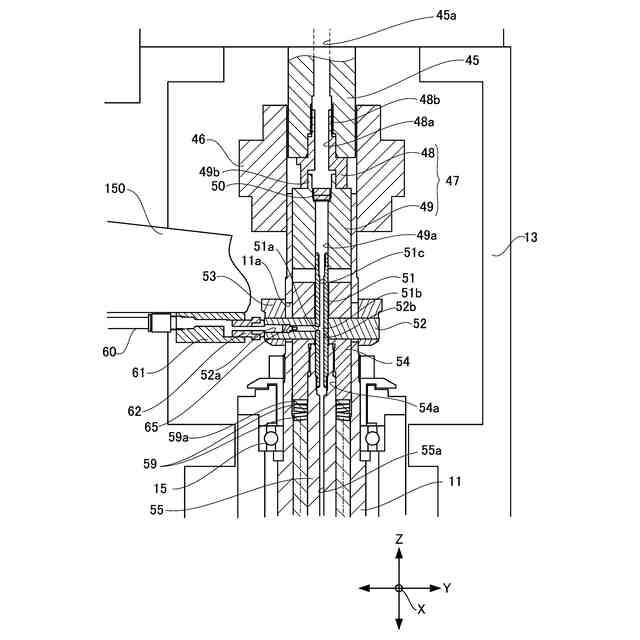
(a)は図4中の“VIa”部を拡大した工作機械の部分拡大図であり、(b)は(a)の工作機械が工具ユニットをクランプした状態を示した図である。
本発明の実施の形態に係る工作機械のクランプ状態を示した部分断面図である。
図7に示す工作機械がアンクランプ状態になったときの部分断面図である。
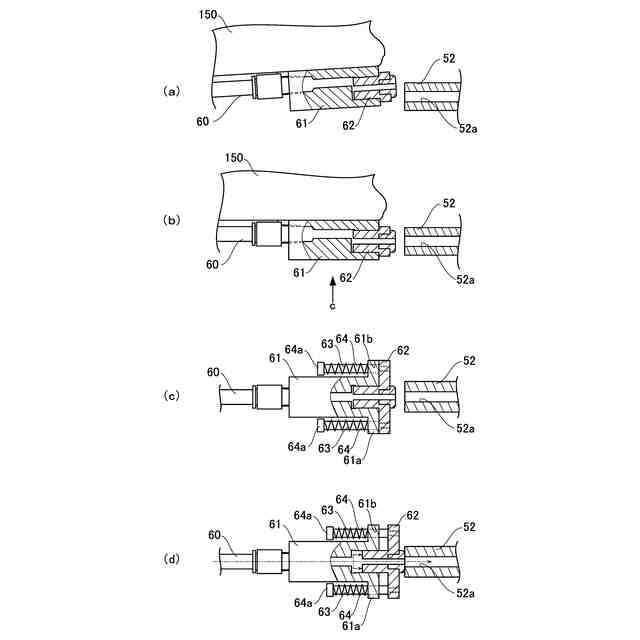
本発明の実施の形態に係る工作機械のエア供給口とアンクランプシャフトとの関係を示した図であり、(a)は工作機械がクランプ状態にあるときに図3と同様の方向からみたときの部分断面図、(b)は工作機械がアンクランプ状態でエアが供給されていないときに図3と同様の方向からみたときの部分断面図、(c)は(b)中の矢視cからみたときの部分断面図、(d)は(c)で示す状態からエアが供給されているときの部分断面図である。
従来の工作機械の工具主軸の側面図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施の形態に係る工具主軸ユニット及び工作機械について、図面を参照しながら説明する。以下の説明において、図1に示すように、主軸11の回転軸に平行な方向をZ軸と規定し、Z軸方向に直交する方向をX軸方向及びY軸方向と規定する。すなわち、Z軸方向は高さ方向と一致し、X軸方向及びY軸方向は水平方向において互いに直交する方向である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ツガミ
クーラント装置及び工作機械
1か月前
株式会社ツガミ
クーラント装置及び工作機械
1か月前
個人
タップ
3か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
3か月前
株式会社ダイヘン
溶接電源装置
15日前
株式会社ダイヘン
溶接電源装置
13日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
今日
有限会社 ナプラ
金属粒子
4か月前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
1か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
日進工具株式会社
エンドミル
3か月前
ブラザー工業株式会社
工作機械
4か月前
ブラザー工業株式会社
工作機械
4か月前
大見工業株式会社
ドリル
8日前
村田機械株式会社
レーザ加工機
2か月前
トヨタ自動車株式会社
接合方法
3か月前
村田機械株式会社
レーザ加工機
2か月前
株式会社トヨコー
被膜除去方法
2か月前
株式会社FUJI
チャック装置
4か月前
株式会社不二越
超硬合金製ドリル
3か月前
住友重機械工業株式会社
加工装置
1か月前
有限会社 ナプラ
ソルダペースト
1か月前
株式会社プロテリアル
金属箔の溶接方法
3か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ