TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025069846
公報種別
公開特許公報(A)
公開日
2025-05-01
出願番号
2023179820
出願日
2023-10-18
発明の名称
樹脂成形品の製造方法、及び樹脂成形装置
出願人
TOWA株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
H01L
21/56 20060101AFI20250423BHJP(基本的電気素子)
要約
【課題】 トランスファ成形により得られる樹脂成形品を安定的に搬送するための、樹脂成形品の製造方法を提供する。
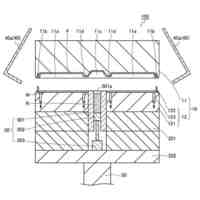
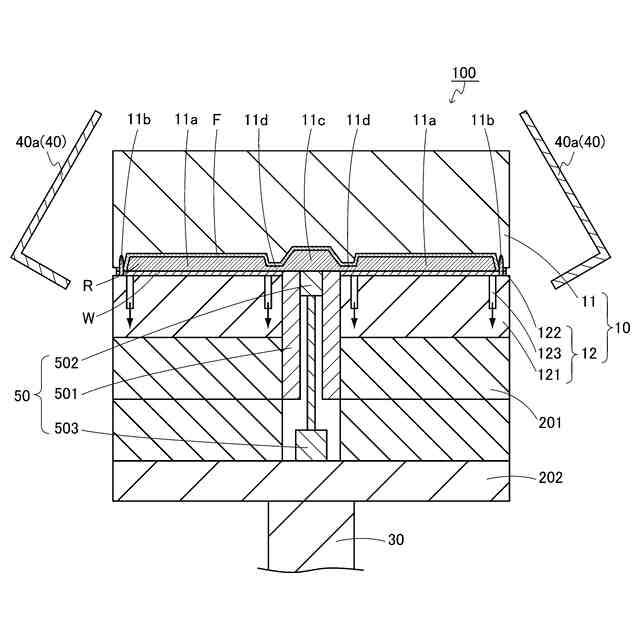
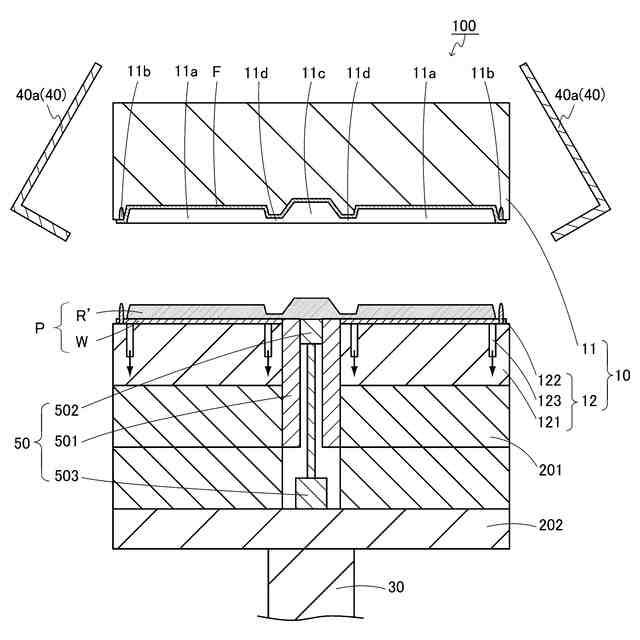
【解決手段】 成形型10を用いた樹脂成形品の製造方法であって、上型11と下型12とが成形対象物Wを挟むように型締めを行う工程と、型締め工程の後、トランスファ式の樹脂成形を行う工程と、樹脂成形工程の後に、型開きを行う工程と、型開き工程の後に、成形対象物Wを搬送する工程とを含み、型開き工程として、樹脂成形工程の後に上型11に対して下型12を相対的に下側に移動させる工程と、第1移動工程の後に上型11に対して下型12を相対的に上側に移動させることにより成形対象物Wを加圧し、加圧と同時に成形対象物Wを加熱する工程と、加圧加熱工程の後に、上型11に対して下型12を相対的に下側に移動させる工程とを含む、樹脂成形品の製造方法。
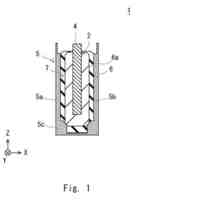
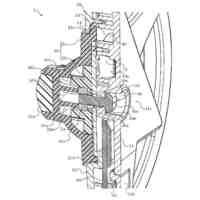
【選択図】 図1
特許請求の範囲
【請求項1】
樹脂成形装置を用いて樹脂成形品を製造する樹脂成形品の製造方法であって、
前記樹脂成形装置は、
上型及び下型を含む、成形型と、
成形対象物を吸引して前記下型に吸着させる、吸着機構と、を含み、
前記下型には、前記吸着機構により前記成形対象物を吸着するための吸着孔及び吸引経路が設けられ、前記吸着孔は前記吸引経路に連絡しており、
前記樹脂成形品の製造方法は、前記下型に吸着している前記成形対象物に対してトランスファ式の樹脂成形を行うことによって前記樹脂成形品を製造する方法であり、型締め工程、樹脂成形工程、型開き工程、及び搬送工程を含み、
前記型締め工程は、前記上型と前記下型とが前記成形対象物を挟むように型締めを行う工程であり、
前記樹脂成形工程は、前記型締め工程の後、トランスファ式の樹脂成形を行う工程であり、
前記型開き工程は、前記樹脂成形工程の後に、型開きを行う工程であり、
前記搬送工程は、前記型開き工程の後に、前記成形対象物を搬送する工程であり、
前記型開き工程は、第1移動工程、加圧加熱工程、及び第2移動工程を含み、
前記第1移動工程は、前記樹脂成形工程の後に、前記上型に対して前記下型を相対的に下側に移動させる工程であり、
前記加圧加熱工程は、前記第1移動工程の後に、前記上型に対して前記下型を相対的に上側に移動させることにより、前記成形対象物を加圧するとともに加熱する工程であり、
前記第2移動工程は、前記加圧加熱工程の後に、前記上型に対して前記下型を相対的に下側に移動させる工程である、
樹脂成形品の製造方法。
続きを表示(約 540 文字)
【請求項2】
前記型開き工程は、さらに、吸着制御工程を含み、
前記吸着制御工程は、
前記第1移動工程の後に、前記下型の前記吸引を停止し、
前記加圧加熱工程の前に、前記下型の前記吸引を開始する工程である、
請求項1記載の樹脂成形品の製造方法。
【請求項3】
前記第1移動工程後における前記上型と前記下型との間隔が、前記搬送工程直前における前記上型と前記下型との間隔よりも狭い、
請求項1又は2に記載の樹脂成形品の製造方法。
【請求項4】
前記加圧加熱工程における圧力が、前記型締め工程における圧力よりも小さい、
請求項1から3のいずれか一項に記載の樹脂成形品の製造方法。
【請求項5】
請求項1から4のいずれか一項に記載の製造方法に従って樹脂成形品を製造する樹脂成形装置であり、
前記樹脂成形装置は、
上型及び下型を含む成形型と、
前記上型及び前記下型を型締めする型締め機構と、
型開きした前記成形型から樹脂成形後の成形対象物を取り出して搬送する搬送機構と、を含み、
前記成形型によってトランスファ式の樹脂成形を行う、
樹脂成形装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、樹脂成形品の製造方法、及び樹脂成形装置に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
樹脂成形品の製造において、トランスファ式の製造方法は広く用いられている。
【0003】
特許文献1には、樹脂を収容するポットと、前記ポットに収容された前記樹脂を圧送するためのプランジャとを有し、クランパーにより下型及び上型を型締めすると、カル部とランナ部とからなる樹脂流路が前記ポットとキャビティとを連通し、前記プランジャにより溶融した樹脂を前記キャビティに注入して、成形対象物の電子部品を樹脂封止する、樹脂成形品の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2023-84730号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1のような一般的なトランスファ式の樹脂成形品の製造方法では、樹脂成形の後に型開きをした場合に、成形対象物と樹脂の熱収縮率の違いに起因して樹脂成形品が反ってしまうことがある。通常、樹脂成形品は吸引機構により吸着させて成形型に保持させる。しかしながら、反りが大きい場合には樹脂成形品が安定的に吸着せず、樹脂成形品を搬出する際に搬出機構による樹脂成形品の保持が困難となる場合がある。
【0006】
そこで、本開示は、トランスファ成形により得られる樹脂成形品を安定的に搬送するための、樹脂成形品の製造方法、及び樹脂成形装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
この目的を達成するために、本開示の樹脂成形品の製造方法は、
樹脂成形装置を用いて樹脂成形品を製造する樹脂成形品の製造方法であって、
前記樹脂成形装置は、
上型及び下型を含む、成形型と、
成形対象物を吸引して前記下型に吸着させる、吸着機構と、を含み、
前記下型には、前記吸着機構により前記成形対象物を吸着するための吸着孔及び吸引経路が設けられ、前記吸着孔は前記吸引経路に連絡しており、
前記樹脂成形品の製造方法は、前記下型に吸着している前記成形対象物に対してトランスファ式の樹脂成形を行うことによって前記樹脂成形品を製造する方法であり、型締め工程、樹脂成形工程、型開き工程、及び搬送工程を含み、
前記型締め工程は、前記上型及び前記下型が前記成形対象物を挟むように型締めを行う工程であり、
前記樹脂成形工程は、前記型締め工程の後、トランスファ式の樹脂成形を行う工程であり、
前記型開き工程は、前記樹脂成形工程の後に、型開きを行う工程であり、
前記搬送工程は、前記型開き工程の後に、前記成形対象物を搬送する工程であり、
前記型開き工程は、第1移動工程、加圧加熱工程、及び第2移動工程を含み、
前記第1移動工程は、前記樹脂成形工程の後に、前記上型に対して前記下型を相対的に下側に移動させる工程であり、
前記加圧加熱工程は、前記第1移動工程の後に、前記上型に対して前記下型を相対的に上側に移動させることにより、前記成形対象物を加圧するとともに加熱する工程であり、
前記第2移動工程は、前記加圧加熱工程の後に、前記上型に対して前記下型を相対的に下側に移動させる工程である、樹脂成形品の製造方法である。
【0008】
本開示の樹脂成形装置は、
本開示の樹脂成形品の製造方法に従って樹脂成形品を製造する樹脂成形装置であり、
前記樹脂成形装置は、
上型及び下型を含む成形型と、
前記上型及び前記下型を型締めする型締め機構と、
型開きした前記成形型から樹脂成形後の成形対象物を取り出して搬送する搬送機構と、を含み、
前記成形型によってトランスファ式の樹脂成形を行う。
【発明の効果】
【0009】
本開示によれば、トランスファ成形により得られる樹脂成形品を安定的に搬送するための、樹脂成形品の製造方法、及び樹脂成形装置を提供することができる。
【図面の簡単な説明】
【0010】
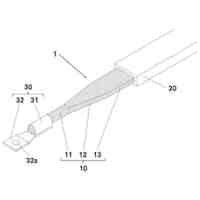
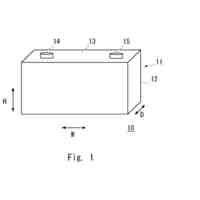
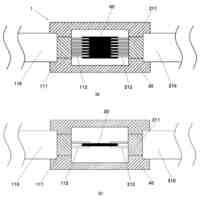
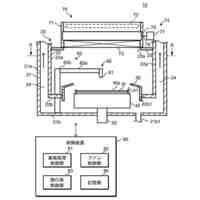
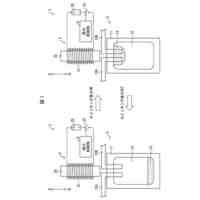
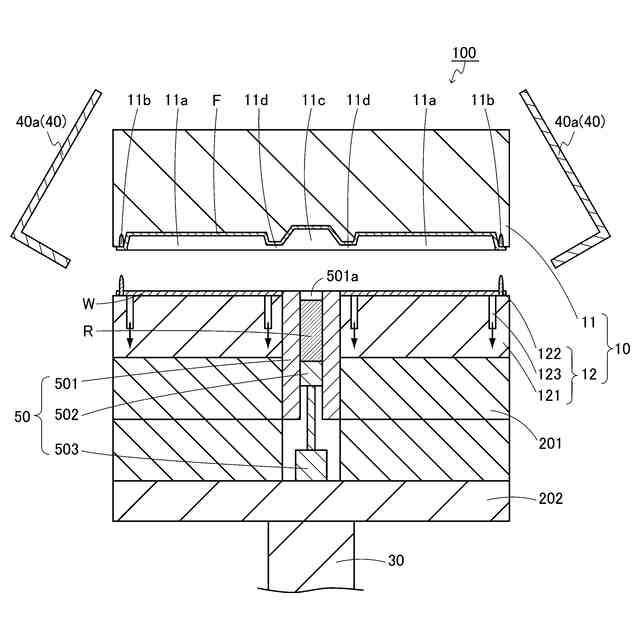
図1は、本開示の樹脂成形装置の一例と、それを用いた樹脂成形品の製造方法における一工程を例示する断面図である。
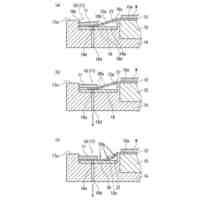
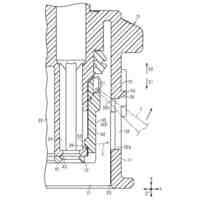
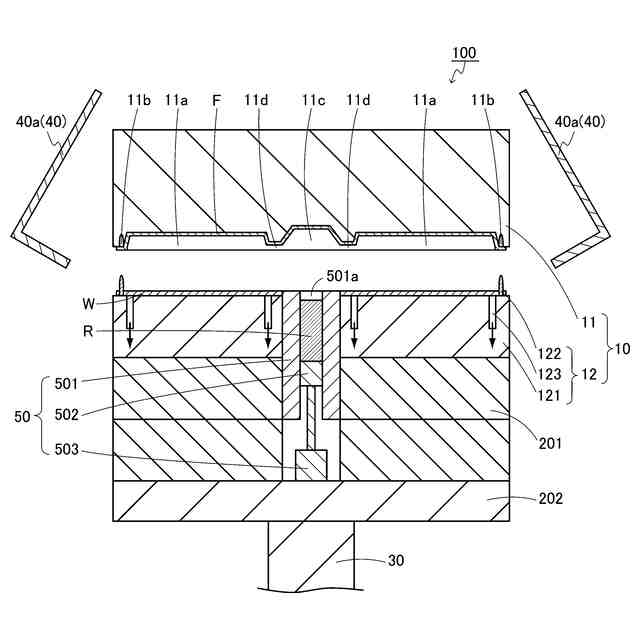
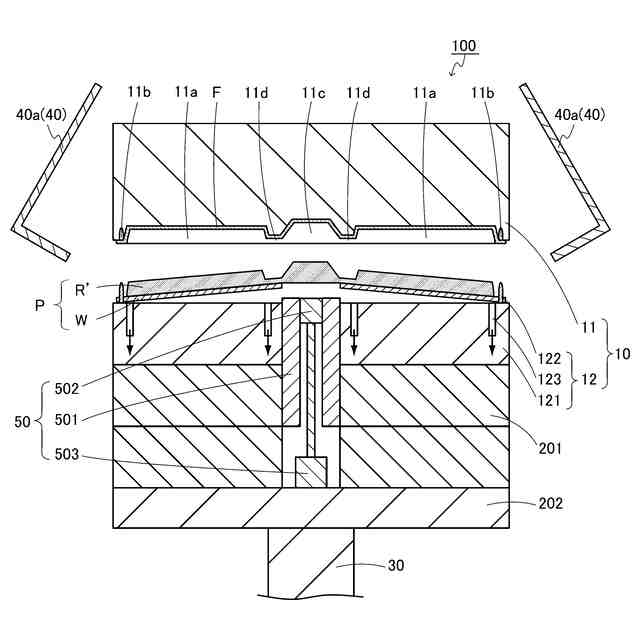
図2は、本開示の樹脂成形品の製造方法における別の一工程を例示する断面図である。
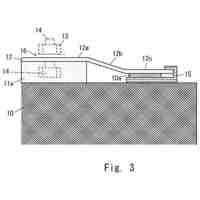
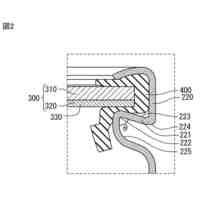
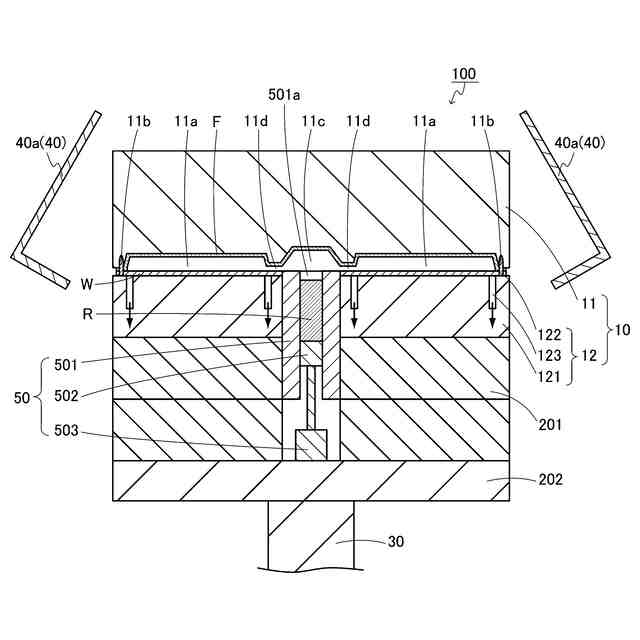
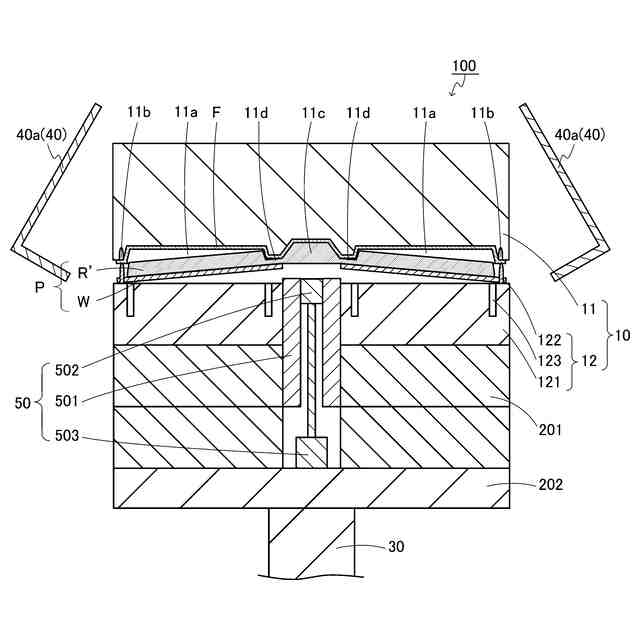
図3は、本開示の樹脂成形品の製造方法におけるさらに別の一工程を例示する断面図である。
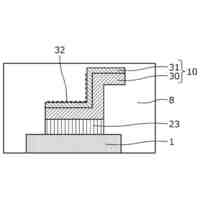
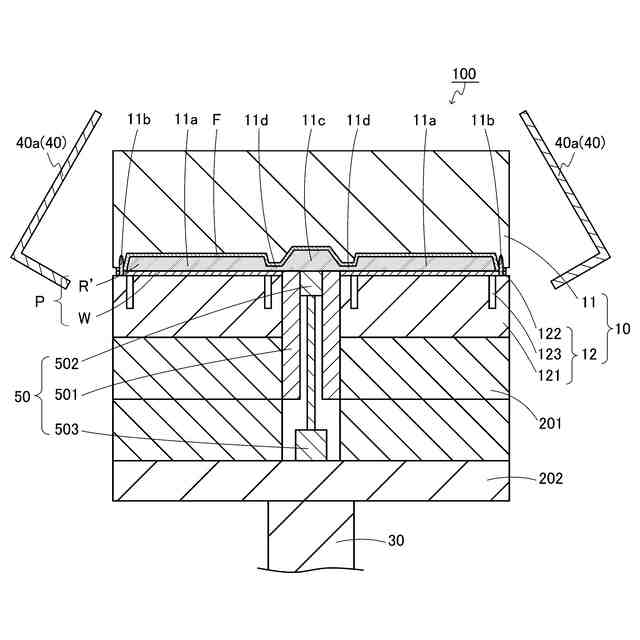
図4は、本開示の樹脂成形品の製造方法におけるさらに別の一工程を例示する断面図である。
図5は、本開示の樹脂成形品の製造方法におけるさらに別の一工程を例示する断面図である。
図6は、本開示の樹脂成形品の製造方法におけるさらに別の一工程を例示する断面図である。
図7は、本開示の樹脂成形品の製造方法におけるさらに別の一工程を例示する断面図である。
図8は、本開示の樹脂成形品の製造方法におけるさらに別の一工程を例示する断面図である。
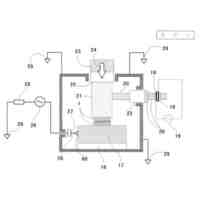
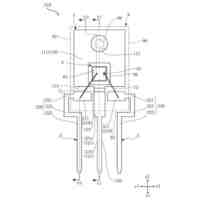
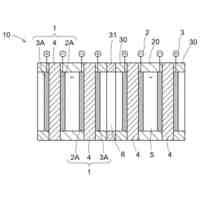
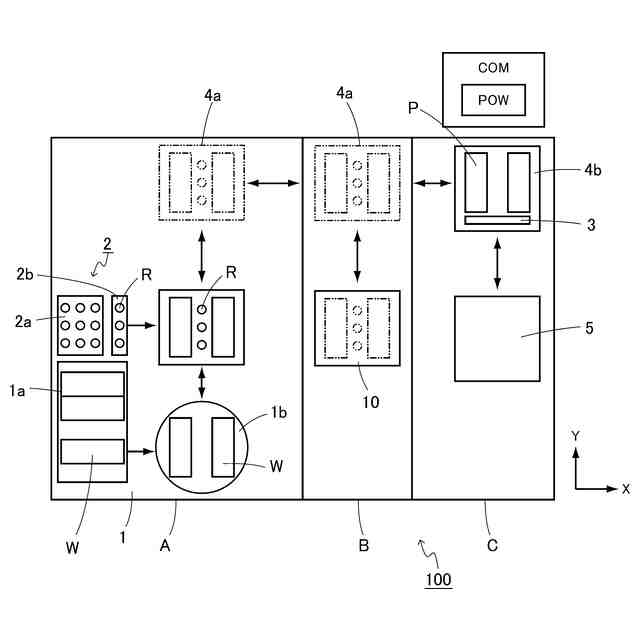
図9は、本開示の樹脂成形装置の構成の一例を示す平面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
TOWA株式会社
樹脂成形品の製造方法、及び樹脂成形装置
3日前
TOWA株式会社
集塵装置、樹脂成形装置及び樹脂成形品の製造方法
12日前
TOWA株式会社
成形型、樹脂成形装置、及び、樹脂成形品の製造方法
27日前
個人
超音波接合
18日前
日星電気株式会社
平型電線
27日前
株式会社GSユアサ
蓄電設備
26日前
株式会社GSユアサ
蓄電装置
2日前
株式会社FLOSFIA
半導体装置
24日前
オムロン株式会社
電磁継電器
3日前
オムロン株式会社
電磁継電器
3日前
日本特殊陶業株式会社
保持装置
2日前
トヨタ自動車株式会社
二次電池
26日前
日星電気株式会社
ケーブルの接続構造
24日前
株式会社村田製作所
電池
24日前
株式会社村田製作所
電池
24日前
株式会社村田製作所
電池
24日前
シチズン電子株式会社
発光装置
17日前
トヨタ自動車株式会社
二次電池
17日前
株式会社村田製作所
電池
25日前
キヤノン株式会社
無線通信装置
19日前
株式会社東京精密
ワーク保持装置
1か月前
ローム株式会社
半導体装置
25日前
株式会社バンダイ
電池収容構造及び玩具
2日前
住友電装株式会社
コネクタ
10日前
TDK株式会社
コイル部品
10日前
住友電装株式会社
コネクタ
24日前
住友電装株式会社
コネクタ
25日前
トヨタバッテリー株式会社
組電池
11日前
芝浦メカトロニクス株式会社
基板処理装置
25日前
オムロン株式会社
スイッチング素子
25日前
三菱電機株式会社
半導体装置
11日前
株式会社村田製作所
二次電池
25日前
富士電機株式会社
半導体モジュール
25日前
株式会社AESCジャパン
二次電池
2日前
株式会社アイシン
電池
17日前
KDDI株式会社
伸展マスト
26日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ