TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025065824
公報種別
公開特許公報(A)
公開日
2025-04-22
出願番号
2023175284
出願日
2023-10-10
発明の名称
ロータの製造装置及びロータの製造方法
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
H02K
15/035 20250101AFI20250415BHJP(電力の発電,変換,配電)
要約
【課題】エンドプレートの誤組み付けを抑制できるロータの製造装置及びロータの製造方法を提供する。
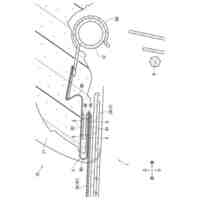
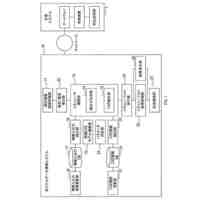
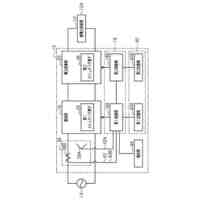
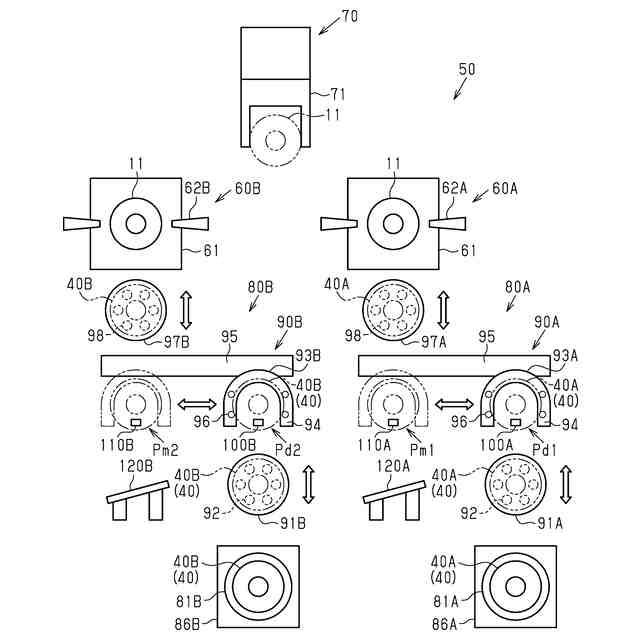
【解決手段】製造装置50は、ロータコア11の第1端部に第1エンドプレート40Aを溶接する第1溶接装置62Aと、第1溶接装置62Aに供給されるエンドプレート40が第1エンドプレート40Aであるか否かを検出する第1検出部100Aと、第1エンドプレート40Aが溶接されたロータコア11の第2端部に第2エンドプレート40Bを溶接する第2溶接装置62Bと、第2溶接装置62Bに供給されるエンドプレート40が第2エンドプレート40Bであるか否かを検出する第2検出部100Bとを備える。
【選択図】図4
特許請求の範囲
【請求項1】
軸線方向において互いに反対側に位置する第1端部及び第2端部を有するロータコアと、前記第1端部及び前記第2端部のそれぞれに溶接され、互いに形状が異なる2つのエンドプレートと、を備えるロータを製造するロータの製造装置であって、
前記第1端部に溶接される前記エンドプレートを第1エンドプレートとし、前記第2端部に溶接される前記エンドプレートを第2エンドプレートとするとき、
前記第1端部に前記第1エンドプレートを溶接する第1溶接装置と、
前記第1溶接装置に供給される前記エンドプレートが前記第1エンドプレートであるか否かを検出する第1検出部と、
前記第1端部に前記第1エンドプレートが溶接された前記ロータコアの前記第2端部に前記第2エンドプレートを溶接する第2溶接装置と、
前記第2溶接装置に供給される前記エンドプレートが前記第2エンドプレートであるか否かを検出する第2検出部と、を備える、
ロータの製造装置。
続きを表示(約 2,000 文字)
【請求項2】
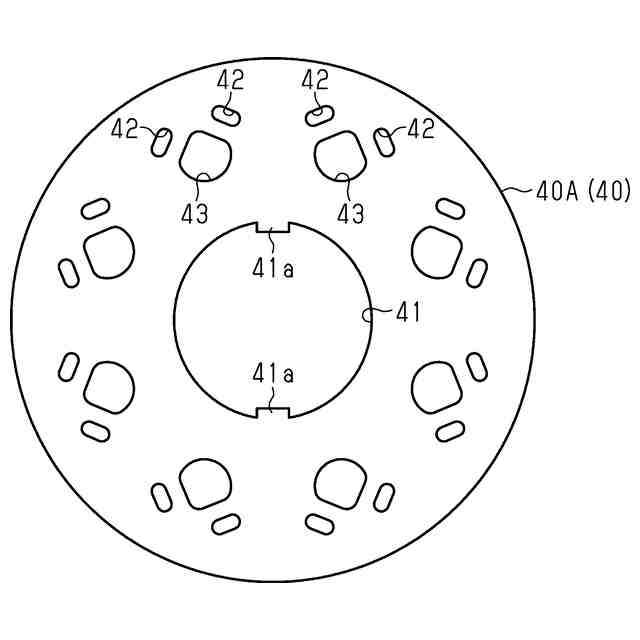
前記第1エンドプレートは、第1貫通孔を有しており、
前記第2エンドプレートは、前記第1貫通孔とは形状または大きさが異なる第2貫通孔を有しており、
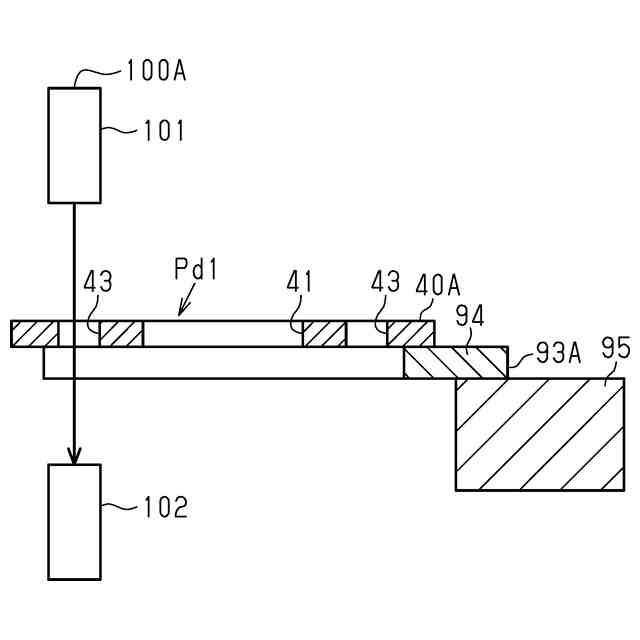
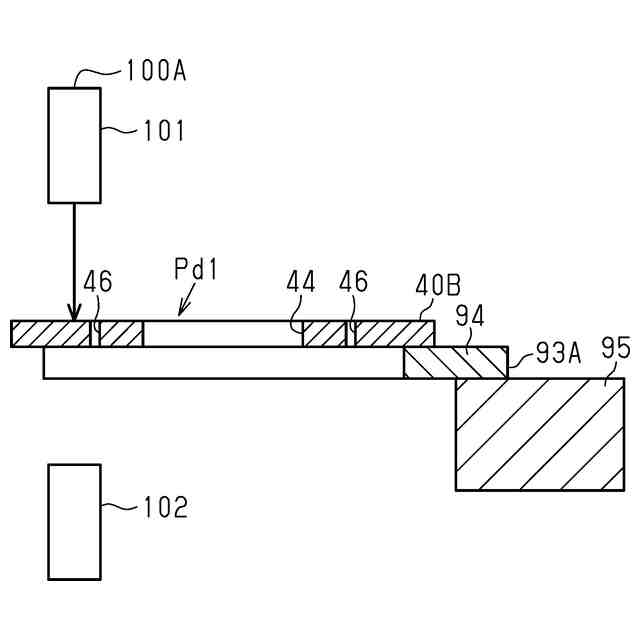
前記第1検出部及び前記第2検出部は、検出光を投光する投光部と、前記検出光を受光する受光部と、を備える光電センサであり、
前記第1検出部及び前記第2検出部の前記エンドプレートに対する投光領域は、前記第1エンドプレートにおいては前記第1貫通孔の形成領域である一方、前記第2エンドプレートにおいては前記第2貫通孔の形成領域を含まない領域であって、前記第2エンドプレートの表面を構成する領域である、
請求項1に記載のロータの製造装置。
【請求項3】
前記第1溶接装置に前記エンドプレートを搬送する第1搬送部と、
前記第2溶接装置に前記エンドプレートを搬送する第2搬送部と、を備え、
前記第1検出部は、前記第1搬送部により搬送される前記エンドプレートが前記第1エンドプレートであるか否かを検出し、
前記第2検出部は、前記第2搬送部により搬送される前記エンドプレートが前記第2エンドプレートであるか否かを検出し、
前記第1搬送部は、前記第1溶接装置に搬送する前記エンドプレートが前記第1エンドプレートでないことが検出された場合に、前記第1溶接装置への当該エンドプレートの搬送を中止し、
前記第2搬送部は、前記第2溶接装置に搬送する前記エンドプレートが前記第2エンドプレートでないことが検出された場合に、前記第2溶接装置への当該エンドプレートの搬送を中止する、
請求項1に記載のロータの製造装置。
【請求項4】
前記第1検出部によって前記第1エンドプレートであると検出された前記エンドプレートの板厚を測定する第1板厚測定部と、
前記第2検出部によって前記第2エンドプレートであると検出された前記エンドプレートの板厚を測定する第2板厚測定部と、を備え、
前記第1搬送部は、前記第1板厚測定部の測定結果が予め定められた第1閾値よりも大きい場合に、前記第1溶接装置への前記エンドプレートの搬送を中止し、
前記第2搬送部は、前記第2板厚測定部の測定結果が予め定められた第2閾値よりも大きい場合に、前記第2溶接装置への前記エンドプレートの搬送を中止する、
請求項3に記載のロータの製造装置。
【請求項5】
前記第1溶接装置に供給される前の前記第1エンドプレートを支持する第1治具と、
前記第1治具に係合する第1係合部を有し、前記第1治具を支持する第1支持台と、
前記第2溶接装置に供給される前の前記第2エンドプレートを支持する第2治具と、
前記第2治具に係合する第2係合部を有し、前記第2治具を支持する第2支持台と、を備え、
前記第1係合部は、前記第1治具との係合を許容する一方、前記第2治具との係合を規制し、
前記第2係合部は、前記第2治具との係合を許容する一方、前記第1治具との係合を規制する、
請求項1に記載のロータの製造装置。
【請求項6】
前記第1治具は、前記第1エンドプレートが載置される第1載置台と、前記第1載置台から延びる第1脚部と、を有しており、
前記第2治具は、前記第2エンドプレートが載置される第2載置台と、前記第2載置台から延びる第2脚部と、を有しており、
前記第1係合部は、前記第1脚部の挿入を許容する一方、前記第2脚部の挿入を規制する第1凹部を有しており、
前記第2係合部は、前記第2脚部の挿入を許容する一方、前記第1脚部の挿入を規制する第2凹部を有している、
請求項5に記載のロータの製造装置。
【請求項7】
軸線方向において互いに反対側に位置する第1端部及び第2端部を有するロータコアと、前記第1端部及び前記第2端部のそれぞれに溶接され、互いに形状が異なる2つのエンドプレートと、を備えるロータを製造するロータの製造方法であって、
前記第1端部に溶接される前記エンドプレートを第1エンドプレートとし、前記第2端部に溶接される前記エンドプレートを第2エンドプレートとするとき、
第1溶接装置を用いて、前記第1端部に前記第1エンドプレートを溶接する第1溶接工程と、
前記第1溶接装置に供給される前記エンドプレートが前記第1エンドプレートであるか否かを検出する第1検出工程と、
第2溶接装置を用いて、前記第1端部に前記第1エンドプレートが溶接された前記ロータコアの前記第2端部に前記第2エンドプレートを溶接する第2溶接工程と、
前記第2溶接装置に供給される前記エンドプレートが前記第2エンドプレートであるか否かを検出する第2検出工程と、を備える、
ロータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ロータの製造装置及びロータの製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
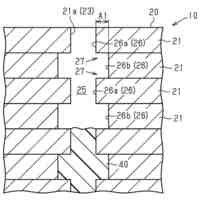
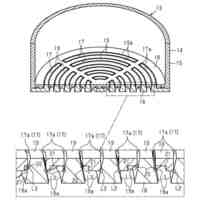
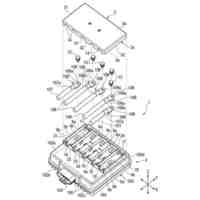
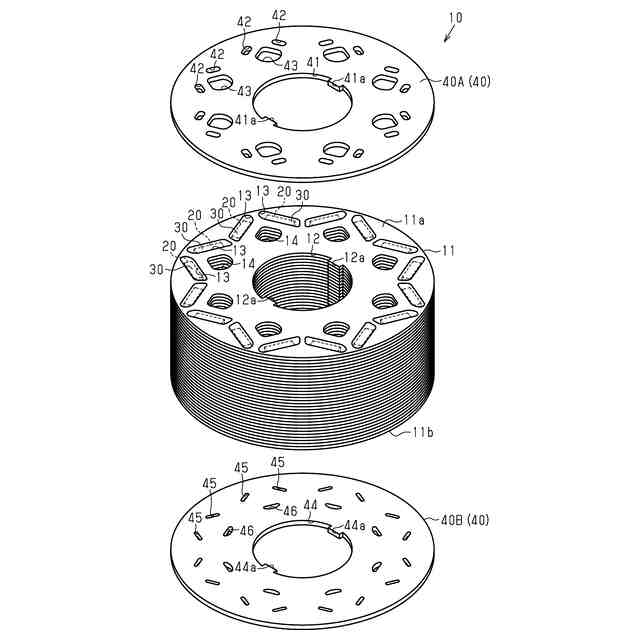
特許文献1には、永久磁石が収容される挿入孔を有するロータコアと、ロータコアの軸線方向の両端部に溶接された2つのエンドプレートとを備えるロータが開示されている。
各エンドプレートは、ロータコアに形成された挿入孔の開口を塞ぐようにロータコアに溶接されている。これにより、挿入孔に収容された永久磁石の飛び出しが抑制されている。
【先行技術文献】
【特許文献】
【0003】
特開2020-114039号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、ロータコアの両端部に溶接される2つのエンドプレートの形状が互いに異なる場合には、ロータコアの一端部に対して正規のエンドプレートとは異なるエンドプレートが溶接される、所謂誤組み付けが生じるおそれがある。
【課題を解決するための手段】
【0005】
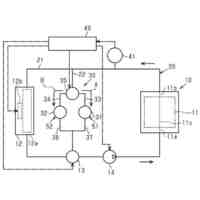
上記課題を解決するためのロータの製造装置は、軸線方向において互いに反対側に位置する第1端部及び第2端部を有するロータコアと、前記第1端部及び前記第2端部のそれぞれに溶接され、互いに形状が異なる2つのエンドプレートと、を備えるロータを製造するロータの製造装置であって、前記第1端部に溶接される前記エンドプレートを第1エンドプレートとし、前記第2端部に溶接される前記エンドプレートを第2エンドプレートとするとき、前記第1端部に前記第1エンドプレートを溶接する第1溶接装置と、前記第1溶接装置に供給される前記エンドプレートが前記第1エンドプレートであるか否かを検出する第1検出部と、前記第1端部に前記第1エンドプレートが溶接された前記ロータコアの前記第2端部に前記第2エンドプレートを溶接する第2溶接装置と、前記第2溶接装置に供給される前記エンドプレートが前記第2エンドプレートであるか否かを検出する第2検出部と、を備える。
【0006】
上記構成によれば、第1検出部によって、第1溶接装置に供給されるエンドプレートが第1エンドプレートであるか否かが検出される。また、第2検出部によって、第2溶接装置に供給されるエンドプレートが第2エンドプレートであるか否かが検出される。このため、ロータコアに正規のエンドプレートとは異なるエンドプレートが溶接されることを抑制できる。したがって、エンドプレートの誤組み付けを抑制できる。
【0007】
上記課題を解決するためのロータの製造方法は、軸線方向において互いに反対側に位置する第1端部及び第2端部を有するロータコアと、前記第1端部及び前記第2端部のそれぞれに溶接され、互いに形状が異なる2つのエンドプレートと、を備えるロータを製造するロータの製造方法であって、前記第1端部に溶接される前記エンドプレートを第1エンドプレートとし、前記第2端部に溶接される前記エンドプレートを第2エンドプレートとするとき、第1溶接装置を用いて、前記第1端部に前記第1エンドプレートを溶接する第1溶接工程と、前記第1溶接装置に供給される前記エンドプレートが前記第1エンドプレートであるか否かを検出する第1検出工程と、第2溶接装置を用いて、前記第1端部に前記第1エンドプレートが溶接された前記ロータコアの前記第2端部に前記第2エンドプレートを溶接する第2溶接工程と、前記第2溶接装置に供給される前記エンドプレートが前記第2エンドプレートであるか否かを検出する第2検出工程と、を備える。
【0008】
上記方法によれば、第1検出工程において、ロータコアの第1端部に溶接されるエンドプレートが第1エンドプレートであるか否かが検出される。また、第2検出工程において、ロータコアの第2端部に溶接されるエンドプレートが第2エンドプレートであるか否かが検出される。このため、第1溶接工程及び第2溶接工程において、ロータコアに正規のエンドプレートとは異なるエンドプレートが溶接されることを抑制できる。したがって、エンドプレートの誤組み付けを抑制できる。
【図面の簡単な説明】
【0009】
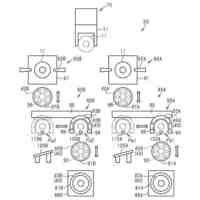
図1は、一実施形態におけるロータの分解斜視図である。
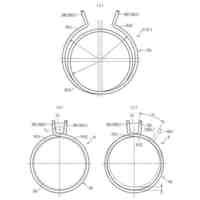
図2は、図1の第1エンドプレートの平面図である。
図3は、図1の第2エンドプレートの平面図である。
図4は、一実施形態におけるロータの製造装置を示す概略構成図である。
図5は、図4の第1治具及び第1支持台を示す斜視図である。
図6は、図4の第2治具及び第2支持台を示す斜視図である。
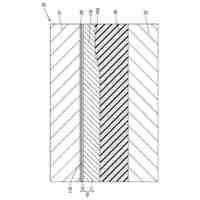
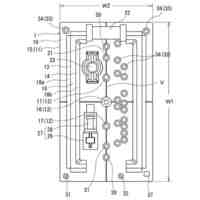
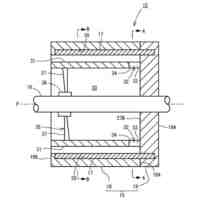
図7は、図4の第1搬送装置及び第2搬送装置を示す断面図である。
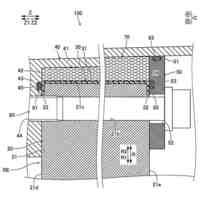
図8は、第1エンドプレートを検出する第1検出部を示す断面図である。
図9は、第2エンドプレートを検出する第1検出部を示す断面図である。
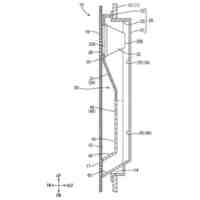
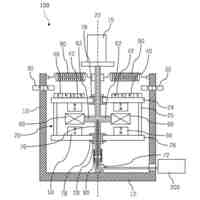
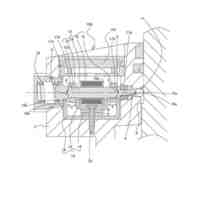
図10は、ロータコアに第1エンドプレートを溶接する第1溶接装置を示す側面図である。
図11は、ロータコアに第2エンドプレートを溶接する第2溶接装置を示す側面図である。
【発明を実施するための形態】
【0010】
以下、図1~図11を参照して、ロータの製造装置及びロータの製造方法の一実施形態について説明する。
まず、ロータの製造装置により製造されるロータ10について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ紡織株式会社
ロータ
6日前
トヨタ紡織株式会社
ロータ
6日前
トヨタ紡織株式会社
プレス金型
8日前
トヨタ紡織株式会社
シートカバー
今日
トヨタ紡織株式会社
オットマン装置
6日前
トヨタ紡織株式会社
積層体の製造方法
14日前
トヨタ紡織株式会社
乗物用スピーカ装置
6日前
トヨタ紡織株式会社
ヘッドレストフレーム
今日
トヨタ紡織株式会社
ヘッドレストフレーム
今日
トヨタ紡織株式会社
省エネルギー化提案システム
6日前
トヨタ紡織株式会社
イオン交換器のカートリッジ
今日
トヨタ紡織株式会社
複合体および複合体の製造方法
1日前
NTN株式会社
クラッチユニット
6日前
トヨタ紡織株式会社
ロータの製造装置及びロータの製造方法
1日前
トヨタ紡織株式会社
エネルギーシステム解析用ソフトウェア
6日前
トヨタ紡織株式会社
燃料電池用イオン交換器及び燃料電池システム
13日前
トヨタ紡織株式会社
コンテンツ処理システム、コンテンツ生成装置、及びコンテンツ再生装置
1日前
個人
高電荷低電位電荷搬送体
13日前
個人
ファスナー式コード束ね
14日前
株式会社豊田自動織機
回転電機
13日前
未来工業株式会社
ゲージ
13日前
個人
回転電気装置及び発電装置
15日前
株式会社豊田自動織機
回転電機のロータ
14日前
株式会社アイシン
車両用駆動装置
7日前
株式会社コスメック
自立発電装置
15日前
株式会社シマノ
電力供給装置
今日
トヨタ自動車株式会社
蓄電池制御装置
1日前
株式会社浅羽製作所
通線用先端誘導具
6日前
株式会社ダイヘン
電力システム
1日前
コーセル株式会社
スイッチング電源装置
13日前
日本航空電子工業株式会社
シール構造体
9日前
高周波熱錬株式会社
電源装置
14日前
高周波熱錬株式会社
電源装置
14日前
株式会社ダイヘン
蓄電池システム
6日前
株式会社ミツバ
端子ユニット
13日前
矢崎総業株式会社
グロメット
9日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ