TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025065250
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2025016522,2021047175
出願日
2025-02-04,2021-03-22
発明の名称
ツールホルダ装着状態検出方法及び装置、並びに工作機械
出願人
株式会社東京精密
代理人
スプリング弁理士法人
主分類
B23Q
17/00 20060101AFI20250410BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ツールホルダのフランジ部の切欠き及び精度に係らず、正常状態形状データ(マスタデータ)と、実稼働形状データ(測定データ)との位相を高精度に合わせる。
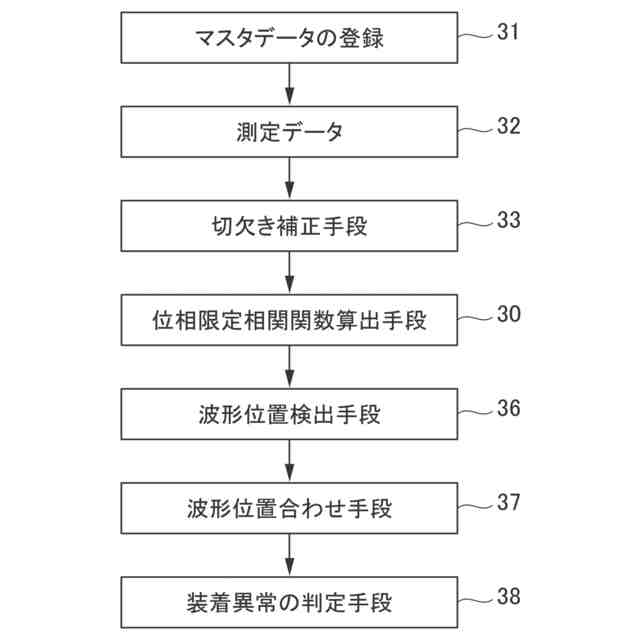
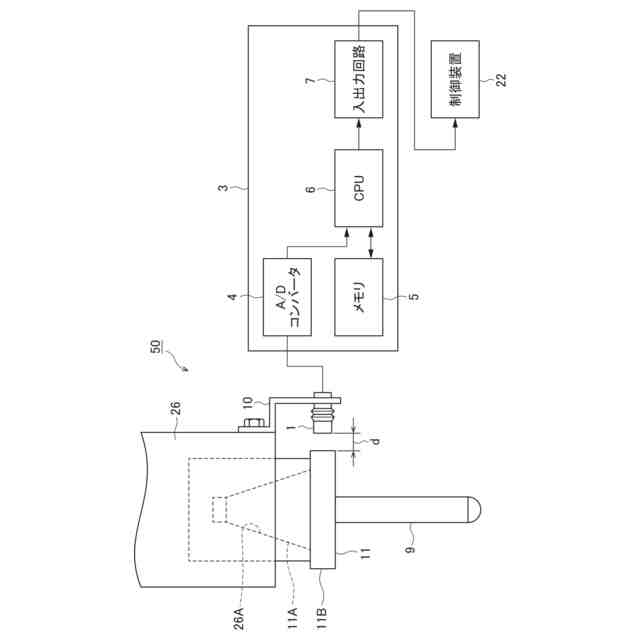
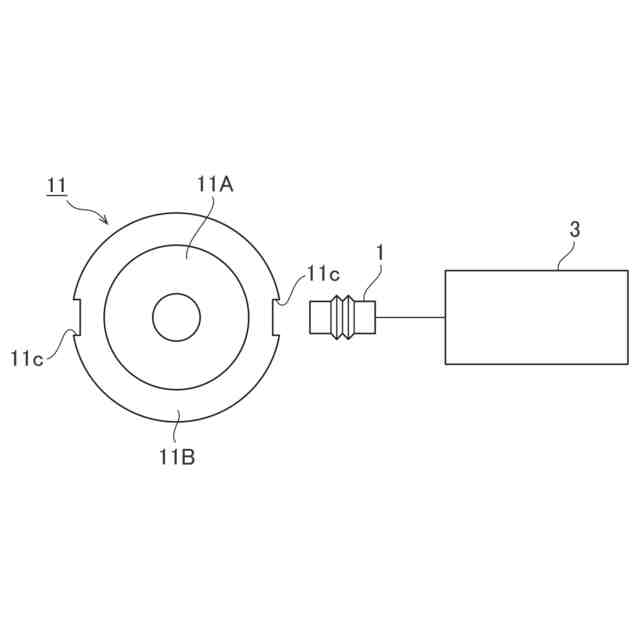
【解決手段】ツールホルダ装着状態検出装置において、フランジ部11Bの形状を測定するセンサ1と、予め正常装着状態で測定した正常状態形状データに基づくマスタデータ31と測定データ32とをそれぞれ離散フーリエ変換して位相成分のみを抽出し、得られた位相差信号を逆離散フーリエ変換することで位相限定相関関数を算出する位相限定相関関数算出手段30と、位相限定相関関数より、マスタデータ31と測定データ32との位相ずれ量を求める波形位置検出手段36と、位相ずれ量に基づいて、マスタデータ31と測定データ32との位相合わせを行う波形位置合わせ手段37と、位相合わせを行った後に装着異常の判定を行う装着異常の判定手段38とを備える。
【選択図】図6
特許請求の範囲
【請求項1】
複数の切欠きを有するフランジ部を備えるツールホルダが主軸に正常に装着されたかを示す装着異常の判定を行うツールホルダ装着状態検出方法であって、
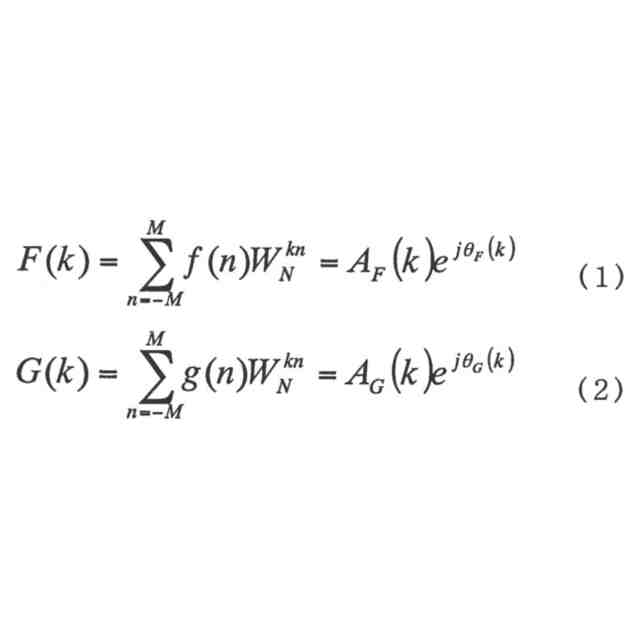
前記フランジ部の外周面の形状をセンサにより予め正常装着状態で測定した第1データにおいて前記複数の切欠きに対応するデータ部分を補完した正常状態形状データに基づくマスタデータと、前記フランジ部の外周面の形状を前記センサにより実稼働中に実際に測定した第2データにおいて前記複数の切欠きに対応するデータ部分を補完した実稼働形状データである測定データと、をそれぞれ離散フーリエ変換して位相成分のみを抽出し、得られた位相差信号を逆離散フーリエ変換することで前記マスタデータと前記測定データとの位相がずれている場合に相関が強い1箇所のみに鋭いピークを有する位相限定相関関数を算出し、
算出された前記位相限定相関関数の前記ピークを検出することにより、前記マスタデータと前記測定データとの位相ずれ量を求め、
前記位相ずれ量に基づいて、前記マスタデータと前記測定データとの位相合わせを行い、前記位相合わせを行った前記マスタデータと前記測定データとに基づいて装着異常の判定を行うことを特徴とするツールホルダ装着状態検出方法。
続きを表示(約 660 文字)
【請求項2】
複数の切欠きを有するフランジ部を備えるツールホルダが主軸に正常に装着されたかを示す装着異常の判定を行うツールホルダ装着状態検出装置において、
前記複数の切欠きの内の1の切欠きから前記フランジ部における外周面の形状の測定を開始するセンサと、
前記フランジ部の外周面の形状を前記センサにより予め正常装着状態で測定した第1データにおいて前記複数の切欠きに対応するデータ部分を補完した正常状態形状データに基づくマスタデータと、前記複数の切欠きの内の1つの切欠きから前記フランジ部の外周面の形状を前記センサにより実稼働中に実際に測定した第2データにおいて前記複数の切欠きに対応するデータ部分を補完した実稼働形状データである測定データと、をそれぞれ離散フーリエ変換して位相成分のみを抽出し、得られた位相差信号を逆離散フーリエ変換することで前記マスタデータと前記測定データとの位相がずれている場合に相関が強い1箇所のみに鋭いピークを有する位相限定相関関数を算出する位相限定相関関数算出手段と、
算出された前記位相限定相関関数より、前記マスタデータと前記測定データとの位相ずれ量を求める波形位置検出手段と、
前記位相ずれ量に基づいて、前記マスタデータと前記測定データとの位相合わせを行う波形位置合わせ手段と、
前記位相合わせを行った前記マスタデータと前記測定データとに基づいて装着異常の判定を行う装着異常の判定手段と、
を備えたことを特徴とするツールホルダ装着状態検出装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、NC(数値制御)加工機やマシニングセンタをはじめとするワーク(加工対象物、測定対象物)の加工を行う工作機械に係り、特に、工具を適宜選択して着脱する自動工具交換(ATC)装置を備え、工具が取り付けられるツールホルダが主軸に正常に装着されたかを示す装着異常の判定を行うツールホルダ装着状態検出方法及び装置、並びに工作機械に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
マシニングセンタ(MC)は、加工工程に従って各種工具を自動的に選択し、主軸に自動で装着して多種類の加工を行う装置である。このMCにおいて、工具の交換は自動工具
交換(ATC:オートツールホルダチェンジ)装置で行われ、ATC装置は工具が取り付けられたツールホルダを工具マガジンから自動で取り出し、主軸に自動で装着する。工具が取り付けられたツールホルダは、円錐状の嵌合部を有しており、この嵌合部を主軸に形成された円錐状の被嵌合部に嵌合させて装着されるが、この嵌合する部分に切り屑などが付着すると、軸が曲がって装着される。そして、この状態で加工を行うと、工具に振れが発生し、ワークの加工精度が著しく低下する。
【0003】
マシニングセンタは、工作テーブルを高速で回転させ、主軸にバイトを取り付けて旋削ができるものや、工具の代わりに寸法計測用のプローブを搭載する機種も登場してきている。加工対象物の加工途中や一応の加工処理が終了した時点で、自動測定するには寸法計測用のプローブを搭載することが望ましい。特に、ワークの加工誤差を加工処理に反映できるようにするため、測定用の光を出力する光源及び検出を行う光検出手段を有する光学式測定器を、マシニングセンタの工具主軸位置に装着、脱着が可能にすることが知られている。
【0004】
特許文献1は、プローブが装着されたツールホルダのフランジ部における外周面の形状を測定するセンサを設け、予め正常装着状態で測定した形状データである正常状態形状データと、実稼働中の測定において測定した実稼働形状データとの差に基づいて、装着異常と判定することを記載している。
【0005】
また、特許文献2は、正常状態形状データ及び実稼働形状データに対してFFT解析を行い、それぞれの1山成分の振幅と位相を算出して、真の偏心量を求め、それに基づいて装着異常の判定を行うことを記載している。
【0006】
さらに、特許文献3は、ツールホルダのフランジ部に2つの切欠きがある場合、センサが所定周期で検出したフランジ外周面の表面位置の検出データを補間処理して、所定周期より短い補間周期での補間検出データを算出した上で、データ無効期間を決定することが記載されている。
【0007】
さらに、特許文献4は、位相限定相関(POC:Phase-Only Correlation)法を用いた波形位置合わせ方法として、入力波形信号と参照波形信号を離散フーリエ変換し、振幅成分と位相成分に分離した上で位相成分のみを抽出し、位相差信号を逆離散フーリエ変換し位相限定相関関数を算出することが記載されている。
【先行技術文献】
【特許文献】
【0008】
特開2018-89738号公報
特開2002-200542号公報
特開2008-93750号公報
特開2007-240170号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記従来技術において、特許文献1及び2に記載のものは、ツールホルダのフランジ部に切欠きがある場合、プローブを主軸位置に装着する際に生じる装着エラーによる振れを高精度に測定することが困難となる。
【0010】
また、特許文献1及び2に記載のものに、特許文献3の記載を適用しても、補完データによって、フランジ部に切欠きの影響による振れ測定の誤差を小さくできるが、実稼働形状データを検出するときのサンプリング開始位置のずれや回転速度のムラがあると、正常状態形状データと、実稼働形状データとの位相を合わせることが困難となり、装着エラーを高精度に測定することができない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
2か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
11日前
株式会社ダイヘン
溶接電源装置
9日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
26日前
株式会社FUJI
工作機械
3か月前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社アンド
半田付け方法
2か月前
日進工具株式会社
エンドミル
3か月前
株式会社アンド
半田付け方法
2か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
ブラザー工業株式会社
工作機械
3か月前
村田機械株式会社
レーザ加工機
2か月前
大見工業株式会社
ドリル
4日前
株式会社トヨコー
被膜除去方法
2か月前
トヨタ自動車株式会社
接合方法
3か月前
ブラザー工業株式会社
工作機械
3か月前
村田機械株式会社
レーザ加工機
2か月前
株式会社不二越
管用テーパタップ
3か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
大肯精密株式会社
自動送り穿孔機
3か月前
株式会社ダイヘン
溶接装置
3か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
トヨタ自動車株式会社
溶接マスク
1か月前
株式会社ダイヘン
溶接装置
27日前
株式会社不二越
超硬合金製ドリル
3か月前
株式会社ダイヘン
溶接装置
27日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































