TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024164373
公報種別
公開特許公報(A)
公開日
2024-11-27
出願番号
2023079796
出願日
2023-05-15
発明の名称
研磨用加工工具形状測定装置
出願人
株式会社ジェイテクト
代理人
弁理士法人サンクレスト国際特許事務所
主分類
G01B
11/24 20060101AFI20241120BHJP(測定;試験)
要約
【課題】例えば砥石のような研磨用加工工具を用いて加工する製品の最終形状を効率よく取得可能とする。
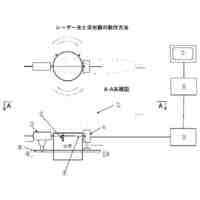
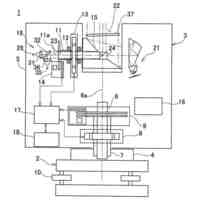
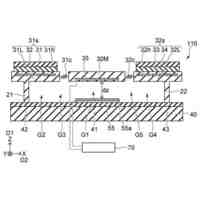
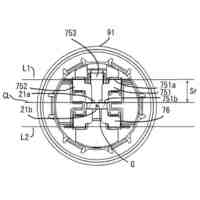
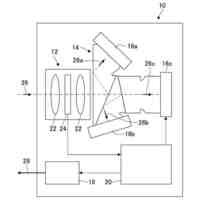
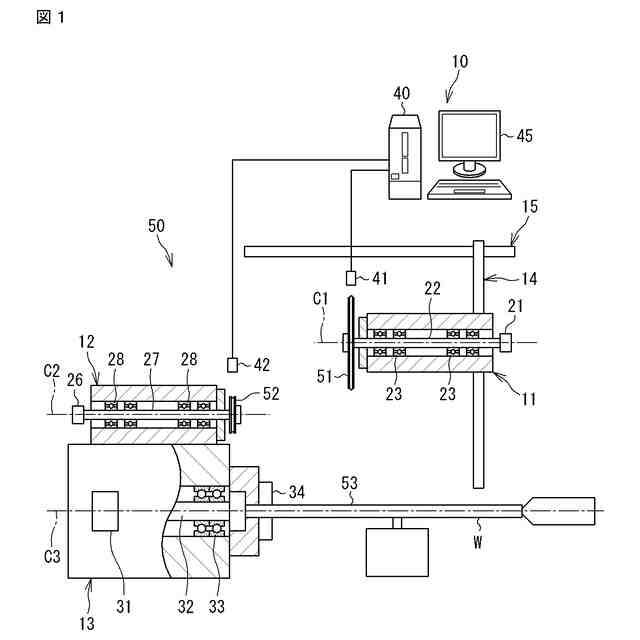
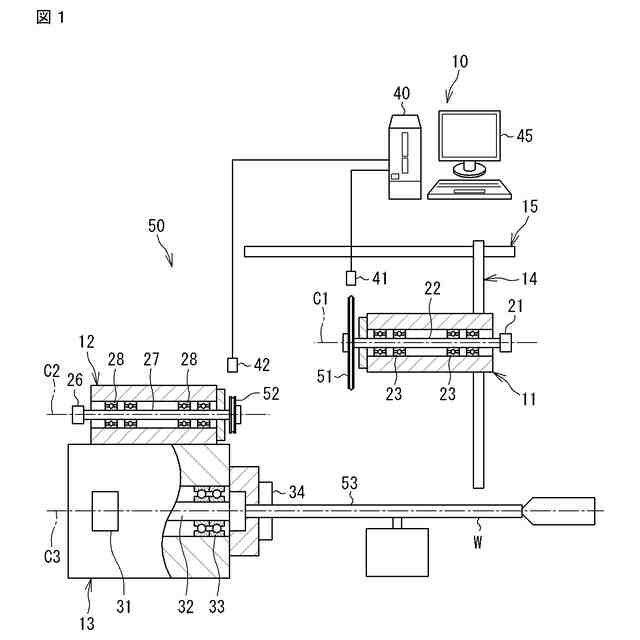
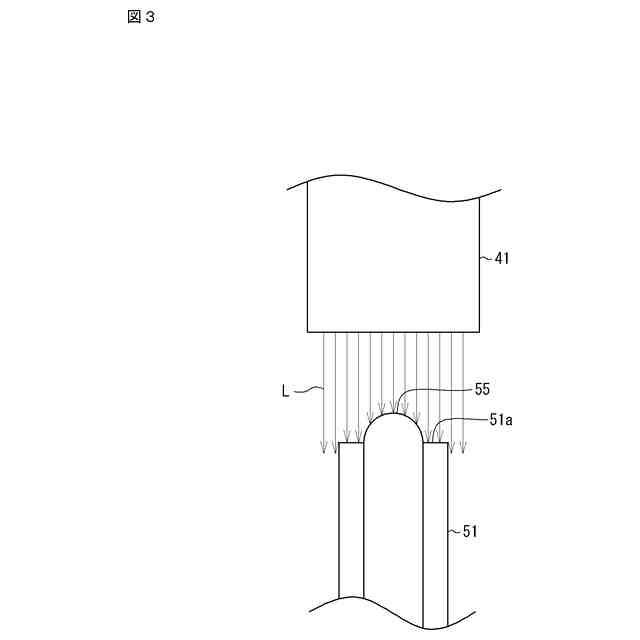
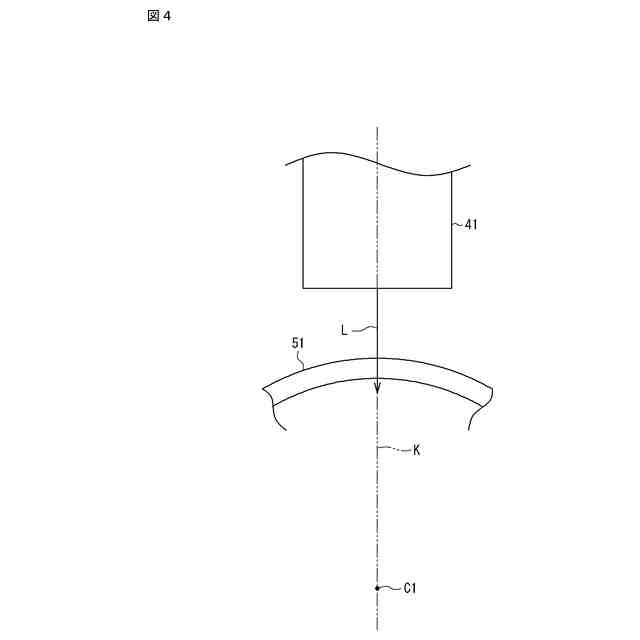
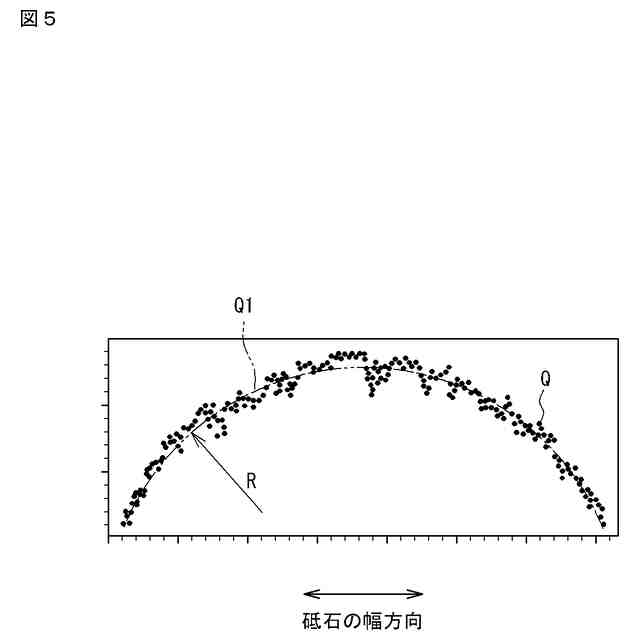
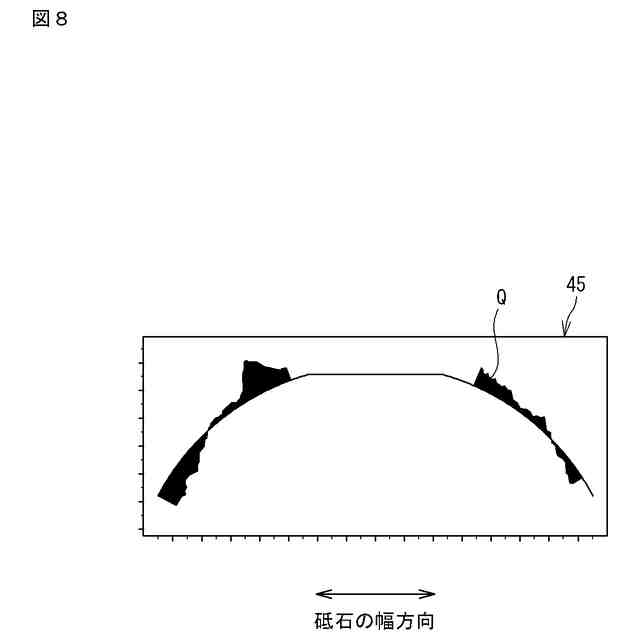
【解決手段】研磨用加工工具形状測定装置10は、砥石51と、砥石51を砥石51の中心軸C1回りに回転させる第一回転装置11と、砥石51の外周と対向して配置される非接触センサ41と、非接触センサ41の出力を処理する処理装置40とを有する。処理装置40は、回転する砥石51を測定対象とする非接触センサ41の測定結果に基づいて、砥石51の外周面51aにおける最外径部Qを示すデータを取得する。
【選択図】 図1
特許請求の範囲
【請求項1】
研磨用加工工具と、
前記研磨用加工工具を前記研磨用加工工具の中心軸回りに回転させる回転装置と、
前記研磨用加工工具の外周と対向して配置される非接触センサと、
前記非接触センサの出力を処理する処理装置と、
を有し、
前記研磨用加工工具は、砥石である、又は、砥石の形状を整えるロータリドレッサであり、
前記処理装置は、回転する前記研磨用加工工具を測定対象とする前記非接触センサの測定結果に基づいて、前記研磨用加工工具の外周面における最外径部を示すデータを取得する、
研磨用加工工具形状測定装置。
続きを表示(約 340 文字)
【請求項2】
前記処理装置は、前記データに基づいて、前記研磨用加工工具の外周面の形状を示すパラメータを算出する、
請求項1に記載の研磨用加工工具形状測定装置。
【請求項3】
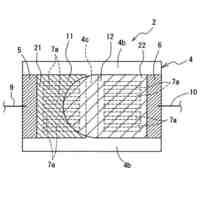
前記研磨用加工工具は、外周面に、断面が円弧形状となる部分を有し、
前記処理装置は、前記パラメータとして、前記研磨用加工工具の外周面における曲率半径を算出する、
請求項2に記載の研磨用加工工具形状測定装置。
【請求項4】
前記研磨用加工工具は、外周面に、断面が円弧形状となる部分を有し、
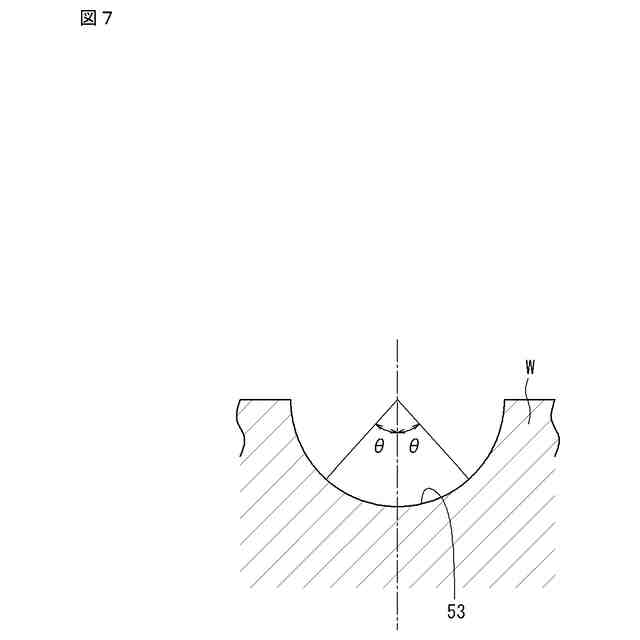
前記処理装置は、前記パラメータとして、被加工物に対する前記研磨用加工工具の接触角を算出する、
請求項2に記載の研磨用加工工具形状測定装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研磨用加工工具の形状を測定する研磨用加工工具形状測定装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1に、研磨用加工工具である砥石の形状を測定する装置が開示されている。その装置は、砥石に対して走査するセンサを有し、センサの測定結果に基づいて、砥石が有する断面曲線形状のデータを取得する。
【先行技術文献】
【特許文献】
【0003】
特開2008-019948号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に開示の装置の場合、砥石の断面曲線形状を取得することは可能であるが、その砥石による加工対象となる製品(被加工物)の最終形状を知る(推定する)ことはできない。これは、砥石の一つの断面における曲線形状が取得されても、それと異なる断面における形状が、砥石の最大径を有することで、加工中、製品に対して支配的となる場合、製品の最終形状は、取得した断面曲線形状と一致しないためである。このため、砥石の断面曲線形状から、製品の最終形状を正しく推定することは不可能である。
【0005】
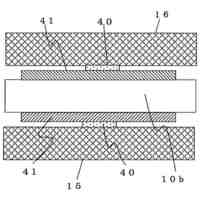
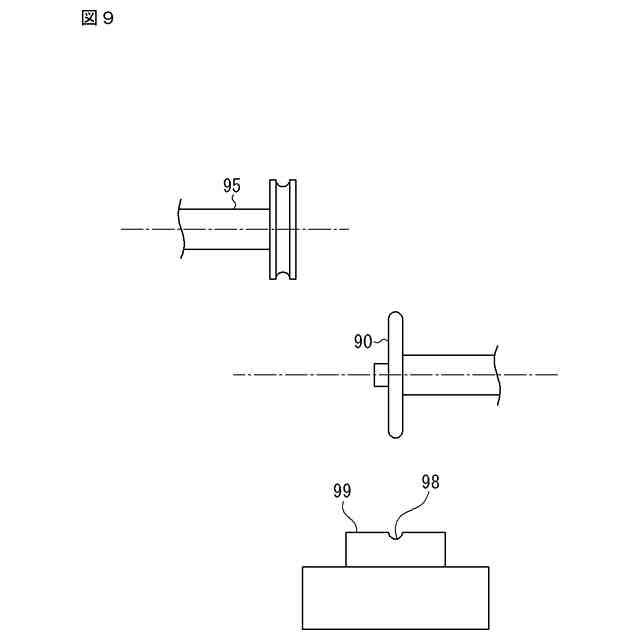
ここで、従来、砥石を評価するために、図9に示すように、砥石90により加工した転写ピース99を、形状測定の対象とする方法が存在する。転写ピース99は、例えばカーボン等により製造されたものであり、その転写ピース99に対して砥石90を用いて加工を行い、転写ピース99に転写させた加工表面98の形状を測定する方法である。
【0006】
加工して製造される製品の最終形状の精度は、砥石90のみではなく、砥石90の形状を整えるロータリドレッサ95も影響を与える。そこで、ロータリドレッサ95を評価する場合、ロータリドレッサ95(図9参照)で形状を整えた砥石90を使って、転写ピース99を加工し、その加工表面98の形状を測定する。
【0007】
しかし、形状精度の確保が必要となる対象は、砥石90及びロータリドレッサ95ではなく、実際の製品である。このため、砥石90を用いて加工した製品の最終形状、又は、ロータリドレッサ95で形状を整えた砥石90を用いて加工した製品の最終形状を知ることが必要となる。
前記のような転写ピース99を用いることで、製品の最終形状を推定することは可能である。しかし、転写ピース99への実際の加工が必須であり、工程が増えるという問題点がある。
【0008】
そこで本発明は、研磨用加工工具を用いて加工する製品の最終形状を効率よく取得可能とする研磨用加工工具形状測定装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
(1)本発明は、研磨用加工工具と、前記研磨用加工工具を前記研磨用加工工具の中心軸回りに回転させる回転装置と、前記研磨用加工工具の外周と対向して配置される非接触センサと、
前記非接触センサの出力を処理する処理装置と、を有し、前記研磨用加工工具は、砥石である、又は、砥石の形状を整えるロータリドレッサであり、前記処理装置は、回転する前記研磨用加工工具を測定対象とする前記非接触センサの測定結果に基づいて、前記研磨用加工工具の外周面における最外径部を示すデータを取得する。
【0010】
前記構成を有する研磨用加工工具形状測定装置によれば、研磨用加工工具が、例えば砥石である場合、その砥石の外周面における最外径部を示すデータが取得される。前記最外径部の形状が、その砥石による加工の対象となる製品(被加工物)に転写され、製品の最終形状となる。
したがって、研磨用加工工具の外周面における最外径部を示すデータが取得されることにより、製品の最終形状を推定(取得)ことが可能となる。従来のように、転写ピースは不要であり、効率よく製品の最終形状を取得することが可能となる。
さらに、砥石又はロータリドレッサの外周面における最外径部を示すデータが取得される。その結果、砥石により加工を行った場合の製品の最終形状、又は、ロータリドレッサにより形状を整えた砥石により加工を行った場合の製品の最終形状を推定(取得)ことが可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
集束超音波の測定機
1か月前
個人
センサ制御回路
1か月前
株式会社大真空
センサ
20日前
甲神電機株式会社
漏電検出器
25日前
甲神電機株式会社
電流センサ
25日前
甲神電機株式会社
電流検出器
25日前
ユニパルス株式会社
ロードセル
19日前
東レ株式会社
液体展開用シート
12日前
株式会社高橋型精
採尿具
26日前
ダイトロン株式会社
外観検査装置
1か月前
株式会社トプコン
測量装置
25日前
株式会社トプコン
植物センサ
8日前
アズビル株式会社
熱式流量計
26日前
アズビル株式会社
湿度センサ
5日前
株式会社クボタ
作業車両
11日前
株式会社東芝
センサ
4日前
キヤノン電子株式会社
サーボ加速度計
12日前
キヤノン電子株式会社
サーボ加速度計
12日前
キヤノン電子株式会社
サーボ加速度計
12日前
株式会社小野測器
回転計測装置
4日前
株式会社ミツトヨ
変位測定装置
4日前
TDK株式会社
磁気センサ
1か月前
日本特殊陶業株式会社
ガスセンサ
26日前
株式会社ミトミ技研
圧力測定装置
1か月前
豊田合成株式会社
表示装置
25日前
シャープ株式会社
収納装置
26日前
株式会社JVCケンウッド
撮像装置
1か月前
トヨタ自動車株式会社
画像検査装置
20日前
エスペック株式会社
試験装置
1か月前
トヨタ自動車株式会社
異音解析方法
4日前
アズビル株式会社
ヒータ温度推定装置
1か月前
トヨタ自動車株式会社
NVH解析装置
4日前
株式会社東京久栄
水中移動体用採水器
26日前
キヤノン株式会社
撮像装置
4日前
株式会社大真空
センサ及びその製造方法
19日前
ローム株式会社
MEMSデバイス
26日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ