TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024162204
公報種別
公開特許公報(A)
公開日
2024-11-21
出願番号
2023077529
出願日
2023-05-09
発明の名称
穿孔ガイド及び被穿孔品の製造方法
出願人
株式会社SUBARU
代理人
個人
主分類
B23B
49/00 20060101AFI20241114BHJP(工作機械;他に分類されない金属加工)
要約
【課題】異なる複数の曲率を有する複合曲面を手持ち式の工具回転装置で保持したドリルで穿孔する場合において、ドリルを複合曲面に対して安定的に位置決めできるようにすることである。
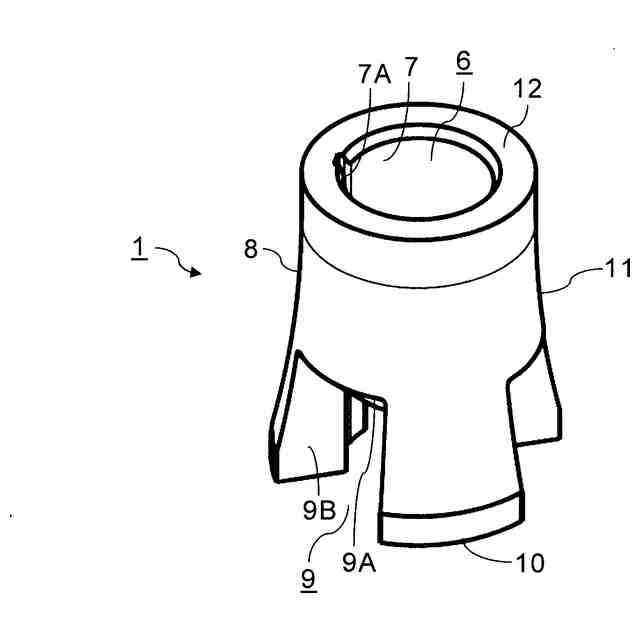
【解決手段】穿孔ガイドは、ドリルをガイドするための位置決めブッシュを滑合させるための貫通孔を形成する内面と、作業者が指で保持するための外面とを有する筒状のガイドである。3つの切欠きを設けることによって、外側の輪郭線、内側の円弧を含む輪郭線及び貫通孔の半径方向を長さ方向とする2本の線分で囲まれた3つの端面を等間隔に形成し、ワークの穿孔位置の周囲における部分の表面が平面である場合には端面を面接触させることによって位置決めブッシュを位置決めする一方、単一又は複数の曲率を有する曲面である場合には端面の内側における円弧の少なくとも一部を線接触又は点接触させることによって位置決めブッシュを位置決めするようにした。
【選択図】 図12
特許請求の範囲
【請求項1】
ドリルをガイドするための位置決めブッシュの円筒状の部分を滑合させるための貫通孔を形成する内面と、
作業者が指で保持するための外面と、
を有する筒状の穿孔ガイドであって、
ワークの穿孔時に切粉を排出する一方、穿孔箇所を作業者が視認できるように等間隔に3つの切欠きを設けることによって、それぞれ外側の輪郭線、内側の円弧を含む輪郭線及び前記貫通孔の半径方向を長さ方向とする2本の線分で囲まれた3つの平面からなる端面を、法線方向を前記貫通孔の中心軸方向とする同一平面上に等間隔に形成し、
前記ワークの穿孔位置の周囲における部分の表面が平面である場合には前記3つの端面を前記部分に面接触させることによって前記位置決めブッシュを前記ワークに対して位置決めする一方、
前記部分の表面が単一又は複数の曲率を有する曲面である場合には前記3つの端面の前記内側における円弧の少なくとも一部をそれぞれ前記部分に線接触又は点接触させることによって前記位置決めブッシュを前記ワークに対して位置決めするようにした穿孔ガイド。
続きを表示(約 420 文字)
【請求項2】
前記3つの切欠きを、それぞれ法線方向が前記貫通孔の中心軸方向及び半径方向に垂直な平面からなる2つの側面と、法線方向が前記貫通孔の中心軸方向に対して前記貫通孔の外側に向かって傾斜している平面からなる底面で、それぞれ形成することによって、作業者が前記穿孔箇所を視認可能な範囲を広げた請求項1記載の穿孔ガイド。
【請求項3】
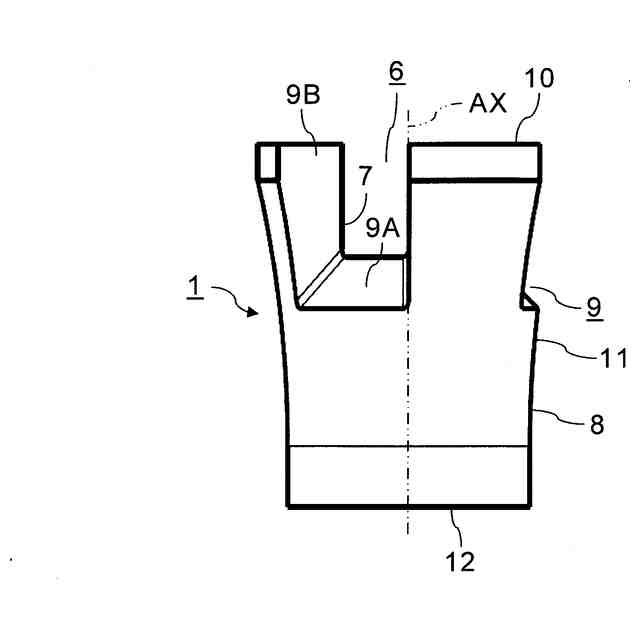
前記外面に、前記貫通孔の中心軸に垂直な方向における幅が前記端面に向かって徐々に大きくなる部分を設けた請求項1記載の穿孔ガイド。
【請求項4】
前記内側の円弧の中心角を55度以上65度以下とした請求項1記載の穿孔ガイド。
【請求項5】
請求項1乃至4のいずれか1項に記載の穿孔ガイドで前記ドリルの位置決めを行うステップと、
位置決めされた前記ドリルで前記ワークを穿孔することによって被穿孔品を製造するステップと、
を有する被穿孔品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明の実施形態は、穿孔ガイド及び被穿孔品の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
ドリルを保持した手持ち式の工具回転装置でワークの穿孔を行う場合には、ワークに対するドリルの位置決めを行うことが必要となる場合が多い。そこで、従来、手持ち式の工具回転装置で保持されたドリルをワークに対して位置決めするための様々な治具が考案されている(例えば特許文献1及び特許文献2参照)。
【先行技術文献】
【特許文献】
【0003】
実公昭50-037096号公報
特開2009-050946号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
航空機部品は多品種少量生産であることから、航空機部品の穿孔は作業者による手作業で行われることが多い。しかも、航空機部品の場合には、曲率が少なくとも2方向に異なる複合曲面に穿孔することが必要となる場合がある。ドリルで複合曲面を穿孔しようとする場合、平面をワークに面接触させて位置決めを行う位置決め治具を使用することはできない。これは、複合曲面に平面を押し当てても面接触しないためである。
【0005】
また、球面を穿孔する場合であれば、典型的な円筒状のドリルガイドブッシュの端部に形成される円形の縁を穿孔対象となる球面に押付けることによって、ドリルの軸方向が球面に垂直となるようにドリルを位置決めすることが可能であるが、曲率半径が複数方向に異なる複合曲面を穿孔する場合には、ドリルガイドブッシュの円形の縁を押し当てても連続的な円で線接触せず不安定となる。すなわち、複合曲面を穿孔する場合には、従来の典型的な円筒状のドリルガイドブッシュを使用して位置決めすることもできない。
【0006】
そこで、本発明は、異なる複数の曲率を有する複合曲面を手持ち式の工具回転装置で保持したドリルで穿孔する場合において、ドリルを複合曲面に対して安定的に位置決めできるようにすることを目的とする。
【課題を解決するための手段】
【0007】
本発明の実施形態に係る穿孔ガイドは、ドリルをガイドするための位置決めブッシュの円筒状の部分を滑合させるための貫通孔を形成する内面と、作業者が指で保持するための外面とを有する筒状の穿孔ガイドであって、ワークの穿孔時に切粉を排出する一方、穿孔箇所を作業者が視認できるように等間隔に3つの切欠きを設けることによって、それぞれ外側の輪郭線、内側の円弧を含む輪郭線及び前記貫通孔の半径方向を長さ方向とする2本の線分で囲まれた3つの平面からなる端面を、法線方向を前記貫通孔の中心軸方向とする同一平面上に等間隔に形成し、前記ワークの穿孔位置の周囲における部分の表面が平面である場合には前記3つの端面を前記部分に面接触させることによって前記位置決めブッシュを前記ワークに対して位置決めする一方、前記部分の表面が単一又は複数の曲率を有する曲面である場合には前記3つの端面の前記内側における円弧の少なくとも一部をそれぞれ前記部分に線接触又は点接触させることによって前記位置決めブッシュを前記ワークに対して位置決めするようにしたものである。
【0008】
また、本発明の実施形態に係る被穿孔品の製造方法は、上述した穿孔ガイドで前記ドリルの位置決めを行うステップと、位置決めされた前記ドリルで前記ワークを穿孔することによって被穿孔品を製造するステップとを有するものである。
【図面の簡単な説明】
【0009】
本発明の実施形態に係る穿孔ガイドの正面図。
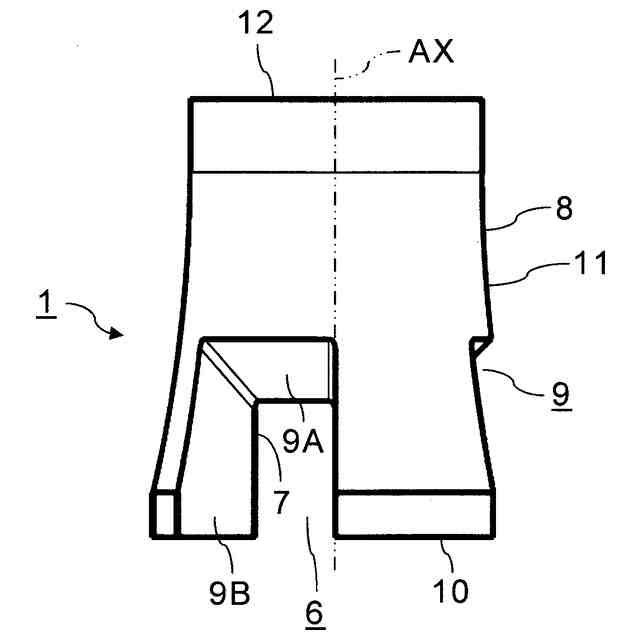
図1に示す穿孔ガイドの背面図。
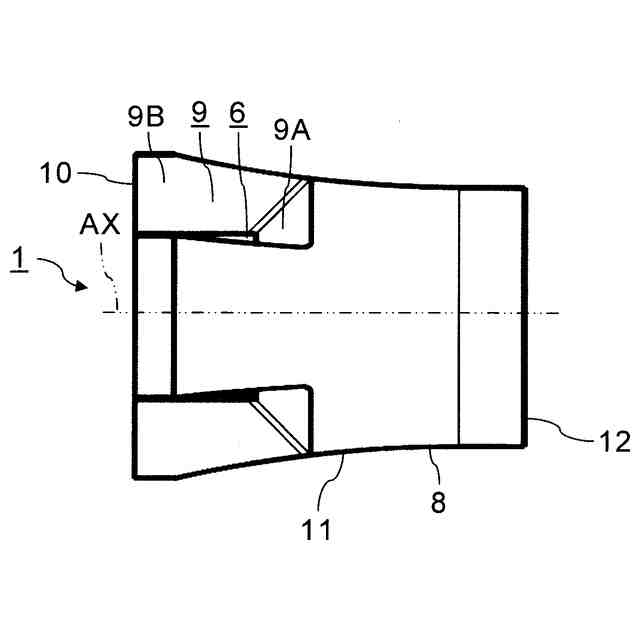
図1に示す穿孔ガイドの右側面図。
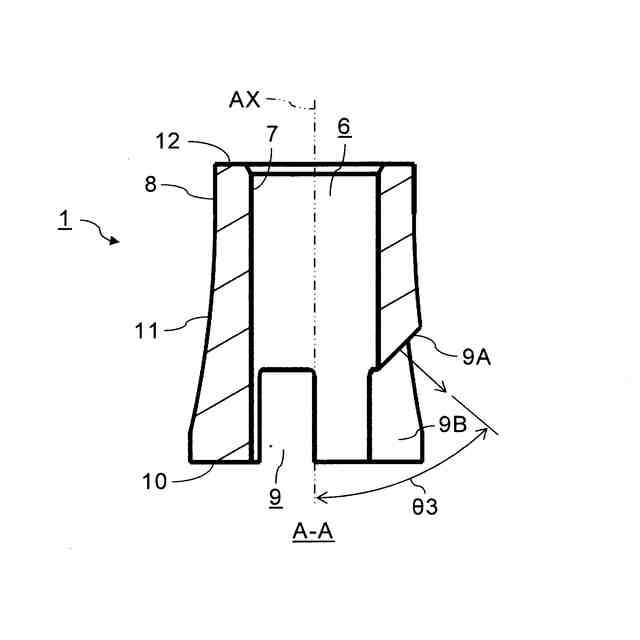
図1に示す穿孔ガイドのA-A線断面図。
図1に示す穿孔ガイドの斜視図。
図1に示す穿孔ガイドの左側面図。
図1に示す穿孔ガイドの平面図。
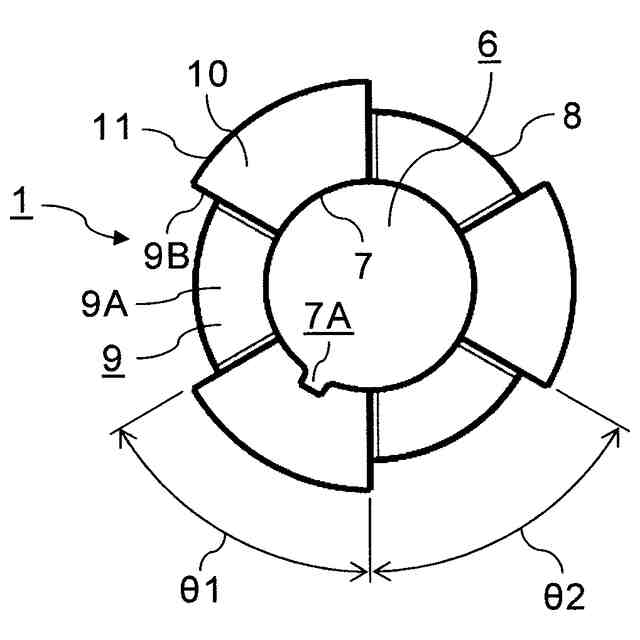
図1に示す穿孔ガイドの底面図。
図1に示す穿孔ガイド1に挿入されるドリルガイドブッシュの形状例を示す正面図。
図9に示すドリルガイドブッシュの右側面図。
図9に示すドリルガイドブッシュの底面図。
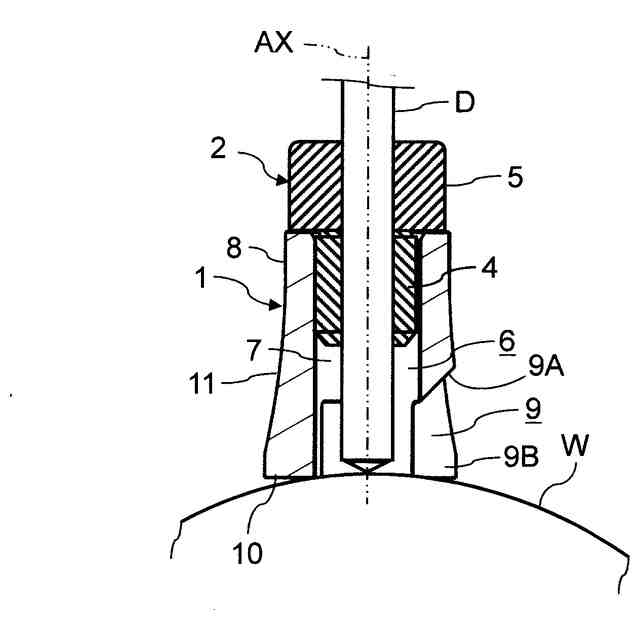
図1に示す穿孔ガイドを用いて複合曲面を有するワークに対してドリルを位置決めした例を示す図。
【発明を実施するための形態】
【0010】
本発明の実施形態に係る穿孔ガイド及び被穿孔品の製造方法について添付図面を参照して説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
1か月前
株式会社不二越
ドリル
2か月前
株式会社北川鉄工所
回転装置
22日前
日東精工株式会社
ねじ締め装置
3日前
株式会社FUJI
工作機械
7日前
株式会社アンド
半田付け方法
1か月前
日進工具株式会社
エンドミル
2か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
株式会社アンド
半田付け方法
1か月前
トヨタ自動車株式会社
接合方法
2か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
株式会社不二越
超硬合金製ドリル
2か月前
株式会社ダイヘン
溶接装置
2か月前
トヨタ自動車株式会社
溶接ヘッド
23日前
大肯精密株式会社
自動送り穿孔機
2か月前
トヨタ自動車株式会社
溶接マスク
3日前
トヨタ自動車株式会社
溶接ヘッド
22日前
株式会社不二越
波形抽出装置
14日前
株式会社不二越
摩耗判定装置
14日前
個人
管の切断装置及び管の切断方法
2か月前
日東精工株式会社
はんだこて先の製造方法
22日前
株式会社不二越
通り穴加工用タップ
2か月前
日東精工株式会社
はんだこて先の製造方法
1か月前
株式会社不二越
スカイビングカッタ
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
16日前
株式会社ジャノメ
インサート挿入装置
23日前
春日機械工業股ふん有限公司
挟持装置
1か月前
DMG森精機株式会社
工作機械
10日前
株式会社ダイヘン
非消耗電極アーク溶接方法
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ