TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024152171
公報種別
公開特許公報(A)
公開日
2024-10-25
出願番号
2023066207
出願日
2023-04-14
発明の名称
鋼管膨張型ロックボルト及びその製造方法
出願人
株式会社河戸製作所
,
株式会社ケー・エフ・シー
代理人
個人
主分類
E21D
20/00 20060101AFI20241018BHJP(地中もしくは岩石の削孔;採鉱)
要約
【課題】高精度が要求される熟練技の溶接作業を行う必要が無く製造することができる。
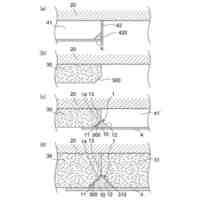
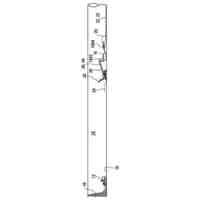
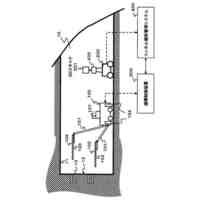
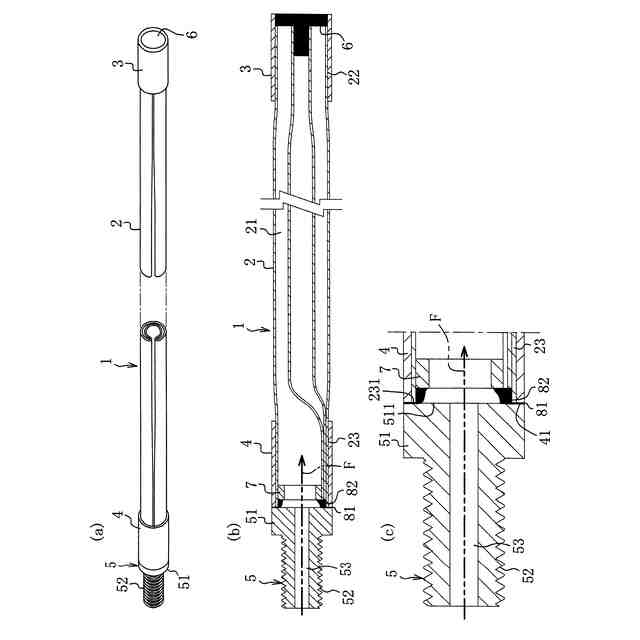
【解決手段】断面視略C字形に折り込まれ、内部空間21が先端側で閉塞されている異型鋼管本体2と、異型鋼管本体2の先端部22に外嵌されて固定されている先端スリーブ3と、異型鋼管本体2の後端部23に外嵌されている端末スリーブ4と、内部に加圧注入される流体Fの流体導入路が設けられ、異型鋼管本体2の後端面231に固定される流体導入部材5を備え、異型鋼管本体2の後端部23が内部空間21に開口するように寄せられた形状で設けられ、後端部23の内側に形状支持リング7が圧入されていると共に、流体導入部材5の周状の前端面511が前記異型鋼管本体2の後端面231に摩擦圧接される鋼管膨張型ロックボルト1。
【選択図】図2
特許請求の範囲
【請求項1】
断面視略C字形に折り込まれ、内部空間が先端側で閉塞されている異型鋼管本体と、
前記異型鋼管本体の先端部に外嵌されて固定されている先端スリーブと、
前記異型鋼管本体の後端部に外嵌されている端末スリーブと、
内部に加圧注入される流体の流体導入路が設けられ、前記異型鋼管本体の後端面に固定される流体導入部材とを備え、
前記異型鋼管本体の前記後端部が前記内部空間に開口するように寄せられた形状で設けられ、
寄せられた形状の前記後端部の内側に形状支持リングが圧入されていると共に、
前記流体導入部材の周状の前端面が前記異型鋼管本体の後端面に摩擦圧接されていることを特徴とする鋼管膨張型ロックボルト。
続きを表示(約 660 文字)
【請求項2】
前記流体導入部材の周状の前端面が前記端末スリーブの後端面に摩擦圧接されていることを特徴とする請求項1記載の鋼管膨張型ロックボルト。
【請求項3】
前記異型鋼管本体の前記後端面より前方の位置に前記形状支持リングが配置され、
前記異型鋼管本体の前記後端部の内部における前記形状支持リングより後方の位置に摩擦圧接のバリが残置されていることを特徴とする請求項1又は2記載の鋼管膨張型ロックボルト。
【請求項4】
請求項1又は2記載の鋼管膨張型ロックボルトの製造方法であって、
前記異型鋼管本体の中間品である断面視略C字形に折り込まれた中間管の後端部に前記端末スリーブを外嵌し、前記端末スリーブの後端面から前記中間管の後端部を僅かに突出させる第1工程と、
前記中間管の前記後端部を前記中間管の内部空間に開口するように寄せた形状に変形する第2工程と、
寄せられた形状の前記中間管の前記後端部の内側に前記形状支持リングを圧入して、前記中間管の後端面よりも前方の位置に前記形状支持リングを配置する第3工程と、
前記中間管の前記後端部の外径よりも前部の外径が大きく、前記中間管の前記後端部の厚さよりも前部の厚さが大きい前記流体導入部材を用い、前記中間管及び前記端末スリーブを保持し、前記流体導入部材を回転させて、前記流体導入部材の周状の前端面を前記中間管の後端面に摩擦圧接する第4工程とを備えることを特徴とする鋼管膨張型ロックボルトの製造方法。
発明の詳細な説明
【技術分野】
【0001】
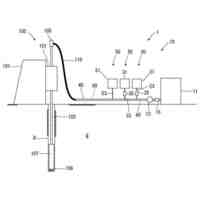
本発明は、断面視略C字形に折り込まれた異型鋼管本体の両端部にスリーブが外嵌され、流体の注入圧によって地山の穿孔内で膨張させることにより地山に摩擦定着される鋼管膨張型ロックボルト及びその製造方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
従来、断面視略C字形に折り込まれた異型鋼管本体の両端部に異型鋼管本体の膨らみを規制するスリーブが外嵌され、流体の注入圧によって地山の穿孔内で異型鋼管本体を膨張させることにより地山に摩擦定着される鋼管膨張型ロックボルトが知られており、このような鋼管膨張型ロックボルトとして特許文献1の鋼管膨張型ロックボルトがある。
【0003】
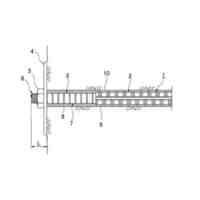
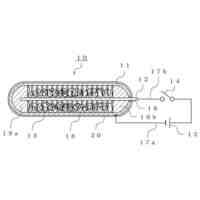
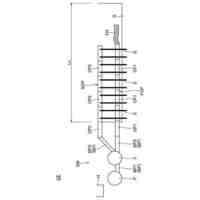
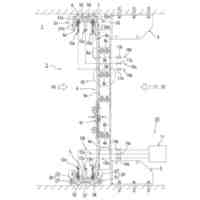
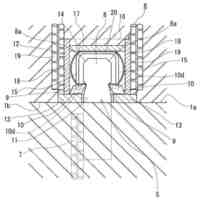
特許文献1の鋼管膨張型ロックボルト101では、図9に示すように、異型鋼管本体102の先端部に筒状の先端スリーブ103が外嵌されて固定されていると共に、異型鋼管本体102の後端部に筒状の端末スリーブ104が外嵌されて固定されている。先端スリーブ103の先端付近の内周側には溶接部105が設けられており、溶接部105は、異型鋼管本体102の内部の空間を閉塞し、且つ異型鋼管本体102の先端部と先端スリーブ103を周状に固定するように設けられている。
【0004】
また、端末スリーブ104の後端付近の内周側には溶接部106、107が設けられ、溶接部106は異型鋼管本体102の後端部の断面視略C字形の形状を維持するように断面視略C字形の凹側を埋めて形成される。溶接部107は、異型鋼管本体102の注水用流路を塞がないように形成され、異型鋼管本体102の後端部と端末スリーブ104を周状に固定するように設けられる。更に、端末スリーブ104の後側には中空の流体導入路109が軸方向に延びる略筒状の雄ねじ部108が流体導入部材として配置され、雄ねじ部108の鍔部110が端末スリーブ104の後端に当接されて、雄ねじ部108の鍔部110と端末スリーブ104が溶接部111で固定される。
【先行技術文献】
【特許文献】
【0005】
特開2022-164110号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、上記鋼管膨張型ロックボルト101を製造する際には、異型鋼管本体102の注水用流路を塞がないように且つ異型鋼管本体102と端末スリーブ104との間を封止して確実に固定するように、まず第1工程の溶接作業として端末スリーブ104の内周側に溶接部106、107を形成し、次に第2工程の溶接作業として雄ねじ部108を有する流体導入部材の鍔部110と端末スリーブ104とを接合するよう溶接部111を形成する溶接作業が必要となるが、これらの溶接作業は高精度が求められる熟練技で行われる溶接作業となっている。
【0007】
即ち、溶接部107で異型鋼管本体102の注水用流路を塞がれると異型鋼管本体102は加圧注水で膨張させることができなくなり、又、異型鋼管本体102と端末スリーブ104との間の封止固定が不十分な場合には、加圧注水時に異型鋼管本体102と端末スリーブ104との間から水漏れが発生したり、異型鋼管本体102の膨張動作時に端末スリーブ104の拘束効果が不十分となって異型鋼管本体102自体が損傷したり溶接部111に負荷がかかり、異型鋼管本体102を適切に膨張させて地山に定着させ、要求性能であるロックボルトの引抜強度の所定値を得ることが困難となる。このため、高精度で溶接部106、107、111を形成し、これを全数エアチェックして製造ロット毎に実際に引張試験を行うことが必須となっている。そこで、高精度で2工程が要求される熟練技の溶接作業を行うことなく製造することができる鋼管膨張型ロックボルトが求められている。
【0008】
本発明は上記課題に鑑み提案するものであって、高精度で2工程が要求される熟練技の溶接作業を行う必要が無く製造することができる鋼管膨張型ロックボルト及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
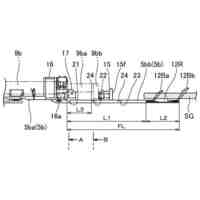
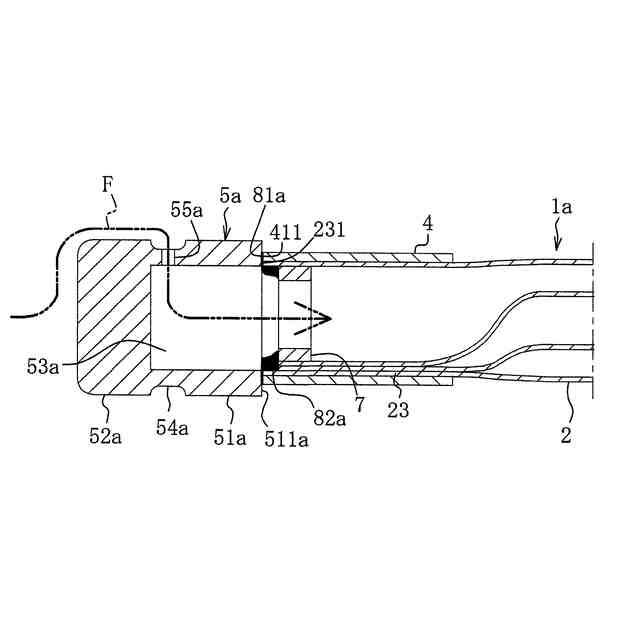
本発明の鋼管膨張型ロックボルトは、断面視略C字形に折り込まれ、内部空間が先端側で閉塞されている異型鋼管本体と、前記異型鋼管本体の先端部に外嵌されて固定されている先端スリーブと、前記異型鋼管本体の後端部に外嵌されている端末スリーブと、内部に加圧注入される流体の流体導入路が設けられ、前記異型鋼管本体の後端面に固定される流体導入部材とを備え、前記異型鋼管本体の前記後端部が前記内部空間に開口するように寄せられた形状で設けられ、寄せられた形状の前記後端部の内側に形状支持リングが圧入されていると共に、前記流体導入部材の周状の前端面が前記異型鋼管本体の後端面に摩擦圧接されていることを特徴とする。
これによれば、形状支持リングを用いて流体導入部材と異型鋼管本体との摩擦圧接を可能にし、流体導入部材と異型鋼管本体を摩擦圧接で固定することにより、流体導入部材と異型鋼管本体を金属の原子拡散現象を利用して高強度で固定することができる。また、流体導入部材の周状の前端面と異型鋼管本体の後端面を摩擦圧接して固定することにより、流体導入路から異型鋼管本体の内部空間に連通される流路を確実に形成することができる。摩擦圧接加工は機械の回転数、押し当てる圧力、時間という3つの要素を機械に設定することで一定品質を確保することができるため、これまでは機械化即ち一定品質を保つための数値を機械に設定しておくことが困難で高精度で2工程が要求される熟練技の溶接作業を行う必要無く鋼管膨張型ロックボルトを製造することができる。更に、高精度が要求される熟練技の溶接作業、特に流体導入部材と異型鋼管本体とを接合して後には品質検査が不可能であった端末スリーブ内周側での溶接作業が不要となることから、鋼管膨張型ロックボルトの製造品質を安定させ、製造の歩留まりを向上することができると共に、溶接する場合に溶接工程前に必要とされる異型鋼管本体と端末スリーブの溶接箇所のめっきの削り落とし工程を無くすことができ、加工工程を減らして製造効率を高めることができる。また、途中で水漏れ等の流体の漏れや異型鋼管本体や溶接部の損傷を生ずることなく、流体導入路から形状支持リングの開口を介して異型鋼管本体の内部空間へと加圧注入される流体を確実に注入することができ、異型鋼管本体を適切に膨張させて地山に定着できる鋼管膨張型ロックボルトとすることができる。
【0010】
本発明の鋼管膨張型ロックボルトは、前記流体導入部材の周状の前端面が前記端末スリーブの後端面に摩擦圧接されていることを特徴とする。
これによれば、異型鋼管本体の後端部において端末スリーブを強固に固定して移動しないように定置し、地山定着時に異型鋼管本体の適切な膨張状態を確実に得ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ずり積込み装置
5か月前
個人
高速道路トンネルの強靭化法
1か月前
株式会社エステック
掘削機
5か月前
能美防災株式会社
水噴霧設備
3か月前
株式会社奥村組
削孔システム
4か月前
株式会社奥村組
シールド掘進機
2か月前
株式会社奥村組
シールド掘進機
2か月前
戸田建設株式会社
ロックボルト
1か月前
株式会社神島組
破砕工法
1か月前
株式会社奥村組
シールド掘進機
2か月前
株式会社奥村組
シールド掘進機
2か月前
株式会社奥村組
シールド掘進機
2か月前
株式会社奥村組
シールド掘進機
2か月前
戸田建設株式会社
面木
5か月前
アイエスケー株式会社
結合装置
6か月前
株式会社奥村組
インバート用打設設備
2か月前
株式会社堤水素研究所
発破装置
4か月前
株式会社奥村組
インバートの打設方法
2か月前
株式会社エステック
掘削機及び掘削装置
3日前
株式会社奥村組
テールシールの交換構造
2か月前
テクノス株式会社
鋼製セグメント製造設備
4か月前
日特建設株式会社
ビット及び削孔機
4か月前
個人
鉱物採取具
5か月前
株式会社フジタ
遠隔操作トンネル掘削装置
6か月前
日本車輌製造株式会社
油圧ユニット
18日前
株式会社フジタ
トンネル工事のずり排出方法
6か月前
株式会社フジタ
トンネル工事のずり排出方法
6か月前
株式会社フジタ
切羽穿孔機の遠隔制御システム
6か月前
六菱ゴム株式会社
止水装置
6か月前
株式会社エステック
カッターヘッド及び掘削機
2か月前
ハイテック株式会社
気泡生成装置および掘削装置
4か月前
大成建設株式会社
トンネルの変位予測方法
3か月前
西松建設株式会社
土層分布検知方法
24日前
株式会社郡産業
ハンマーグラブ用ソケット
1か月前
日本ヒューム株式会社
プレキャスト部材の継手構造
4か月前
株式会社奥村組
シールド掘進機の後胴部の伸縮方法
2か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ