TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024147483
公報種別
公開特許公報(A)
公開日
2024-10-16
出願番号
2023184070
出願日
2023-10-26
発明の名称
結晶形成方法、結晶形成装置、画像形成方法、及び立体造形物の製造方法
出願人
株式会社リコー
,
国立大学法人千葉大学
代理人
個人
,
個人
主分類
B22F
10/25 20210101AFI20241008BHJP(鋳造;粉末冶金)
要約
【課題】光吸収材を含む転写対象材料を飛散させることなく、光吸収材をより高精細に転写することができる結晶形成方法の提供
【解決手段】基板と、前記基板上に光吸収材及び分散媒を含む転写対象材料とを配したドナー基板に対して、前記ドナー基板の前記基板側から前記転写対象材料に光渦レーザービームを照射して前記転写対象材料を飛翔体として飛翔させて被付与物に付与し、結晶を形成する結晶形成工程を含み、
25℃で剪断応力が200Paにおける前記転写対象材料の複素粘度が1mPa・s以上8.6mPa・s以下であり、
前記被付与物の十点平均粗さRzが4.9μm以下であることを特徴とする結晶作成方法である。
【選択図】なし
特許請求の範囲
【請求項1】
基板と、前記基板上に光吸収材及び分散媒を含む転写対象材料とを配したドナー基板に対して、前記ドナー基板の前記基板側から前記転写対象材料に光渦レーザービームを照射して前記転写対象材料を飛翔体として飛翔させて被付与物に付与し、結晶を形成する結晶形成工程を含み、
25℃で剪断応力が200Paにおける前記転写対象材料の複素粘度が1mPa・s以上8.6mPa・s以下であり、
前記被付与物の十点平均粗さRzが4.9μm以下であることを特徴とする結晶形成方法。
続きを表示(約 810 文字)
【請求項2】
前記被付与物の十点平均粗さRzが0.007μm以上1.5μm以下である、請求項1に記載の結晶形成方法。
【請求項3】
前記光吸収材が無機材料を含む、請求項1から2のいずれかに記載の結晶形成方法。
【請求項4】
前記無機材料のメディアン径(D
50
)が50nm以上500nm以下である、請求項3に記載の結晶形成方法。
【請求項5】
前記光吸収材が、異なる2種以上の無機材料を含み、
前記異なる2種以上の無機材料が、同一の結晶構造を持つ物質からなる、請求項1から2のいずれかに記載の結晶形成方法。
【請求項6】
前記分散媒がグリセロール水溶液である、請求項1から2のいずれかに記載の結晶形成方法。
【請求項7】
形成された前記結晶の80%以上が単結晶である、請求項1から2のいずれかに記載の結晶形成方法。
【請求項8】
基板と、前記基板上に光吸収材及び分散媒を含む転写対象材料とを配したドナー基板に対して、前記ドナー基板の前記基板側から前記転写対象材料に光渦レーザービームを照射して前記転写対象材料を転写体として飛翔させて被付与物に付与し、結晶を形成する結晶形成手段と、
25℃で剪断応力が200Paにおける前記転写対象材料の複素粘度が1mPa・s以上8.6mPa・s以下であり、
前記被付与物の十点平均粗さRzが4.9μm以下であることを特徴とする結晶形成装置。
【請求項9】
前記被付与物の十点平均粗さRzが0.007μm以上1.5μm以下である、請求項8に記載の結晶形成装置。
【請求項10】
請求項1から2のいずれかに記載の結晶形成方法によって、画像を形成することを特徴とする画像形成方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、結晶形成方法、結晶形成装置、画像形成方法、及び立体造形物の製造方法に関する。
続きを表示(約 5,800 文字)
【背景技術】
【0002】
レーザー励起前方転写(Laser-Induced Forward Transfer:LIFT)法は、基板上に光吸収材を含む転写対象材料を配したドナー基板に対して、前記ドナー基板の前記基板側から前記転写対象材料にレーザービームを照射し、前記転写対象材料を飛翔させ、前記転写対象材料の対面に配置した被付与物(アクセプター基板)の所望の位置に前記転写対象材料を転写する方法である。
【0003】
このようなLIFT法としては、例えば、前記レーザービームとして光渦レーザービームを用いることにより、光吸収材を含む高粘度液体を飛散させることなく、精細に転写できる画像形成方法が提案されている(例えば、特許文献1参照)。
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、光吸収材を含む転写対象材料を飛散させることなく、光吸収材をより高精細に転写することができる結晶形成方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
前記課題を解決するための手段としての本発明の結晶形成方法は、基板と、前記基板上に光吸収材及び分散媒を含む転写対象材料とを配したドナー基板に対して、前記ドナー基板の前記基板側から前記転写対象材料に光渦レーザービームを照射して前記転写対象材料を転写体として飛翔させて被付与物に付与し、結晶を形成する結晶形成工程を含み、25℃で剪断応力が200Paにおける前記転写対象材料の複素粘度が1mPa・s以上8.6mPa・s以下であり、前記被付与物の十点平均粗さが4.9μm以下であることを特徴とする。
【発明の効果】
【0006】
本発明によると、光吸収材を含む転写対象材料を飛散させることなく、光吸収材をより高精細かつ高精度で転写することができる結晶形成方法を提供することができる。
【図面の簡単な説明】
【0007】
図1Aは、一般的なレーザービームにおける波面(等位相面)の一例を示す概略図である。
図1Bは、一般的なレーザービームにおける光強度分布の一例を示す図である。
図1Cは、一般的なレーザービームにおける位相分布の一例を示す図である。
図2Aは、光渦レーザービームにおける波面(等位相面)の一例を示す概略図である。
図2Bは、光渦レーザービームにおける光強度分布の一例を示す図である。
図2Cは、光渦レーザービームにおける位相分布の一例を示す図である。
図3Aは、一般的なレーザービームを光吸収材に照射させたときの一例を示す写真である。
図3Bは、光渦レーザービームを光吸収材に照射させたときの一例を示す写真である。
図4Aは、光渦レーザービームにおける干渉計測の結果の一例を示す説明図である。
図4Bは、中心に光強度0の点を有するレーザービームにおける干渉計測の結果の一例を示す説明図である。
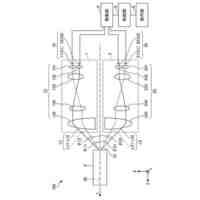
図5Aは、本発明の飛翔体転写装置の一例を示す説明図である。
図5Bは、本発明の飛翔体転写装置の他の一例を示す説明図である。
図5Cは、本発明の飛翔体転写装置の他の一例を示す説明図である。
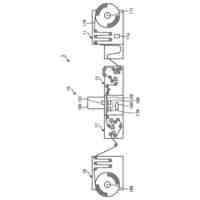
図6Aは、本発明の画像形成装置の一例を示す概略断面図である。
図6Bは、本発明の画像形成装置の他の一例を示す概略断面図である。
図7Aは、本発明の画像形成装置の他の一例を示す概略断面図である。
図7Bは、本発明の画像形成装置の他の一例を示す概略断面図である。
図7Cは、本発明の画像形成装置の他の一例を示す概略断面図である。
図8Aは、本発明の画像形成装置の他の一例を示す概略断面図である。
図8Bは、本発明の画像形成装置の他の一例を示す概略断面図である。
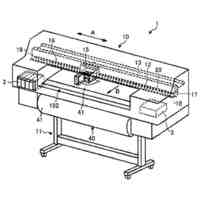
図9は、立体造形物の製造装置の一例を示す概略断面図である。
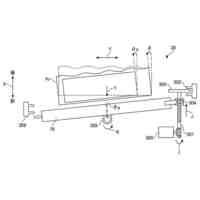
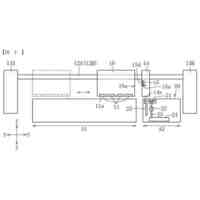
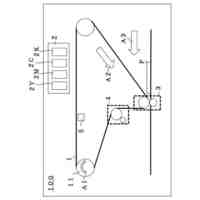
図10Aは、実施例及び比較例で用いた光渦レーザービームを有するレーザー照射装置の一例を示す概略図である。
図10Bは、実施例及び比較例で用いた光渦レーザービームを有するレーザー照射装置の一例を示す概略図である。
図11は、転写対象材料No.1~8におけるグリセロール濃度(質量%)と複素粘度(mPa・s)の関係の一例を示すグラフである。
図12は、転写対象材料No.1(グリセロール濃度43質量%、複素粘度6mPa・s)に対して、光渦レーザービームを照射してから0μs、3μs、5μs、10μs、20μs、30μs、及び40μsの挙動の一例を示す写真である。
図13Aは、転写対象材料から1.5mm離れた場所に設置した被付与物(松浪硝子工業株式会社製のS1214、水縁磨、t1.3)に転写された転写対象材料(以下ドットと呼ぶ)を、300℃で加熱処理を行い転写対象材料中の分散媒を除去した状態の一例を示す写真である。
図13Bは、図13Aを、共焦点レーザー顕微鏡を用い測定して得られた3D像の一例を示す概略図である。
図14Aは、全角運動量J=2(L=1、S=1)の光渦レーザービームを照射することで得られたドットの一例を示す上部写真である。
図14Bは、全角運動量J=2(L=1、S=1)の光渦レーザービームを照射することで得られたドットの一例を示す側面の断面写真である。
図15Aは、全角運動量J=-2(L=-1、S=-1)の光渦レーザービームを照射することで得られたドットの一例を示す上部写真である。
図15Bは、全角運動量J=-2(L=-1、S=-1)の光渦レーザービームを照射することで得られたドットの一例を示す側面の断面写真である。
図16は、スピン角運動量Sにより、全角運動量Jを変化させた際のドット直径及びコア直径の関係を示す。
図17Aは、転写対象材料Nо.1を用いて形成したドットを、走査型顕微鏡(SEM)を用いて観察した観察像の一例を示す写真である。
図17Bは、図17Aを、集束イオンビーム装置(FIB)を用いて、コアを薄片化した加工物のSEM観察像の一例である。
図18Aは、図17Aを、透過型電子顕微鏡を用いて観察した明視野像の一例を示す写真である。
図18Bは、図18Aにおけるaの位置から得られた電子回折パターンの一例である。
図18Cは、図18Cにおける白丸で囲まれた電子線回折スポットから得られた暗視野像の一例である。
図18Dは、図18Aにおけるbの位置から得られた電子回折パターンの一例である。
図18Eは、図18Dにおける白丸で囲まれた電子線回折スポットから得られた暗視野像の一例である。
図18Fは、図18C及び図18Eで示された領域と、図18Aとの対応関係の一例である。
図19Aは、図18Cの領域から得られた電子線回折パターンの一例である。
図19Bは、ReciProからシミュレーションされた、ミラー指数(122)におけるスピネル型結晶(鉄フェライト)の電子線回折パターンの一例である。
図19Cは、図18Eの領域から得られた電子線回折パターンの一例である。
図19Dは、ReciProからシミュレーションされた、ミラー指数(100)におけるスピネル型結晶(鉄フェライト)の電子線回折パターンの一例である。
図19Eは、図19A~D中に表記されたa~eの回折スポット間の比率、角度を比較した結果の一例である。
図19Fは、異なる晶帯軸を有する2つのスピネル型結晶の一例を示す概略図である。
図20Aは、図17Aを、透過型電子顕微鏡を用いて観察した明視野像の一例を示す写真である。
図20Bは、図20A中の白丸aにおけるミラー指数(100)における電子回折パターンの一例である。
図21Aは、図20A中の白丸aにおけるミラー指数(100)における電子回折パターンの一例である。
図21Bは、元素分析測定により得られた鉄(Fe)の分布を図21Aにマッピングした結果の一例である。
図21Cは、元素分析測定により得られたマンガン(Mn)の分布を図21Aにマッピングした結果の一例である。
図22Aは、図10Aの実験系を用いたパターニングの一例を示す図である。
図22Bは、図22Aにレーザービーム照射領域を追記した結果を示す図である。
図22Cは、転写対象材料と被付与物の距離を変化させた際の、ポジションエラー及びドット直径の関係の一例を示す図である。
図23Aは、転写対象材料Nо.1を用いた際の各フルエンスと飛翔速度の関係を示す一例である。
図23Bは、転写対象材料Nо.1を用いた際に観察された単一液滴飛翔モードに分類される飛翔体を示す一例である。
図23Cは、転写対象材料Nо.1を用いた際に観察された複数液滴飛翔モードに分類される飛翔体を示す一例である。
図23Dは、転写対象材料Nо.1を用いた際に観察された膨らみを伴うジェットによる飛翔モードに分類される飛翔体を示す一例である。
図23Eは、転写対象材料Nо.1を用いた際に観察された飛散モードに分類される飛翔体を示す一例である。
図24Aは、転写対象材料Nо.7を用いた際の各フルエンスと飛翔速度の関係を示す一例である。
図24Bは、転写対象材料Nо.7を用いた際に観察された単一液滴飛翔モードに分類される飛翔体を示す一例である。
図24Cは、転写対象材料Nо.7を用いた際に観察された複数液滴飛翔モードに分類される飛翔体を示す一例である。
図24Dは、転写対象材料Nо.7を用いた際に観察された膨らみを伴うジェットによる飛翔モードに分類される飛翔体を示す一例である。
図24Eは、転写対象材料Nо.7を用いた際に観察された飛散モードに分類される飛翔体を示す一例である。
図25Aは、転写対象材料Nо.8を用いた際の各フルエンスと飛翔速度の関係を示す一例である。
図25Bは、転写対象材料Nо.8を用いた際に観察された単一液滴飛翔モードに分類される飛翔体を示す一例である。
図25Cは、転写対象材料Nо.8を用いた際に観察された複数液滴飛翔モードに分類される飛翔体を示す一例である。
図25Dは、転写対象材料Nо.8を用いた際に観察された膨らみを伴うジェットによる飛翔モードに分類される飛翔体を示す一例である。
図25Eは、転写対象材料Nо.8を用いた際に観察された飛散モードに分類される飛翔体を示す一例である。
図26は、図23B、図24B、及び図25Bにより転写対象材料から1.5mm離れた場所に設置した被付与物に転写されたドットを、300℃で加熱処理を行い転写対象材料中の分散媒を除去したドットと転写対象材料の複素粘度の関係を示す一例である。
図27Aは、解析方法のイメージ図の一例を示す概略図である。
図27Bは、転写対象材料Nо.1を用いて得られたドットの空間分布の一例を示す概略図である。
図27Cは、転写対象材料Nо.7を用いて得られたドットの空間分布の一例を示す概略図である。
図27Dは、転写対象材料Nо.8を用いて得られたドットの空間分布の一例を示す概略図である。
図28Aは、転写対象材料Nо.1を用いて膜厚を26μmとし、ビームスポット径を34μm、49μm、74μm、97μmとした際のドット直径と、コアの直径の関係の一例を示す概略図である。
図28Bは、図28Aでビームスポット径を変化させた際の、ドット体積と、コアの高さの関係の一例を示す概略図である。
図29Aは、レーザービームを照射した後の3.0μs後までの気泡成長の時間変化の一例を示す図である。
図29Bは、レイリー・プレセット方程式から算出した内部圧力とレーザービーム照射後の経過時間との関係の一例を示す図である。
図30Aは、解析方法の一例を示す簡略図である。
図30Bは、転写対象材料Nо.1で統一して実験を行った結果の一例を示すグラフである。
【発明を実施するための形態】
【0008】
(結晶形成方法及び結晶形成装置)
本発明の結晶形成方法は、基板と、前記基板上に光吸収材及び分散媒を含む転写対象材料とを配したドナー基板に対して、前記ドナー基板の前記基板側から前記転写対象材料に光渦レーザービームを照射して前記転写対象材料を転写体として飛翔させて被付与物に付与し、結晶を形成する結晶形成工程を含み、25℃で剪断応力が200Paにおける前記転写対象材料の複素粘度が1mPa・s以上8.6mPa・s以下であり、前記被付与物の十点平均粗さが4.9μm以下であり、更に必要に応じてその他の工程を含む。
【0009】
本発明の結晶形成装置は、基板と、前記基板上に光吸収材及び分散媒を含む転写対象材料とを配したドナー基板に対して、前記ドナー基板の前記基板側から前記転写対象材料に光渦レーザービームを照射して前記転写対象材料を転写体として飛翔させて被付与物に付与し、結晶を形成する結晶形成手段を有し、25℃で剪断応力が200Paにおける前記転写対象材料の複素粘度が1mPa・s以上8.6mPa・s以下であり、前記被付与物の十点平均粗さが4.9μm以下であり、更に必要に応じてその他の手段を有する。
【0010】
本発明の飛翔体転写方法は、本発明の結晶形成装置により好適に実施することができ、結晶形成工程は結晶形成手段により行うことができ、その他の工程はその他の手段により行うことができる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
株式会社リコー
画像形成装置
11日前
株式会社リコー
液体吐出装置
10日前
株式会社リコー
画像形成装置
3日前
株式会社リコー
液体吐出方法
3日前
株式会社リコー
液体吐出装置
17日前
株式会社リコー
光源装置、及び投射装置
17日前
株式会社リコー
媒体処理装置、及び、媒体処理方法
3日前
株式会社リコー
媒体処理装置、及び、媒体処理方法
3日前
株式会社リコー
画像処理装置、画像処理方法及びプログラム
17日前
株式会社リコー
画像形成装置、画像形成方法およびプログラム
18日前
株式会社リコー
センサ装置、プログラム、推定方法、通信システム
17日前
株式会社リコー
交流出力制御素子の冷却装置、および画像形成装置
17日前
株式会社リコー
液体塗布装置、液体塗布装置の制御方法、及び画像形成システム
3日前
株式会社リコー
情報処理装置、情報処理システム、情報処理方法及びプログラム
17日前
株式会社リコー
情報処理装置、表示装置、通信方法、プログラム、通信システム
17日前
株式会社リコー
品質要因分析方法、製造方法、品質要因分析装置、および製造システム
3日前
株式会社リコー
表示装置、表示方法、プログラム
17日前
株式会社リコー
伝送端末、伝送方法、及び伝送用プログラム
5日前
株式会社リコー
情報処理装置、情報処理システム、情報処理方法及びプログラム
3日前
株式会社リコー
情報処理システム、情報処理装置、プログラム、及び情報処理方法
17日前
株式会社リコー
プログラム、情報処理方法、情報処理装置および情報処理システム
17日前
株式会社リコー
情報処理システム、情報処理装置、プログラム及びアンケート運用方法
10日前
株式会社リコー
画像通信システム、通信端末、画像通信方法、通信方法、表示方法及びプログラム
10日前
株式会社松風
歯科用埋没材
5か月前
個人
鋼の連続鋳造鋳片の切断装置
4か月前
UBEマシナリー株式会社
成形機
2か月前
日本鋳造株式会社
鋳造方法
4か月前
マツダ株式会社
鋳造装置
3か月前
日本製鉄株式会社
棒状部材
5か月前
株式会社 寿原テクノス
金型装置
1か月前
三菱電機株式会社
三次元造形装置
1か月前
株式会社エスアールシー
インゴット
2か月前
芝浦機械株式会社
成形機
24日前
個人
透かし模様付き金属板の製造方法
1か月前
芝浦機械株式会社
成形機
24日前
株式会社日本高熱工業社
潤滑剤塗布装置
17日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ