TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024135255
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023045852
出願日
2023-03-22
発明の名称
ポーラス耐火物、ポーラス耐火物の製造方法およびガス吹きプラグ
出願人
品川リフラクトリーズ株式会社
代理人
弁理士法人R&C
主分類
C04B
38/06 20060101AFI20240927BHJP(セメント;コンクリート;人造石;セラミックス;耐火物)
要約
【課題】通気性が良好であり、かつ、溶鋼の浸透を抑止しやすいポーラス耐火物およびその製造方法を提供する。
【解決手段】JIS R1655の水銀圧入法により特定される気孔の体積基準の累積50%気孔径である平均気孔径d50が230μm以下であり、式(1)で表される気孔径のスパン値aが0.8以下であり、かつ、JIS R2115により特定される通気率が1.2(×10
-10
m
2
)以上であるポーラス耐火物。
a=(d10-d90)/d50 (1)
d50は平均気孔径であり、d10およびd90はそれぞれ、JIS R1655の水銀圧入法により特定される気孔の体積基準の、気孔径が大きい側からの累積10%気孔径および累積90%気孔径である。
【選択図】なし
特許請求の範囲
【請求項1】
JIS R1655の水銀圧入法により特定される気孔の体積基準の累積50%気孔径である平均気孔径d50が230μm以下であり、式(1)で表される気孔径のスパン値aが0.8以下であり、かつ、JIS R2115により特定される通気率が1.2(×10
-10
m
2
)以上であるポーラス耐火物。
a=(d10-d90)/d50 (1)
d50は前記平均気孔径であり、d10およびd90はそれぞれ、前記水銀圧入法により特定される気孔の体積基準の、気孔径が大きい側からの累積10%気孔径および累積90%気孔径である。
続きを表示(約 750 文字)
【請求項2】
JIS R2205により特定される気孔率が40%以下である、請求項1に記載のポーラス耐火物。
【請求項3】
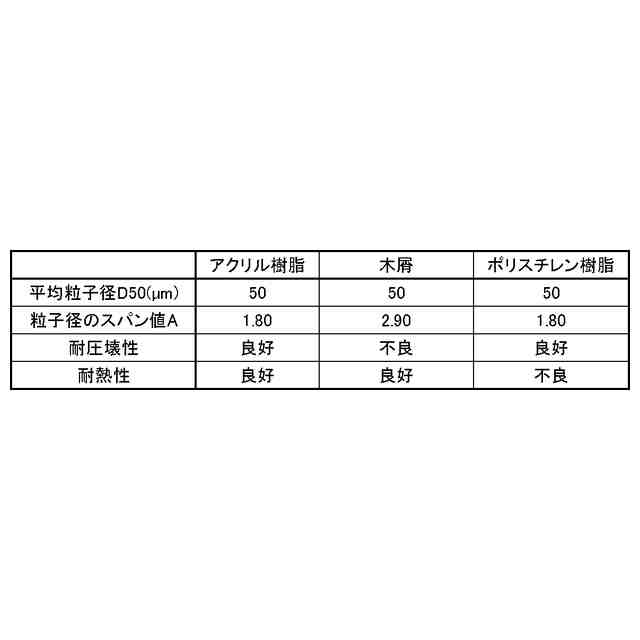
耐火原料と、前記耐火原料100質量%に対し外掛け3質量%以上15質量%以下のアクリル樹脂と、を混練して混練済み混合物を得る混練工程、
前記混練済み混合物を成形して成形体を得る成形工程、および
前記成形体を焼成してポーラス耐火物を得る焼成工程、を含み、
前記アクリル樹脂は、JIS Z8825のレーザ回折・散乱法により特定される体積基準粒度分布の累積50%径である平均粒子径D50が30μm以上70μm以下であり、かつ、式(2)で表される粒子径のスパン値Aが3.5以下であるポーラス耐火物の製造方法。
A=(D90-D10)/D50 (2)
D50は前記平均粒子径であり、D10およびD90はそれぞれ、前記レーザ回折・散乱法により特定される体積基準粒度分布の、粒子径が小さい側からの累積10%径および累積90%径である。
【請求項4】
前記成形工程はプレス成形ステップを含み、前記プレス成形ステップのプレス成形の最大圧力が10MPa以上である、請求項3に記載の製造方法。
【請求項5】
前記耐火原料は、粒子径0.1mm以上5.0mm以下の骨材原料55重量%以上95重量%以下、および、粒子径0.1mm未満の微粉原料5.0重量%以上45重量%以下、を含む、請求項3に記載の製造方法。
【請求項6】
請求項3に記載の製造方法によって製造されたポーラス耐火物。
【請求項7】
請求項1、2、および6のいずれか一項に記載のポーラス耐火物を含むガス吹きプラグ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ポーラス耐火物、ポーラス耐火物の製造方法およびガス吹きプラグに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
取鍋内精錬では、溶鋼温度や成分の均一化を目的として、取鍋底部に装着したガス吹きプラグからアルゴンガスなどの不活性ガスを吹き込み、溶鋼や精錬剤などをかくはんする。代表的なガス吹きプラグとして、ポーラス質耐火物を使用したもの、緻密質耐火物に貫通孔を形成したもの、緻密質耐火物にスリットを形成したものなどが知られている。ポーラス質耐火物を使用したガス吹きプラグは、ガス流量制御の容易さ、バブリング信頼性の面から広く使用されている。
【0003】
ポーラス質耐火物を使用したガス吹きプラグにおいて、ガスを効率的に吹き込むために高い通気率が求められる。通気率を高めるために、ポーラス耐火物の気孔率を高めたり、気孔径を高めたりすることが考えられる。しかし、気孔率が高くなると耐火物の強度が弱くなったり、溶鋼の浸透を抑止できなくなったりする場合がある。また、気孔径が大きくなると、溶鋼の浸透を抑止できなくなる場合がある。
【0004】
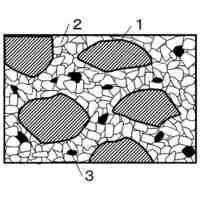
気孔率と気孔径の増加を抑えつつ通気率を高める方法として、耐火物の製造時に焼失原料を添加する方法が挙げられる。耐火原料に焼失原料を添加した成形体を高温で焼成するとき、耐火原料が残る一方、焼失原料が焼失する。焼失原料の焼失により、成形体の内部にある密閉気孔が連通されて連通気孔となり、結果とし焼成後のポーラス耐火物の通気性が改善される、と考えられている。
【0005】
特許文献1では、木屑を焼失原料としてポーラス耐火物を製造する発明が開示されている。特許文献2では、木炭粉を焼失原料としてポーラス耐火物を製造する発明が開示されている。
【0006】
しかし、特許文献1のように木屑を使用する場合、木屑が成形工程で圧壊して焼成工程で望む気孔を形成することができず、結果としてポーラス耐火物に十分な通気率が得られない場合があった。また、仮に焼失原料の圧壊を防ぐためにプレス成形の最大圧力を低くすると、ポーラス耐火物の各部分の気孔率が不均一となる恐れがあった。さらに、引用文献1の木屑または引用文献2の木炭粉のような天然由来であり成分の制御が困難である焼失原料を使用する場合、焼け残りが発生して、焼成後のポーラス耐火物に十分な通気率が得られない場合があった。
【先行技術文献】
【特許文献】
【0007】
特開2014-043377号公報
特開2013-001584号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、通気性が良好であり、かつ、溶鋼の浸透を抑止しやすいポーラス耐火物およびその製造方法の提供にある。
【課題を解決するための手段】
【0009】
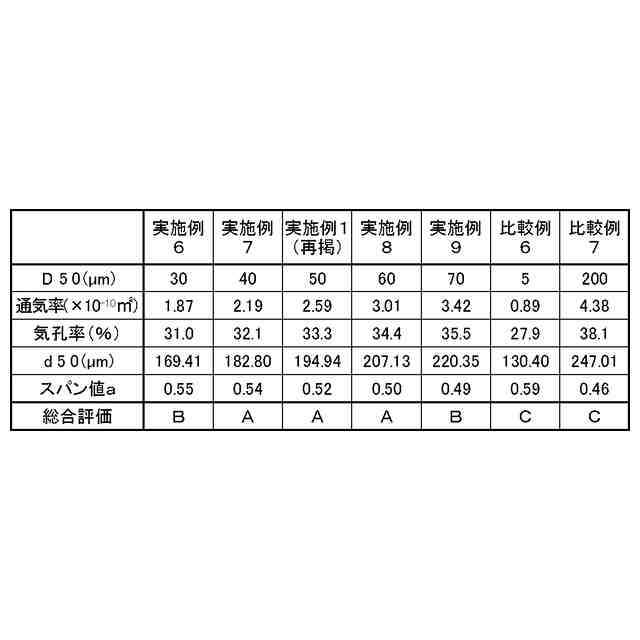
本発明に係るポーラス耐火物は、JIS R1655の水銀圧入法により特定される気孔の体積基準の累積50%気孔径である平均気孔径d50が230μm以下であり、式(1)で表される気孔径のスパン値aが0.8以下であり、かつ、JIS R2115により特定される通気率が1.2(×10
-10
m
2
)以上である。
a=(d10-d90)/d50 (1)
d50は前記平均気孔径であり、d10およびd90はそれぞれ、JIS R1655の水銀圧入法により特定される気孔の体積基準の、気孔径が大きい側からの累積10%気孔径および累積90%気孔径である。
【0010】
この構成によれば、通気性が良好であり、かつ、溶鋼の浸透を抑止しやすいポーラス耐火物を提供できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱マテリアル株式会社
cBN焼結体
24日前
花王株式会社
増粘剤組成物
2か月前
東レ株式会社
多孔質炭素板およびその製造方法
28日前
東京窯業株式会社
熱処理治具の製造方法
1か月前
花王株式会社
増粘剤組成物
2か月前
日本特殊陶業株式会社
筒状多孔質体
2か月前
MUマテックス株式会社
骨材組成物
3日前
品川リフラクトリーズ株式会社
不定形耐火物
1か月前
TOTO株式会社
複合材料
1か月前
個人
石材調建材パネル
1か月前
TOTO株式会社
複合材料
1か月前
戸田建設株式会社
半水石膏を主材とする充填材
1か月前
トヨタ自動車株式会社
溶射膜
1か月前
株式会社日本触媒
分散剤
13日前
花王株式会社
水硬性組成物用表面美観向上剤
1か月前
TOTO株式会社
陶器素地
2か月前
株式会社MARUWA
窒化ケイ素板及びその製造方法
7日前
株式会社ナノジャパン
セラミックス組成物
1か月前
太平洋セメント株式会社
セメント混和材
3日前
日本特殊陶業株式会社
接合体及びSiC基質部材
1か月前
日本特殊陶業株式会社
接合体及びSiC基質部材
2か月前
日本碍子株式会社
焼成体の製造方法
7日前
太平洋セメント株式会社
セメントの製造方法
1か月前
太平洋マテリアル株式会社
セメント組成物及びセメントペースト
13日前
花王株式会社
水硬性組成物用表面美観向上剤
1か月前
CONNEXX SYSTEMS株式会社
混合粉粒体の製造方法
1か月前
TDK株式会社
焼成用セッター
1か月前
株式会社OSHIROX
補修材組成物および硬化物
2か月前
デンカ株式会社
アルミナセメント組成物および不定形耐火物
1か月前
川崎重工業株式会社
下向き分岐ダクト
2か月前
大成建設株式会社
補強用繊維
1か月前
株式会社ナノジャパン
保水性材料及び気化冷却器
1か月前
個人
プレキャスト製残存型枠パネルの製造方法
1か月前
デンカ株式会社
液体急結剤、補修材料、硬化体
2か月前
品川リフラクトリーズ株式会社
ランス用キャスタブル耐火物
1か月前
京セラ株式会社
セラミック構造体
13日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ