TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024125638
公報種別
公開特許公報(A)
公開日
2024-09-19
出願番号
2023033581
出願日
2023-03-06
発明の名称
鋼橋の保全工法
出願人
ヤマダインフラテクノス株式会社
,
国立大学法人東海国立大学機構
代理人
個人
,
個人
,
個人
主分類
E01D
22/00 20060101AFI20240911BHJP(道路,鉄道または橋りょうの建設)
要約
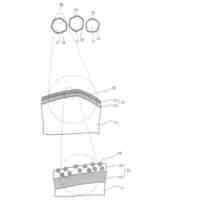
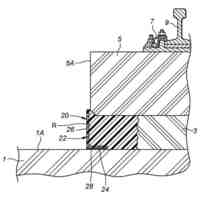
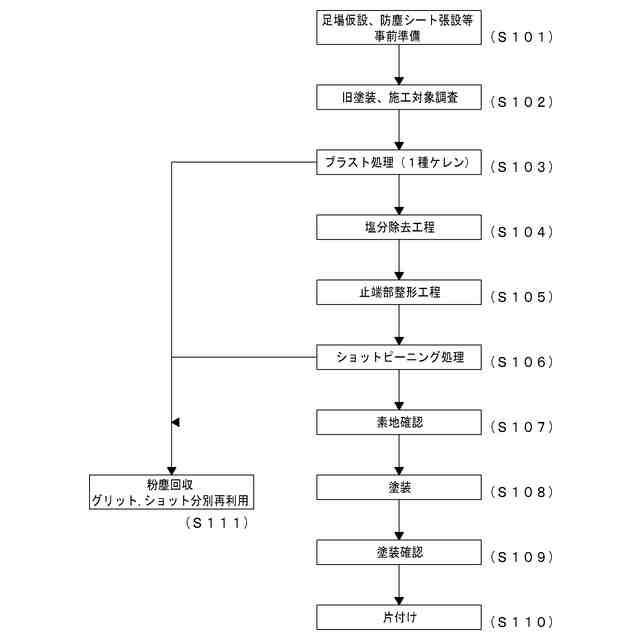
【課題】溶接止端部における応力集中を緩和し得る湾曲凹部を、該溶接止端部に容易かつ安定して形成できると共に、狭隘な作業スペースであっても該湾曲凹部の形成作業を比較的容易に行い得る鋼橋の保全工法を提案する。
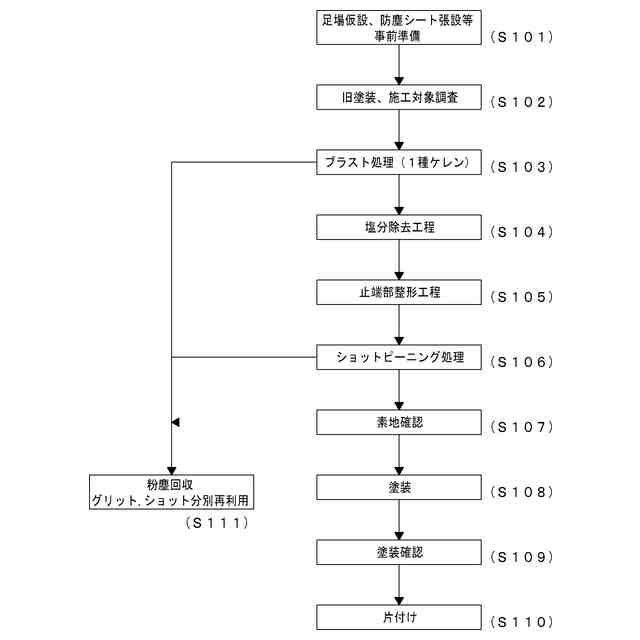
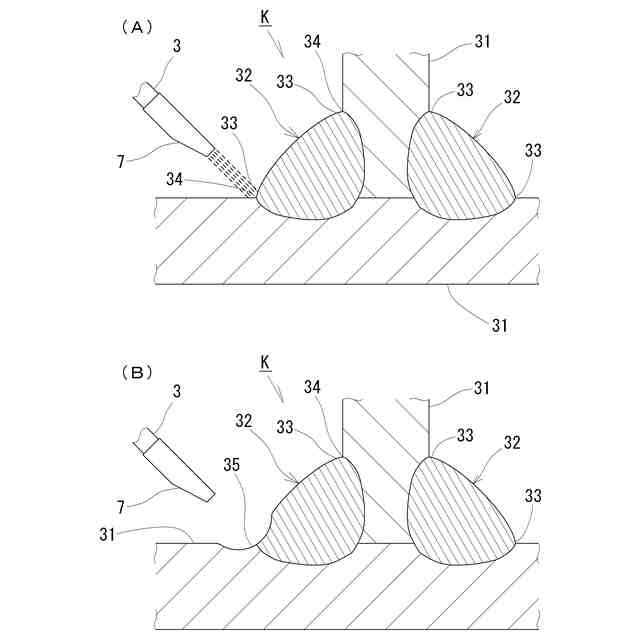
【解決手段】素地調整するブラスト処理後であって、圧縮残留応力を導入するショットピーニング処理の前または後に、溶接止端部にグリットを射出して衝突させるグリット射出処理を行うことによって、該溶接止端部と鋼材表面との境界を研削して湾曲凹部を形成する止端部整形工程を実行する。かかる保全工法によれば、グリット射出処理で前記境界にグリットを衝突させることによって、溶接止端部と鋼材表面とを滑らかに連続する湾曲凹部を容易かつ安定して形成できると共に、該湾曲凹部によって前記境界における応力集中を緩和でき、疲労強度を向上できる。
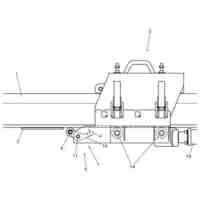
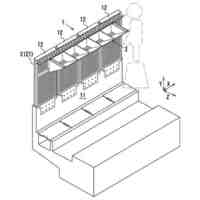
【選択図】図1
特許請求の範囲
【請求項1】
鋼橋の表面のうち少なくとも溶接部を含む領域に、グリットを用いてブラスト処理を行うことによって素地調整するブラスト工程と、
前記ブラスト工程で素地調整をした領域に、ショットを用いてショットピーニング処理を行うことによって圧縮残留応力を導入するピーニング工程と
を含む鋼橋の保全工法であって、
前記ブラスト工程後の、前記ピーニング工程の前または後に実行され、該ブラスト工程で素地調整された領域にある溶接部の溶接止端部に、前記グリットを射出して衝突させるグリット射出処理を行うことによって、該溶接止端部と該溶接止端部に連なる鋼材表面との境界を研削して所定深さの湾曲凹部を形成する止端部整形工程を含むことを特徴とする鋼橋の保全工法。
続きを表示(約 140 文字)
【請求項2】
ブラスト処理とグリット射出処理とを、グリットを射出するノズルを交換可能なブラスト装置を用いて実行するものであって、
グリット射出処理では、ブラスト処理に比して、射出口径の小さいノズルを使用するようにしたことを特徴とする請求項1に記載の鋼橋の保全工法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼橋に実施する鋼橋の保全工法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来から、新設するものや既設のものに関わらず鋼橋はサビ等の発生を防ぐために、あるいは特に既存の鋼橋においては経年劣化によって腐食が進行した塗装の更新のために、予防保全が施されている。このように予防保全は、サビ等を取り除いたり、古い塗膜を取り除いたりする必要があるため、近年ではブラスト処理(1種ケレン)によってサビや塗膜を除去し、その後、新規の塗装を施すことが行われている。
【0003】
既存の鋼橋などに対して行う保全工法として、例えば特許文献1には、サビや塗膜を除去して素地調整するブラスト処理と、鋼材の表面に圧縮残留応力を導入して疲労強度を向上させるショットピーニング処理と、防錆塗装する塗装工程とを順次実行する工法が提案されている。
【先行技術文献】
【特許文献】
【0004】
特開2017-150234号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
既存の鋼橋は、重量物である車両の通行による振動や風雪などによって経年劣化(疲労)して、亀裂(疲労亀裂)が発生することがある。この疲労亀裂の発生を抑制する手法として、圧縮残留応力を導入する処理と応力集中を緩和させる処理とがある。前者の処理として、ショットを用いたショットピーニング処理が知られており、比較的広い範囲を対象として実行される。後者の処理としては、グラインダーによる研削処理が知られており、溶接止端部等の局所的な部位に用いられる。ここで、溶接止端部は、溶接部が鋼材の表面と交わる部分であり、応力集中を生じ易く、該応力集中による疲労亀裂の発生が懸念される。そのため、前述した保全工法にあって、ブラスト処理後に、溶接止端部をグラインダーで研削して所望の形状に整形することにより、応力集中を緩和させて、該溶接止端部での疲労亀裂の発生を抑制するようにしていた。
【0006】
ところが、溶接止端部をグラインダーにより研削する作業は、作業者の技量に大きく依存する。すなわち、溶接止端部を研削し過ぎれば、応力集中を生じ易くなる一方、研削が不十分であれば、疲労強度の十分な向上を得られない。そのため、溶接止端部をグラインダーにより研削する作業には、高い技術を必要としていた。さらに、こうしたグラインダーによる研削作業は、熟練の作業者であっても、細心の注意を払って行われることから、作業時間が増大するという問題もあった。
【0007】
一方で、鋼橋は、複数の鋼材を連結した構造を有しており、複数の鋼材が集まっている箇所もある。こうした箇所では、作業スペースが比較的狭隘であることから、作業者への負担も大きくなる傾向にある。特に、前述したグラインダーは、比較的大きく且つ重いことから、狭隘な作業スペースで溶接止端部の研削作業を行い難いという問題があった。
【0008】
本発明は、作業者の技量に関わらず、溶接止端部を所望の形態に整形でき且つ作業時間を短縮できると共に、狭隘な作業スペースであっても溶接止端部の研削作業を比較的容易に行い得る鋼橋の保全工法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明は、鋼橋の表面のうち少なくとも溶接部を含む領域に、グリットを用いてブラスト処理を行うことによって素地調整するブラスト工程と、前記ブラスト工程で素地調整をした領域に、ショットを用いてショットピーニング処理を行うことによって圧縮残留応力を導入するピーニング工程とを含む鋼橋の保全工法であって、前記ブラスト工程後の、前記ピーニング工程の前または後に実行され、該ブラスト工程で素地調整された領域にある溶接部の溶接止端部に、前記グリットを射出して衝突させるグリット射出処理を行うことによって、該溶接止端部と該溶接止端部に連なる鋼材表面との境界を研削して所定深さの湾曲凹部を形成する止端部整形工程を含むことを特徴とする鋼橋の保全工法である。
【0010】
ここで、ブラスト処理、グリット、及びショットは、JIS Z 0310:2004「素地調整用ブラスト処理方法通則」において、それぞれ定義されている。具体的には、ブラスト処理とは「処理する鋼材表面に大きな運動エネルギーをもつ研削材を衝突させ、鋼材表面を細かく切削及び打撃することによって、鋼材表面の酸化物又は付着物を除去して鋼材表面を清浄化及び粗面化すること。」である。グリットとは「使用前の状態で、りょう角(稜角)をもつ角張った形状であり、丸い部分がその粒子の1/2未満の粒子。」である。ショットとは「使用前の状態で、りょう角(稜角)、破砕面又は他の鋭い表面欠陥がなく、長径が短径の2倍以内の球形状の粒子。」である。また、JIS B 2711:2013「ばねのショットピーニング」において、ショットピーニングとは「ばねの表面層に球形に近い硬質粒子を高速度で打ち当てることによって、疲労強度及び耐応力腐食割れ性の向上を図る冷間加工法。表面に圧縮残留応力を与え、その表面を加工硬化させる。」ことである。ただし、ばね以外の金属材料に対して行うショットピーニングという表面処理方法は一般的であり、本発明における鋼橋に対するショットピーニングも同様の内容である。すなわち、本発明においてブラスト処理は、前記グリットを用いる処理であり、ショットピーニング処理は、前記ショットを用いる処理である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
手動除排雪具
12日前
戸田建設株式会社
足場の制振装置
2日前
株式会社ワイズテック
目地材除去装置
10日前
第一ビニール株式会社
ぬかるみ地面用の敷板
5日前
日鉄神鋼建材株式会社
ワイヤクリップ
9日前
フリー工業株式会社
橋梁の更新方法
3日前
第一建設工業株式会社
鉄道レールパッド剥離装置
9日前
NOK株式会社
安全柵および安全柵集合体
3日前
株式会社フタミ
表面処理システム及び表面処理方法
2日前
株式会社プロテックエンジニアリング
防護柵
10日前
大成ロテック株式会社
石材ブロックの評価方法
3日前
株式会社マキタ
モータユニット
12日前
三井住友建設株式会社
壁高欄一体型床版とその製造方法
12日前
墨東化成工業株式会社
舗装用混合物およびその製造方法
2日前
住友建機株式会社
施工情報管理システム、および施工情報管理方法
9日前
日鉄建材株式会社
防音壁の頂部構造および防音壁
3日前
日本鋳鉄管株式会社
水管橋の点検方法
9日前
パイオニア株式会社
車両
15日前
西松建設株式会社
床版の撤去方法
10日前
ヨゼフ フェゲーレ アーゲー
縁部検出システム及び縁部の検出方法
9日前
日鉄神鋼建材株式会社
後付け吸音装置の取付構造
9日前
三井住友建設株式会社
2つの既設主桁間に主桁を架設する方法
4日前
東日本旅客鉄道株式会社
仮設防護柵
2日前
西松建設株式会社
床版の撤去方法
10日前
株式会社アレン
スラブ式軌道用の補修型枠及びこれを用いたスラブ式軌道の填充層補修工法
2日前
鹿島建設株式会社
床版架け替え方法
11日前
オリエンタル白石株式会社
PC床版の取替方法
15日前
株式会社栗本鐵工所
中空コンクリート構造体の補修方法
15日前
株式会社熊谷組
桟橋構築方法、及び橋梁構築方法
16日前
中鉄四局集団有限公司
旋回ケーブルのリール作成方法
3日前
アローヘッド ファーマシューティカルズ インコーポレイテッド
APOC3関連疾患および障害の処置のための方法
15日前
エディタス・メディシン、インコーポレイテッド
免疫療法のための改変ナチュラルキラー(NK)細胞
9日前
他の特許を見る

 特許ウォッチ
特許ウォッチ