TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024107950
公報種別
公開特許公報(A)
公開日
2024-08-09
出願番号
2023012161
出願日
2023-01-30
発明の名称
被覆導線の加工方法
出願人
ダイハツ工業株式会社
代理人
個人
主分類
H02G
1/12 20060101AFI20240802BHJP(電力の発電,変換,配電)
要約
【課題】凹状加工領域を凹状に形成する加工を行いつつ、加工対象領域における導線の変形を抑制しながら皮膜を剥離可能な被覆導線の加工方法を提供する。
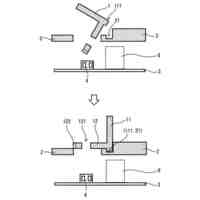
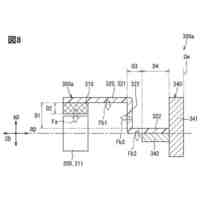
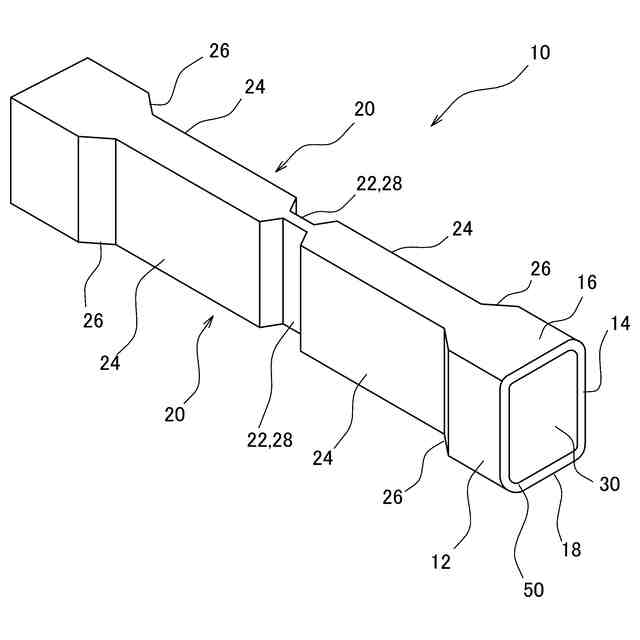
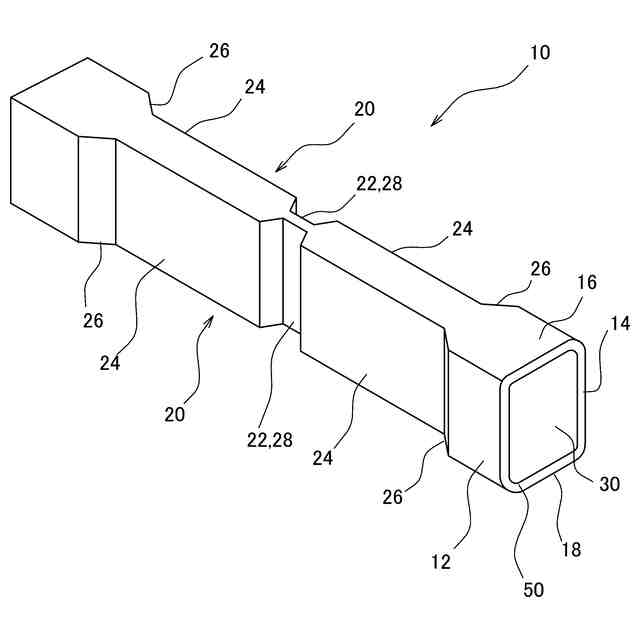
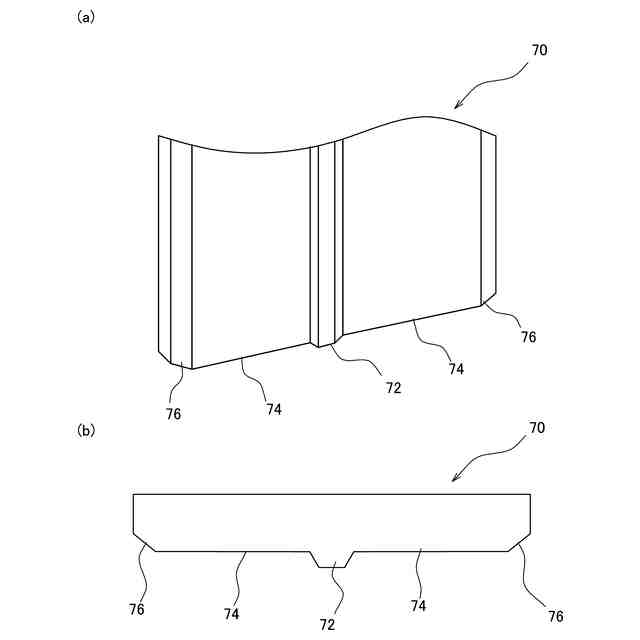
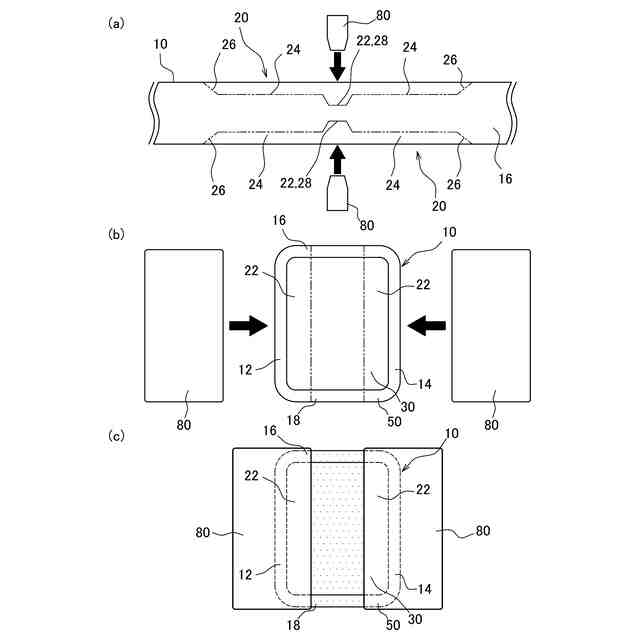
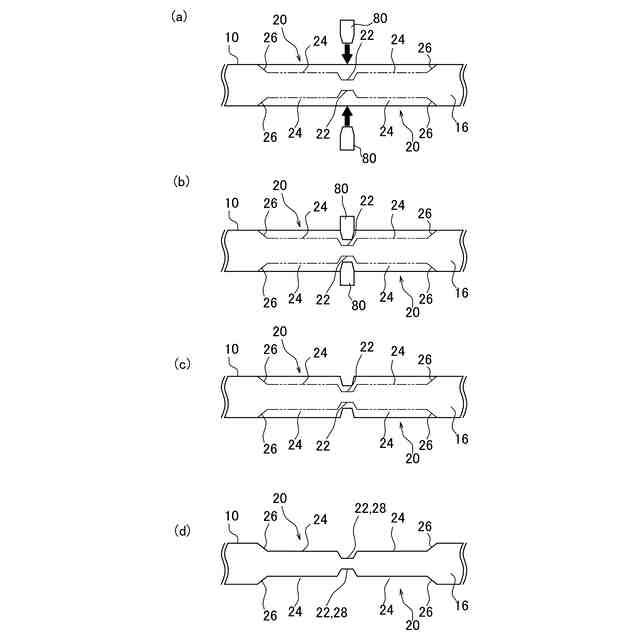
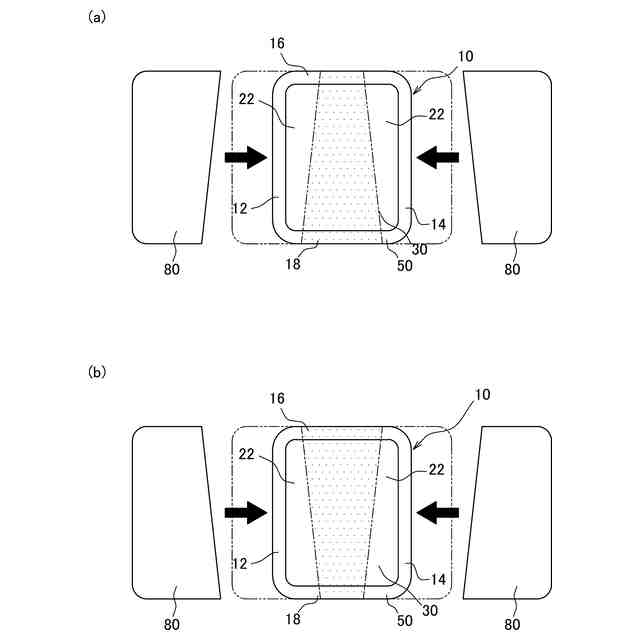
【解決手段】加工刃により、被覆導線10の加工対象領域20において皮膜50を剥離しつつ、凹状加工領域22において他の領域よりも導線30を大きく切削することにより、凹状加工領域22を凹状に形成する加工を行う方法であって、凹状加工領域22に対して被覆導線10の長手方向に対して交差する方向への圧縮力を作用させることにより、凹状加工領域22の一部又は全部を圧縮変形させる圧縮加工を行う圧縮工程と、圧縮加工が施された被覆導線10の凹状加工領域22において、加工刃により導線30を切削することにより皮膜50を剥離しつつ、凹状加工領域22を凹状に形成する切削工程と、を有する。
【選択図】図1
特許請求の範囲
【請求項1】
線状に形成された導線の表面を皮膜によって被覆した被覆導線の加工方法であって、
前記被覆導線の長手方向に対して交差する方向にスライドする加工刃により、前記被覆導線の長手方向に拡がる加工対象領域において前記被覆導線を切削することにより、前記皮膜を剥離しつつ、前記加工対象領域に含まれる凹状加工領域において、前記凹状加工領域を除く領域よりも前記導線の一部を前記導線の長手方向に対して交差する方向に大きく切削することにより、前記凹状加工領域を凹状に形成する加工を行うものであり、
前記凹状加工領域に対して前記被覆導線の長手方向に対して交差する方向への圧縮力を作用させることにより、前記凹状加工領域の一部又は全部を圧縮変形させる圧縮加工を行う圧縮工程と、
前記圧縮加工が施された前記被覆導線の前記凹状加工対象領域において、前記加工刃により前記導線を切削することにより前記皮膜を剥離しつつ、前記凹状加工領域を凹状に形成する切削工程と、
を有すること、を特徴とする被覆導線の加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被覆導線の加工方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来、下記特許文献1に開示されているように、例えばエナメル線などのような線状に形成された導線の表面を皮膜によって被覆した被覆導線から、皮膜を剥離するための皮膜剥離方法及び装置が提供されている。特許文献1に係る従来技術は、有機質の絶縁塗料を焼き付けられたエナメル線の皮膜の剥離部分をヒータで脆弱化する程度の温度で焼き、加熱された剥離部分をペースト内へ漬けて空気との遮断状態で冷却し、冷却された剥離部分をブラシで擦って焼かれた皮膜を除去するものとされている。
【先行技術文献】
【特許文献】
【0003】
特開平5-91615号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、本発明者らは、被覆導線の長手方向に拡がる加工対象領域において被覆導線を切削することにより、皮膜を剥離しつつ、加工対象領域に含まれる凹状加工領域において、凹状加工領域を除く領域よりも導線の一部を導線の長手方向に対して交差する方向に大きく切削することにより、凹状加工領域を凹状に形成する加工を行うことを検討した。かかる加工を行うべく、加工に用いる加工刃について、凹状加工領域に相当する領域を加工するため部位を、凹状加工領域を除く加工対象領域を加工するための部位よりも突出した形状としたものとすることにより、凹状加工領域を除く加工対象領域よりも凹状加工領域において大きく切り込めるようにして検証を行った。その結果、凹状加工領域に相当する領域において、加工刃から被覆導線に作用する応力が大きくなり、導線が変形してしまうという問題が生じた。
【0005】
本発明者らによるかかる検証結果に基づき、本発明は、凹状加工領域を凹状に形成する加工を行いつつ、加工対象領域における導線の変形を抑制しながら皮膜を剥離可能な被覆導線の加工方法の提供を目的とした。
【課題を解決するための手段】
【0006】
(1)本発明の被覆導線の加工方法は、線状に形成された導線の表面を皮膜によって被覆した被覆導線の加工方法であって、前記被覆導線の長手方向に対して交差する方向にスライドする加工刃により、前記被覆導線の長手方向に拡がる加工対象領域において前記被覆導線を切削することにより、前記皮膜を剥離しつつ、前記加工対象領域に含まれる凹状加工領域において、前記凹状加工領域を除く領域よりも前記導線の一部を前記導線の長手方向に対して交差する方向に大きく切削することにより、前記凹状加工領域を凹状に形成する加工を行うものであり、前記凹状加工領域に対して前記被覆導線の長手方向に対して交差する方向への圧縮力を作用させることにより、前記凹状加工領域の一部又は全部を圧縮変形させる圧縮加工を行う圧縮工程と、前記圧縮加工が施された前記被覆導線の前記凹状加工対象領域において、前記加工刃により前記導線を切削することにより前記皮膜を剥離しつつ、前記凹状加工領域を凹状に形成する切削工程と、を有すること、を特徴とするものである。
【0007】
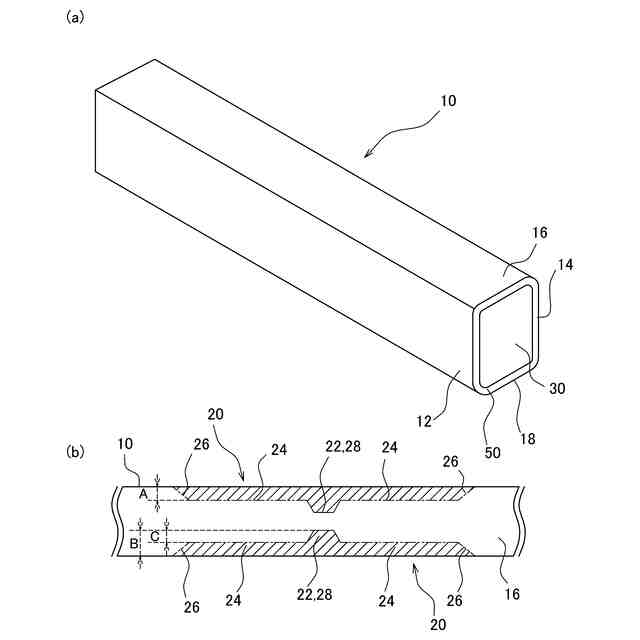
本発明の被覆導線の加工方法では、圧縮工程において凹状加工領域の一部又は全部を圧縮変形させる圧縮加工を行うことにより、凹状加工領域における被覆導線の厚みを薄くした後、切削工程において加工刃によって導線を切削することにより、皮膜を剥離しつつ、凹状加工領域を凹状に形成することができる。そのため、本発明の被覆導線の加工方法では、切削工程において凹状加工領域に応力が集中するのを抑制できる。従って、本発明によれば、凹状加工領域を凹状に形成する加工を行いつつ、加工対象領域における導線の変形を抑制しながら皮膜を剥離可能な被覆導線の加工方法を提供できる。
【0008】
(2)本発明の被覆導線の加工方法は、前記加工対象領域が、前記導線の長手方向に対して交差する方向に平坦に拡がる平坦加工領域を有し、前記切削工程において前記加工刃により前記導線の長手方向に対して交差する方向に切削する切削量が前記平坦加工領域と前記凹状加工領域とで同等、あるいは前記凹状加工領域における前記切削量が、前記平坦加工領域における前記切削量よりも小さくなるように、前記圧縮工程において前記凹状加工領域が圧縮されること、を特徴とするものであると良い。
【0009】
本発明の被覆導線の加工方法は、上記(2)のような方法とすることにより、切削工程において凹状加工領域の加工のために導線に作用する応力が、平坦加工領域の加工のために導線に作用する応力と同等以下とすることができる。これにより、より一層確実に加工対象領域における導線の変形を抑制しながら皮膜を剥離可能な被覆導線の加工方法を提供できる。
【0010】
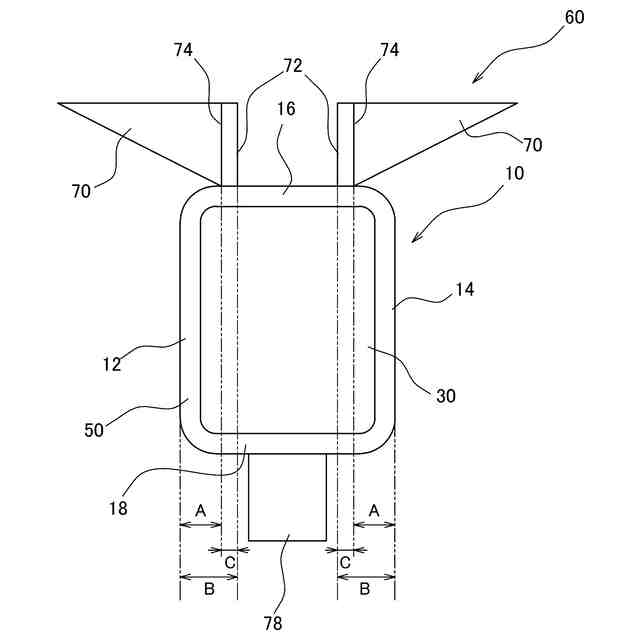
(3)本発明の被覆導線の加工方法は、前記圧縮工程における前記凹状加工領域の圧縮量を、前記切削工程における前記加工刃による切削開始側から切削終了側に向けて連続的あるいは段階的に相違させること、を特徴とするものであると良い。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
原動機
11日前
株式会社タツノ
充電装置
13日前
ニデック株式会社
モータ
1日前
サンデン株式会社
電力変換装置
8日前
サンデン株式会社
電力変換装置
8日前
株式会社ダイヘン
溶接機
7日前
中国電力株式会社
仮送電ケーブル
8日前
オムロン株式会社
自律作業システム
12日前
住友電装株式会社
電気接続箱
14日前
株式会社ジェイテクト
制御装置
7日前
住友電装株式会社
電線固定部材
7日前
日産自動車株式会社
インバータ
1日前
三菱電機株式会社
通信システム
11日前
株式会社ダイヘン
電力供給装置
8日前
株式会社アイシン
巻線界磁型回転電機
7日前
株式会社関電工
配電設備工事方法
4日前
トヨタ紡織株式会社
磁石挿入装置
12日前
株式会社ダイフク
給電設備
18日前
株式会社デンソー
回転電機
12日前
株式会社デンソー
回転電機
12日前
株式会社デンソー
回転電機
12日前
株式会社デンソー
回転電機
12日前
株式会社デンソー
回転電機
12日前
株式会社デンソー
回転電機
12日前
株式会社デンソー
回転電機
12日前
株式会社豊田自動織機
電動圧縮機
1日前
株式会社デンソー
回転電機
12日前
本田技研工業株式会社
着磁装置
5日前
株式会社カネカ
太陽電池の検査装置
8日前
株式会社ジェイテクト
電動駆動装置
18日前
ローム株式会社
ゲートドライバ回路
11日前
株式会社関電工
柱上変圧器の交換方法
4日前
Gテクノ株式会社
太陽光発電パネル設置架台
18日前
シンフォニアテクノロジー株式会社
給電装置
11日前
株式会社アイシン
アクチュエータ装置
18日前
株式会社デンソー
電力変換装置
12日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ