TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024079426
公報種別
公開特許公報(A)
公開日
2024-06-11
出願番号
2022192369
出願日
2022-11-30
発明の名称
溶接システム、送給制御方法、および通信接続方法
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B23K
9/12 20060101AFI20240604BHJP(工作機械;他に分類されない金属加工)
要約
【課題】送給制御方法において、ワイヤの先端位置の動作精度が高く、ワイヤの先端位置又は送給速度のうち少なくとも一つに基づいて行う溶接条件の制御を最適に実現する。
【解決手段】溶接ワイヤの先端が、正送給期間と逆送給期間を1周期として、周期的に母材に向けて送給され、溶接ワイヤの先端位置及び送給速度のうち少なくとも一つに基づいて溶接条件を制御するための溶接システムが、溶接制御装置と、溶接電源と、サーボモータと、サーボアンプとを含み、サーボアンプと溶接電源とがデジタル通信で直接的又は間接的に接続され、サーボアンプは、デジタル通信によって入力された設定情報に基づいて、正送給又は逆送給の送給指令を生成する手段と、生成した送給指令に基づく制御信号をサーボモータに出力する手段と、生成した送給指令に係る同期信号を溶接電源に出力する手段とを有し、溶接電源は、同期信号に基づいてワイヤ位置位相を算出する手段を有する。
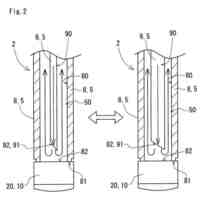
【選択図】図2
特許請求の範囲
【請求項1】
溶接ワイヤの先端が、正送給期間と逆送給期間を1周期として、周期的に繰り返しながら母材に向けて送給され、前記溶接ワイヤの先端位置および送給速度のうち少なくとも一つに基づいて、溶接条件のうち少なくとも一つを制御するための溶接システムであって、
前記溶接システムは少なくとも、溶接制御装置と、溶接電源と、サーボモータと、前記サーボモータを制御するサーボアンプとを含み、
少なくとも前記サーボアンプと前記溶接電源とがデジタル通信で直接的または間接的に接続され、
前記サーボアンプは、
前記デジタル通信によって入力された設定情報に基づいて、正送給または逆送給の送給指令を生成する手段と、
生成した前記送給指令に基づく制御信号を前記サーボモータに出力する手段と、
生成した前記送給指令に係る同期信号を前記溶接電源に出力する手段と、を有し、
前記溶接電源は、前記同期信号に基づいてワイヤ位置位相を算出する手段を有すること、
を特徴とする、溶接システム。
続きを表示(約 1,900 文字)
【請求項2】
前記同期信号は、ワイヤ位置位相および送給速度の速度位相のうち、少なくとも一つの位相に基づくことを特徴とする、請求項1に記載の溶接システム。
【請求項3】
前記サーボアンプは、
前記設定情報と前記サーボモータの動作信号を入力し、生成した前記送給指令と前記サーボモータの動作信号との差異を算出する手段を有し、
前記溶接電源は、
前記差異と前記同期信号に基づいて、前記溶接条件の制御を行う手段
を有すること
を特徴とする、請求項2に記載の溶接システム。
【請求項4】
前記溶接電源は、
前記設定情報と前記サーボモータの動作信号との差異を予め算出したデータを含むデータベースを有し、
前記データベースと前記同期信号に基づいて、前記溶接条件の制御を行う手段と、
を有すること
を特徴とする、請求項2に記載の溶接システム。
【請求項5】
前記設定情報は、
平均送給速度と、ワイヤ振幅と、ワイヤ正逆周波数と、ワイヤ正逆周期とのうち少なくとも一つの設定値を含むことを特徴とする、請求項1から請求項4のうちいずれか一項に記載の溶接システム。
【請求項6】
前記溶接電源と前記サーボアンプとの間が、少なくともアナログ入出力で接続され、
前記溶接電源には、前記サーボアンプから前記アナログ入出力を介して少なくとも前記同期信号が入力されること、
を特徴とする、請求項1から請求項4のうちいずれか一項に記載の溶接システム。
【請求項7】
前記溶接システムは、ワイヤバッファ装置とプッシュモータとを含み、
前記ワイヤバッファ装置は、ワイヤのバッファ量を検出するセンサを有し、
前記溶接電源は、入力した前記バッファ量に基づいて、前記プッシュモータの制御を行う手段を有すること
を特徴とする、請求項1から請求項4のうちいずれか一項に記載の溶接システム。
【請求項8】
溶接ワイヤの先端が、正送給期間と逆送給期間を1周期として、周期的に繰り返しながら母材に向けて送給され、前記溶接ワイヤの先端位置または送給速度のうち少なくとも一つに基づいて溶接条件のうち少なくとも一つを制御しつつ溶接する、送給制御方法であって、
溶接制御装置と、溶接電源と、サーボモータと、前記サーボモータを制御するサーボアンプとを少なくとも備える溶接システムにおいて、少なくとも前記サーボアンプと前記溶接電源とがデジタル通信で直接的または間接的に接続されており、
前記サーボアンプが、
前記デジタル通信によって入力された設定情報に基づいて、正送給または逆送給の送給指令を生成し、
生成した前記送給指令に基づく制御信号を前記サーボモータに出力し、
生成した前記送給指令に係る同期信号を前記溶接電源に出力し、
前記溶接電源が、前記同期信号に基づいてワイヤ位置位相を算出する、
送給制御方法。
【請求項9】
溶接ワイヤの先端が、正送給期間と逆送給期間を1周期として、周期的に繰り返しながら母材に向けて送給されるように、少なくとも前記溶接ワイヤの先端位置および送給速度のうち少なくとも一つに基づいて、溶接条件のうち少なくとも一つを制御する溶接システムを構成する機器間を通信するための通信接続方法であって、
前記溶接システムは少なくとも、溶接制御装置と、溶接電源と、サーボモータと、前記サーボモータを制御するサーボアンプとを含み、
少なくとも前記サーボアンプと前記溶接電源とがデジタル通信で直接的または間接的に接続されており、
前記サーボアンプが、
前期溶接システムを構成する機器のうち、前記サーボアンプ以外の機器からデジタル通信によって入力された設定情報に基づいて、正送給または逆送給の送給指令を生成し、
生成した前記送給指令に基づく制御信号を前記サーボモータに出力し、
生成した前記送給指令に係る同期信号を前記溶接電源に出力し、
前記溶接電源が、前記同期信号に基づいてワイヤ位置位相を算出する、
通信接続方法。
【請求項10】
前記デジタル通信は、産業用のフィールドネットワークで接続されたデジタル通信であり、
前記サーボアンプ、前記溶接制御装置、前記溶接電源の順、または、前記サーボアンプ、前記溶接電源、前記溶接制御装置の順にライン型で接続されることを特徴とする、請求項9に記載の通信接続方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接システム、送給制御方法、および通信接続方法に関する。
続きを表示(約 3,300 文字)
【背景技術】
【0002】
従来、自動車、鉄骨、建機、造船その他様々な業種の製造にガスシールドアーク溶接が用いられている。このガスシールドアーク溶接において、スパッタの低減を含む溶接作業性の改善が求められている。スパッタの低減に効果的とされる従来方法に、溶接ワイヤ(以降、単に「ワイヤ」とも称する)の正送給期間と逆送給期間を1周期として、周期的に繰り返しながら、溶接ワイヤの先端位置または送給速度のうち少なくとも一つに基づいて、溶接条件のうち少なくとも一つを制御しつつ溶接する方法(以降、「送給制御方法」とも称する)がある。
【0003】
特許文献1には、消耗電極であるワイヤの先端の正送給と逆送給を周期的に繰り返してアーク溶接する場合に、ワイヤに大電流を流してもスパッタの発生を抑制することができることを目的にし、消耗電極としてのワイヤに溶接電流を供給する消耗電極式アーク溶接電源は、ワイヤの先端が、正送給される期間と逆送給される期間の周期的な切り替えを伴いながら母材に向けて送給される場合に、周期的に変動するワイヤの先端位置に応じて溶接電流を変化させる制御手段を有することで、高い入熱で効率良く溶接できる高電流域の場合によってもスパッタの低減を実現できることを開示している。
【先行技術文献】
【特許文献】
【0004】
特開2020-49506号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1は、ワイヤの先端位置またはワイヤの送給速度に応じて溶接電流を制御することにより、スパッタの低減を実現している。しかしながら、ワイヤの先端位置はワイヤの送給速度に基づいて算出されており、ワイヤを正送または逆送させるためのサーボモータを制御するサーボアンプへ出力するワイヤ送給速度の指令(以降、「正逆送給指令」と称する。)の更新周期が遅いと、この正逆送給指令による更新回数が制限され、ワイヤの先端位置の動作が精度良く得られなくなる。さらに、正逆送給指令とワイヤの先端位置の動作に位相ズレが生じることもあり、最適なタイミングで溶接電流の制御が行えない場合もある。結果として、電流制御のタイミングが乱れ、スパッタの低減効果が得られない等、溶接作業性の改善効果が得られない虞がある。このワイヤ送給速度の指令速度が遅くなる要因としては、通信速度が挙げられるが、現状の溶接電源内の制御部からサーボアンプへ送給指令をデジタル通信で送信する構成では、およそ1ms(ミリ秒)毎にワイヤ送給速度の指令を更新することが限界となる。例えば、正送給期間と逆送給期間を1周期としたときの周波数(以降、「ワイヤ正逆周波数」と称する。)を100Hzとした場合に、通信速度が1msであれば、10回の更新しかできない。なお、溶接作業性の改善効果を得るためには、少なくとも、200usより早い周期で送給指令を更新する必要がある。この場合、ワイヤ正逆周波数を100Hzとした場合、50回の更新が可能となる。
【0006】
本発明は、送給制御方法において、ワイヤの先端位置の動作精度が高く、ワイヤの先端位置または送給速度のうち少なくとも一つに基づいて行う溶接条件の制御を最適に実現することができる溶接システム、送給制御方法、および通信接続方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、下記の構成からなる。
(1) 溶接ワイヤの先端が、正送給期間と逆送給期間を1周期として、周期的に繰り返しながら母材に向けて送給され、前記溶接ワイヤの先端位置および送給速度のうち少なくとも一つに基づいて、溶接条件のうち少なくとも一つを制御するための溶接システムであって、
前記溶接システムは少なくとも、溶接制御装置と、溶接電源と、サーボモータと、前記サーボモータを制御するサーボアンプとを含み、
少なくとも前記サーボアンプと前記溶接電源とがデジタル通信で直接的または間接的に接続され、
前記サーボアンプは、
前記デジタル通信によって入力された設定情報に基づいて、正送給または逆送給の送給指令を生成する手段と、
生成した前記送給指令に基づく制御信号を前記サーボモータに出力する手段と、
生成した前記送給指令に係る同期信号を前記溶接電源に出力する手段と、を有し、
前記溶接電源は、前記同期信号に基づいてワイヤ位置位相を算出する手段を有すること、
を特徴とする、溶接システム。
(2) 溶接ワイヤの先端が、正送給期間と逆送給期間を1周期として、周期的に繰り返しながら母材に向けて送給され、前記溶接ワイヤの先端位置または送給速度のうち少なくとも一つに基づいて溶接条件のうち少なくとも一つを制御しつつ溶接する、送給制御方法であって、
溶接制御装置と、溶接電源と、サーボモータと、前記サーボモータを制御するサーボアンプとを少なくとも備える溶接システムにおいて、少なくとも前記サーボアンプと前記溶接電源とがデジタル通信で直接的または間接的に接続されており、
前記サーボアンプが、
前記デジタル通信によって入力された設定情報に基づいて、正送給または逆送給の送給指令を生成し、
生成した前記送給指令に基づく制御信号を前記サーボモータに出力し、
生成した前記送給指令に係る同期信号を前記溶接電源に出力し、
前記溶接電源が、前記同期信号に基づいてワイヤ位置位相を算出する、
送給制御方法。
(3) 溶接ワイヤの先端が、正送給期間と逆送給期間を1周期として、周期的に繰り返しながら母材に向けて送給されるように、少なくとも前記溶接ワイヤの先端位置および送給速度のうち少なくとも一つに基づいて、溶接条件のうち少なくとも一つを制御する溶接システムを構成する機器間を通信するための通信接続方法であって、
前記溶接システムは少なくとも、溶接制御装置と、溶接電源と、サーボモータと、前記サーボモータを制御するサーボアンプとを含み、
少なくとも前記サーボアンプと前記溶接電源とがデジタル通信で直接的または間接的に接続されており、
前記サーボアンプが、
前期溶接システムを構成する機器のうち、前記サーボアンプ以外の機器からデジタル通信によって入力された設定情報に基づいて、正送給または逆送給の送給指令を生成し、
生成した前記送給指令に基づく制御信号を前記サーボモータに出力し、
生成した前記送給指令に係る同期信号を前記溶接電源に出力し、
前記溶接電源が、前記同期信号に基づいてワイヤ位置位相を算出する、
通信接続方法。
【発明の効果】
【0008】
本発明によれば、送給制御方法において、ワイヤの先端位置の動作精度が高く、ワイヤの先端位置または送給速度のうち少なくとも一つに基づいて、最適な溶接条件の制御を得ることが可能となり、良好な溶接作業性を得ることができる。
【図面の簡単な説明】
【0009】
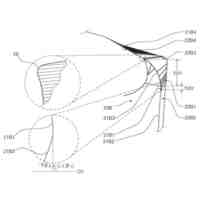
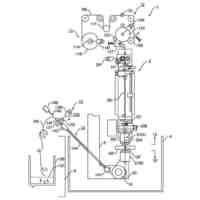
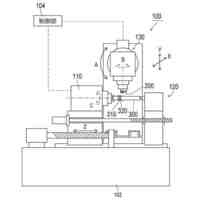
本実施形態に係る溶接システムの構成例を示す概略図である。
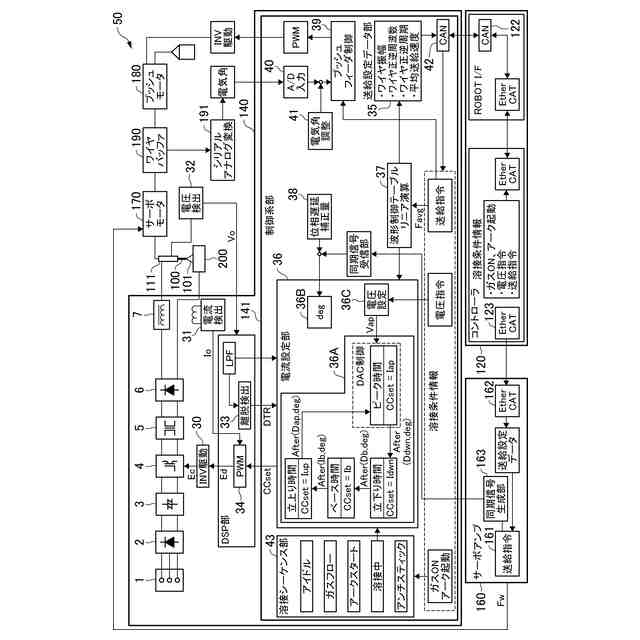
本実施形態における溶接電源、溶接制御装置、およびサーボアンプの制御に係る概略構成を示すブロック図である。
電流設定信号と、速度位相および位置位相と、同期信号との関係性を例示するグラフである。
溶接シーケンスに沿ったガスシールドアーク溶接におけるタスク処理を例示するフローチャートである。
【発明を実施するための形態】
【0010】
以下、本開示に係るガスシールドアーク溶接の溶接システム、送給制御方法、および通信接続方法の実施形態を図面に基づいて詳細に説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社神戸製鋼所
円環状基板の検査装置及び検査方法
2日前
株式会社神戸製鋼所
スクリュ圧縮機及び圧縮機ユニット
2日前
株式会社神戸製鋼所
円環状基板の矯正焼鈍の前処理装置及び前処理方法
2日前
株式会社神戸製鋼所
液体分離用構成体、液体分離フィルタ、および圧縮機システム
今日
株式会社神戸製鋼所
鉄鋼スクラップのクリアランス処理方法および鉄鋼スクラップの再利用方法
1日前
株式会社神戸製鋼所
導電材料およびその製造方法
5日前
株式会社神戸製鋼所
液体分離用構成体、液体分離フィルタ、圧縮機システム及び複層構造の液体分離フィルタの作成方法
今日
日東精工株式会社
ねじ締め機
2か月前
個人
低周波振動発生出力方法
2か月前
津田駒工業株式会社
工作機械
3か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
4か月前
日東精工株式会社
着座確認装置
3か月前
個人
パワーデバイスの接合方法
4か月前
株式会社FUJI
工作機械
2か月前
ウエダ産業株式会社
カッター装置
3か月前
株式会社コスメック
クランプ装置
4か月前
アズビル株式会社
溶接方法
3か月前
株式会社不二越
ドリル
3か月前
株式会社コスメック
着脱装置
2か月前
日東精工株式会社
チャックユニット
27日前
株式会社不二越
ドリル
1日前
日進工具株式会社
被覆切削工具
1か月前
株式会社ダイヘン
くびれ検出制御方法
2か月前
津田駒工業株式会社
回転テーブル装置
4か月前
ダイハツ工業株式会社
冷却構造
27日前
株式会社ダイヘン
アーク溶接制御方法
2か月前
株式会社ダイヘン
アーク溶接制御方法
3か月前
株式会社ソディック
ワイヤ放電加工装置
1か月前
株式会社不二越
管用タップ
1か月前
株式会社小島半田製造所
はんだ線
3か月前
国立大学法人 東京大学
加工方法
21日前
個人
クーラント装置
3か月前
株式会社不二越
エンドミル
4か月前
株式会社不二越
管用タップ
3か月前
株式会社不二越
複合加工機
5か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ