TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024075695
公報種別
公開特許公報(A)
公開日
2024-06-04
出願番号
2024044827,2020141228
出願日
2024-03-21,2020-08-24
発明の名称
成形性に優れたAl-Mg-Si系アルミニウム合金板の製造方法
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
C22F
1/05 20060101AFI20240528BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】破断伸び及び加工硬化性がともに良好である、成形性に優れたAl-Mg-Si系アルミニウム合金板の製造方法を提供する。
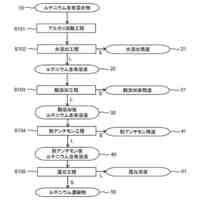
【解決手段】成形性に優れたAl-Mg-Si系アルミニウム合金板の製造方法は、Mg:0.3質量%以上0.45質量%以下、Si:0.6質量%以上1.75質量%以下、を含有し、残部がAl及び不可避的不純物であり、Mgの含有量を質量%で[Mg]とし、Siの含有量を質量%で[Si]としたとき、[Si]/[Mg]が2.5超であるアルミニウム合金を鋳造し、均熱処理し、熱間圧延し、冷間圧延し、溶体化処理するAl-Mg-Si系アルミニウム合金板の製造方法であって、溶体化処理後に焼入れ処理して室温まで冷却した後、1時間以内に100℃~300℃の温度域で5秒以上、300秒以下保持する熱処理を施した上で、30℃~100℃の温度域で5時間以上、500時間以下保持する熱処理を施す。
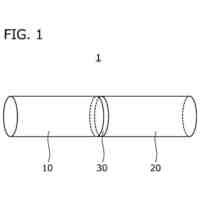
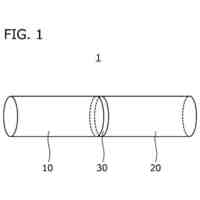
【選択図】図1
特許請求の範囲
【請求項1】
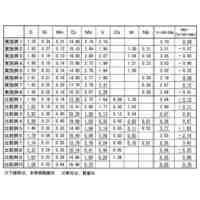
Mg:0.3質量%以上0.45質量%以下、
Si:0.6質量%以上1.75質量%以下、
を含有し、残部がAl及び不可避的不純物であり、
前記Mgの含有量を質量%で[Mg]とし、前記Siの含有量を質量%で[Si]としたとき、[Si]/[Mg]が2.5超であるアルミニウム合金を鋳造し、均熱処理し、熱間圧延し、冷間圧延し、溶体化処理するAl-Mg-Si系アルミニウム合金板の製造方法であって、
前記溶体化処理後に焼入れ処理して室温まで冷却した後、1時間以内に100℃~300℃の温度域で5秒以上、300秒以下保持する熱処理を施した上で、30℃~100℃の温度域で5時間以上、500時間以下保持する熱処理を施す、成形性に優れたAl-Mg-Si系アルミニウム合金板の製造方法。
続きを表示(約 180 文字)
【請求項2】
前記アルミニウム合金が、更に、Cu、Fe、Mn及びTiから選択される少なくとも1種を、Cu:0質量%超0.8質量%以下、Fe:0.05質量%以上0.5質量%以下、Mn:0.05質量%以上0.3質量%以下、Ti:0質量%超0.1質量%以下、の範囲で含有する、請求項1に記載の成形性に優れたAl-Mg-Si系アルミニウム合金板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、通常の圧延によって製造される6000系アルミニウム合金板の製造方法であって、破断伸び及び加工硬化性がともに良好である、成形性に優れたAl-Mg-Si系アルミニウム合金板の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
近年、地球環境などへの配慮から、自動車車体の軽量化の社会的要求はますます高まってきている。かかる要求に答えるべく、自動車車体のうち、大型ボディパネル(アウタパネル、インナパネル)に、それまでの鋼板等の鉄鋼材料に代えて、アルミニウム合金材料を適用することが行われている。
【0003】
上記大型ボディパネルの内、フード、フェンダー、ドア、ルーフ、トランクリッドなどのパネル構造体の、アウタパネル(外板)やインナパネル(内板)等のパネルには、薄肉でかつ高強度アルミニウム合金板として、Al-Mg-Si系のAA乃至JIS6000系(以下、単に6000系ともいう。)アルミニウム合金板が使用されている。
【0004】
この6000系(Al-Mg-Si系)アルミニウム合金板は、Si、Mgを必須として含み、特に過剰Si型の6000系アルミニウム合金板は、人工時効処理時の優れた時効硬化能を有している。
【0005】
これら自動車用パネル材には一般にプレス成形が施されることから、適用されるアルミニウム合金板には優れた成形性が求められる。近年には、車体デザインやキャラクターラインの多様化や先鋭化、複雑化に伴い、プレス成形加工が複雑で、加工条件が厳しくなる事例が増えており、プレス成形性をより向上させることが必要となっている。
【0006】
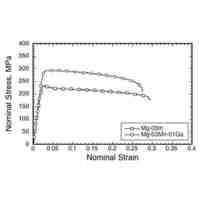
例えば、非特許文献1では、Al-Mg-Si系合金のプレス成形性を高めるため、破断伸び及び加工硬化性の向上が必要であることが記載されている。
【0007】
また、従来から、このような自動車部材の素材としての6000系アルミニウム合金板について、Mg-Si系クラスタを制御する種々の方法が検討されている。具体的には、クラスタや強化相を示唆する発熱ピークを制御することにより、高焼付塗装硬化性及び高破断伸びや低耐力による高成形性を両立させる方法について、提案されている。
【0008】
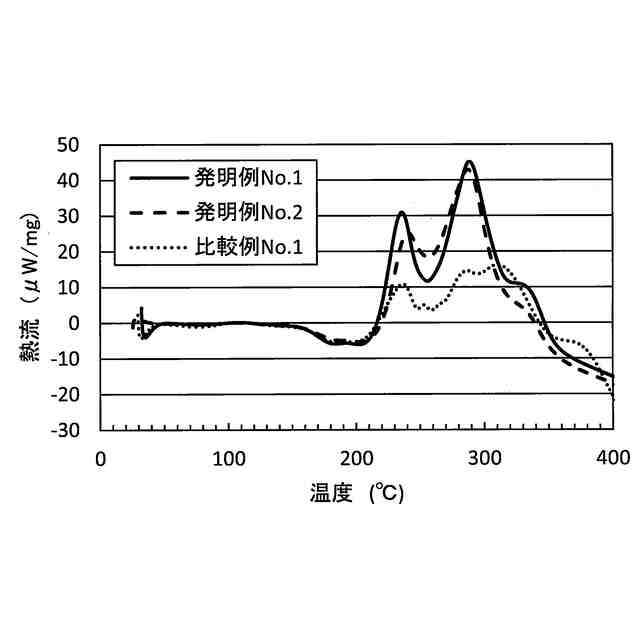
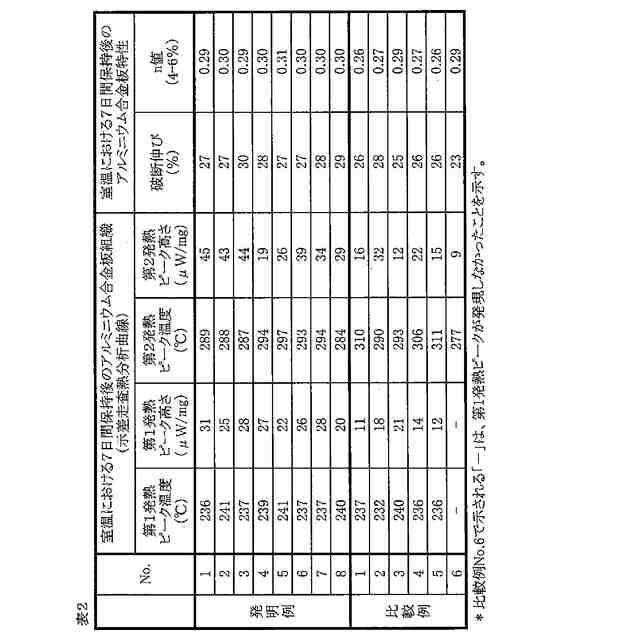
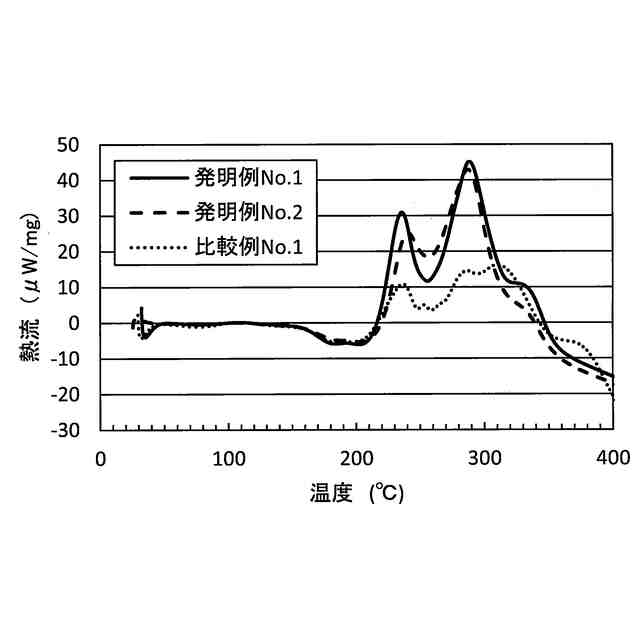
例えば、非特許文献2では、過剰Si型のAl-Mg-Si合金において、経時温度の増加に伴い、GPゾーン(Guinier-Preston zone)、強化相、中間相、平衡相等の種々の析出相が生成することに基づき、示差走査熱量測定(DSC:Differential scanning calorimetry)における発熱ピーク高さを制御することで、合金組織制御が可能であることが示唆されている。
【0009】
また、特許文献1では、示差走査熱分析曲線において、150~230℃の温度範囲内に高さAが3~10μW/mgである吸熱ピークが存在するとともに、230℃以上、330℃未満の温度範囲内に高さBが20~50μW/mgである発熱ピークが存在し、かつ前記発熱ピーク高さBと前記吸熱ピーク高さAとの比B/Aが3.5超、15.0未満であることを特徴とする成形性と焼付け塗装硬化性に優れたアルミニウム合金板が開示されている。
【0010】
更に、特許文献2では、示差走査熱分析曲線において、230~330℃の温度範囲内に、発熱ピークが1つだけか、又は、互いのピーク間の温度差が50℃以下の発熱ピークが2つだけ存在し、前記1つだけの発熱ピークの高さか、又は、前記2つだけの発熱ピークのうちのピーク高さが大きい方の発熱ピークの高さが20~50μW/mgの範囲であるアルミニウム合金板が開示されている。
【先行技術文献】
【非特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ハイモ株式会社
水中の金属の回収方法
21日前
大同特殊鋼株式会社
鋼材及び金型
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
接合継手
1か月前
日本製鉄株式会社
接合継手
1か月前
住友金属鉱山株式会社
銀粉の製造方法
1か月前
日本冶金工業株式会社
抗菌性に優れるNi合金
2か月前
JFEスチール株式会社
鋼板
2か月前
住友金属鉱山株式会社
有価金属の製造方法
15日前
JFEスチール株式会社
鋼板
2か月前
住友金属鉱山株式会社
有価金属の製造方法
2か月前
JFEスチール株式会社
鋼板
2か月前
日本製鉄株式会社
スチールピストン
1か月前
住友金属鉱山株式会社
銅製錬原料の供給方法
16日前
住友金属鉱山株式会社
銅製錬転炉の操業方法
1か月前
住友金属鉱山株式会社
銅製錬転炉の操業方法
1か月前
JX金属株式会社
金属回収方法
2か月前
株式会社トウネツ
金属溶湯炉
1か月前
大同特殊鋼株式会社
浸炭用鋼およびその製造方法
1か月前
国立研究開発法人物質・材料研究機構
マグネシウム基合金伸展材
1か月前
学校法人福岡工業大学
触媒の処理方法
1か月前
日本精線株式会社
ステンレス鋼極細線
1か月前
住友金属鉱山株式会社
ニッケル酸化鉱石の製錬方法
6日前
日本製鉄株式会社
シャフト部材
1か月前
DOWAメタルマイン株式会社
ルテニウムの回収方法
2か月前
住友金属鉱山株式会社
硫化水素ガスの除害設備
26日前
武生特殊鋼材株式会社
刃物用鋼
1か月前
JFEスチール株式会社
レーザ溶接継手およびレーザ溶接方法
2か月前
大同特殊鋼株式会社
軟磁性金属粉体
8日前
株式会社タンガロイ
立方晶窒化硼素焼結体
2か月前
株式会社プロテリアル
金属の回収方法
1か月前
山陽特殊製鋼株式会社
被削性と窒化特性に優れた窒化用鋼
2か月前
山陽特殊製鋼株式会社
真空浸炭用鋼および真空浸炭鋼部品
19日前
日本製鉄株式会社
焼結鉱の製造方法
16日前
日本製鉄株式会社
焼結鉱の製造方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ