TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024070545
公報種別
公開特許公報(A)
公開日
2024-05-23
出願番号
2022181106
出願日
2022-11-11
発明の名称
振動検出装置、振動検出方法、振幅測定装置及び振幅測定方法
出願人
株式会社常盤製作所
代理人
個人
,
個人
,
個人
主分類
G01H
17/00 20060101AFI20240516BHJP(測定;試験)
要約
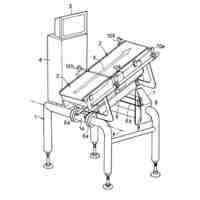
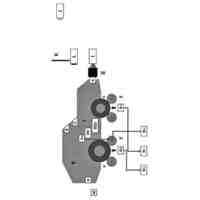
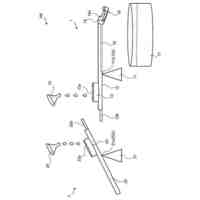
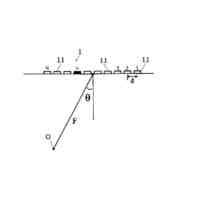
【課題】ワイヤカット加工機の加工槽の加工液中の被加工物の振動を安定的に検出できる振動検出装置及び振動検出方法を提供する。また、ワイヤカット加工機の加工槽の加工液中の被加工物の振幅を安定的に検出できる振幅測定装置及び振幅測定方法を提供する。
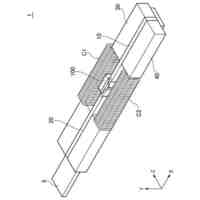
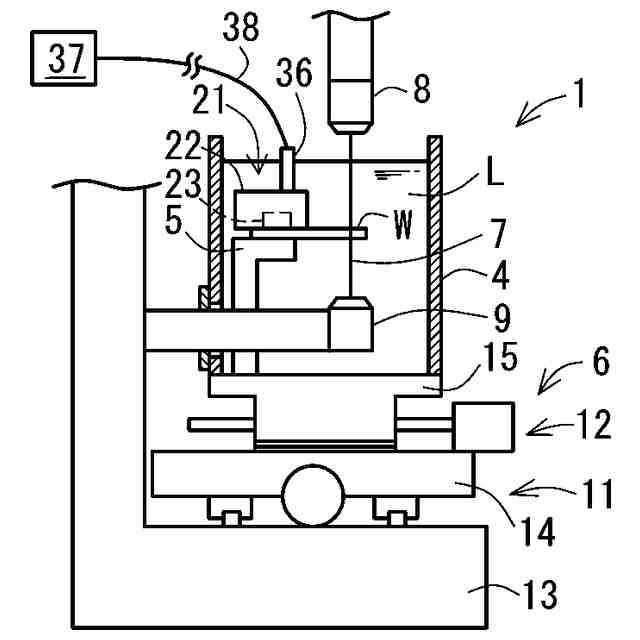
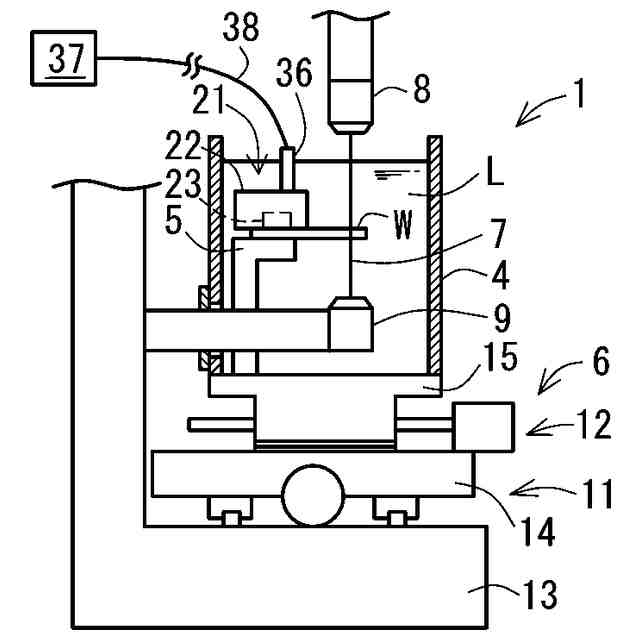
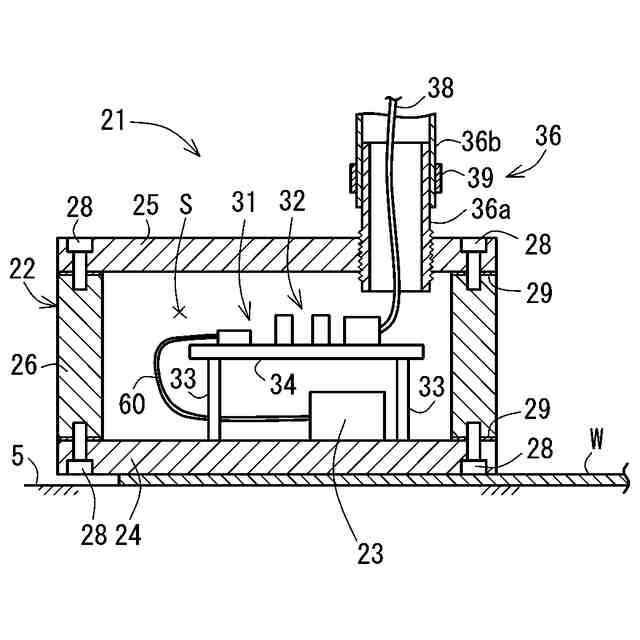
【解決手段】本装置21は、加工槽4内に貯留された加工液中で被加工物Wを切断加工するワイヤカット加工機1に用いられる振動検出装置21である。本装置は、内部に防水空間Sを形成するケース22を備え、防水空間内には、ケースの底板24上に加速度センサ23が設けられており、底板が加工液中の被加工物の表面に密着するようにケースが加工液中に浸された状態で、加速度センサにより加工液中の被加工物の振動を検出する。
【選択図】図1
特許請求の範囲
【請求項1】
加工槽内に貯留された加工液中で被加工物を切断加工するワイヤカット加工機に用いられる振動検出装置であって、
内部に防水空間を形成するケースを備え、
前記防水空間内には、前記ケースの底板上に加速度センサが設けられており、
前記底板が加工液中の前記被加工物の表面に密着するように前記ケースが加工液中に浸された状態で、前記加速度センサにより加工液中の前記被加工物の振動を検出することを特徴とする振動検出装置。
続きを表示(約 1,000 文字)
【請求項2】
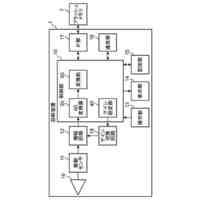
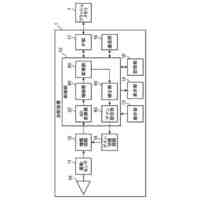
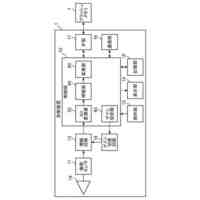
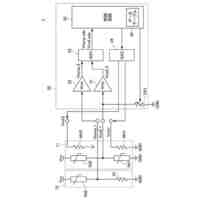
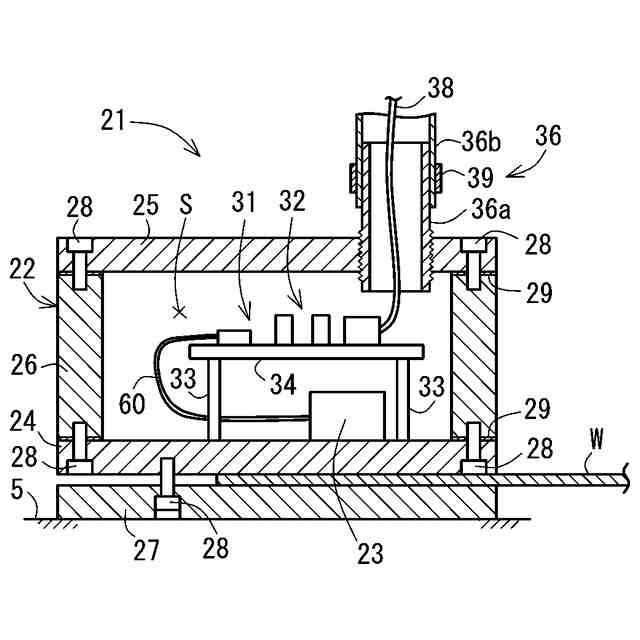
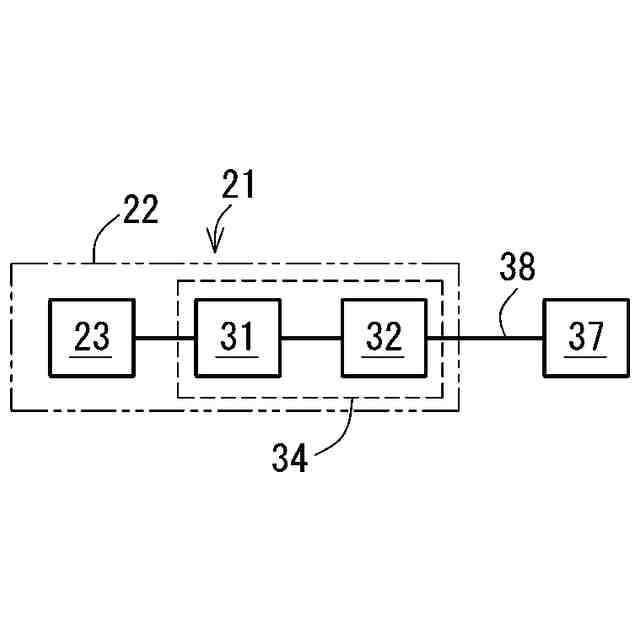
前記防水空間内には、前記加速度センサの検出値を増幅するアンプ及び前記アンプで増幅された検出値をAD変換するAD変換器が設けられている請求項1に記載の振動検出装置。
【請求項3】
前記ケースには、前記防水空間に連なり且つ上端部が加工液の液面より上方に配置されるパイプが設けられており、
前記パイプには、前記加速度センサの検出値をコンピュータへ送信するための通信ケーブルが通されている請求項1に記載の振動検出装置。
【請求項4】
前記ケースは金属製である請求項1に記載の振動検出装置。
【請求項5】
請求項1乃至4のいずれか一項に記載の振動検出装置を用いる振動検出方法であって、
前記底板が加工液中の前記被加工物の表面に密着するように前記ケースが加工液中に浸された状態で、前記加速度センサにより加工液中の前記被加工物の振動を検出することを特徴とする振動検出方法。
【請求項6】
加工槽内に貯留された加工液中で被加工物を切断加工するワイヤカット加工機に用いられる振幅測定装置であって、
内部に防水空間を形成するケースと、
前記防水空間内に設けられるダイヤルゲージと、
前記防水空間内にエアを供給するエア供給機構と、を備え、
前記ケースには、前記ダイヤルゲージの測定子が突出する開口が形成されているとともに、前記ダイヤルゲージの表示部を目視するための透視部が設けられており、
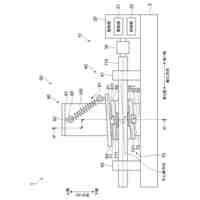
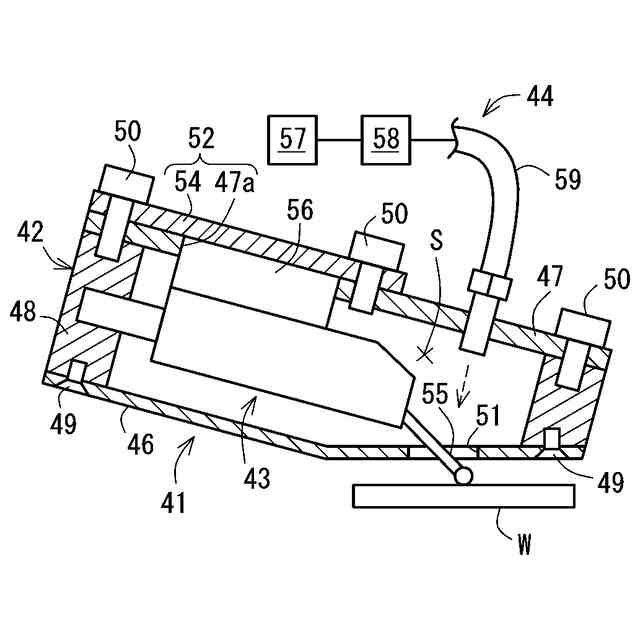
前記エア供給機構により前記防水空間内にエアが供給されるとともに、前記ダイヤルゲージの測定子が加工液中の前記被加工物の表面に当接するように前記ケースが加工液中に浸された状態で、前記ダイヤルゲージの測定子により加工液中の前記被加工物の振幅を測定することを特徴とする振幅測定装置。
【請求項7】
前記エア供給機構は、エアポンプと、前記エアポンプから圧送されるエアを溜めてから前記防水空間内に供給するためのタンクと、を有する請求項6に記載の振幅測定装置。
【請求項8】
請求項6又は7に記載の振幅測定装置を用いる振幅測定方法であって、
前記エア供給機構により前記防水空間内にエアが供給されるとともに、前記ダイヤルゲージの測定子が加工液中の前記被加工物の表面に当接するように前記ケースが加工液中に浸された状態で、前記ダイヤルゲージの測定子により加工液中の前記被加工物の振幅を測定することを特徴とする振幅測定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、振動検出装置、振動検出方法、振幅測定装置及び振幅測定方法に関し、更に詳しくは、加工槽内に貯留された加工液中で被加工物を切断加工するワイヤカット加工機に用いられる振動検出装置、振動検出方法、振幅測定装置及び振幅測定方法に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
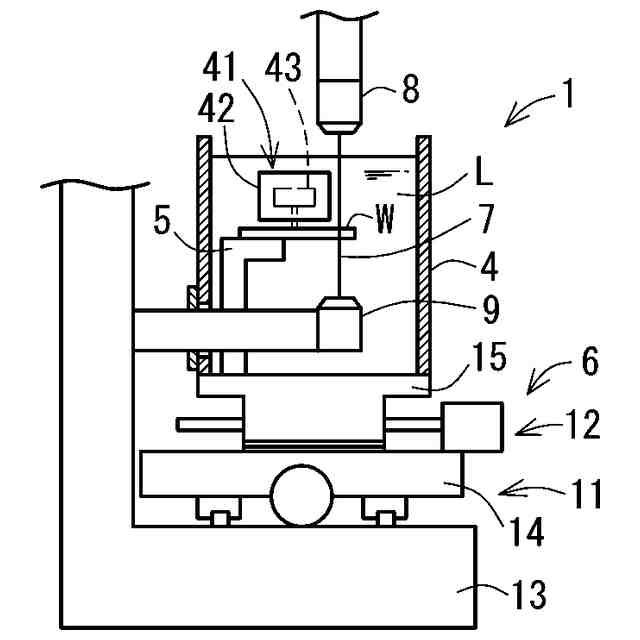
ワイヤカット加工機として、加工槽内に貯留された加工液中で被加工物を切断加工するものが一般に知られている(例えば、特許文献1参照)。このワイヤカット加工機では、ワイヤに通した電流と被加工物(金属)との間の放電により被加工物が切断加工される。しかし、被加工物が比較的薄い場合や被加工物が片持ち状態で支持される場合などでは、加工液中の被加工物が振動するため、ワイヤと被加工物が接触してワイヤの切断が発生してしまい生産効率が低下することがある。
【0003】
そこで、加工液中の被加工物の振動あるいは振幅を解析することでワイヤの切断が発生する加工条件を判定することが鋭意研究されている。しかしながら、現状では、加工液中の被加工物の振動を安定的に検出する技術が確立されていない。これは、振動を検出する加速度センサを取り付ける際、被加工物は加工液中にあり、そのまま取り付けることができないためである。それに加え、ワイヤと被加工物との間の放電から強い電気的ノイズが発生し、加速度センサの振動の検出に影響を与えるためである。
【0004】
さらに、現状では、加工液中の被加工物の振幅を安定的に測定する技術が確立されていない。これは、振幅を測定するダイヤルゲージを取り付ける際、被加工物は加工液中にあり、そのまま取り付けることができないためである。
【先行技術文献】
【特許文献】
【0005】
特開2017-64804号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記問題を解決するためになされたものであり、ワイヤカット加工機の加工槽の加工液中の被加工物の振動を安定的に検出することができる振動検出装置及びこれを用いる振動検出方法を提供することを第1の目的とする。
本発明は、上記問題を解決するためになされたものであり、ワイヤカット加工機の加工槽の加工液中の被加工物の振幅を安定的に測定することができる振幅測定装置及びこれを用いる振幅測定方法を提供することを第2の目的とする。
【課題を解決するための手段】
【0007】
本発明は以下の通りである。
1.加工槽内に貯留された加工液中で被加工物を切断加工するワイヤカット加工機に用いられる振動検出装置であって、
内部に防水空間を形成するケースを備え、
前記防水空間内には、前記ケースの底板上に加速度センサが設けられており、
前記底板が加工液中の前記被加工物の表面に密着するように前記ケースが加工液中に浸された状態で、前記加速度センサにより加工液中の前記被加工物の振動を検出することを特徴とする振動検出装置。
2.前記防水空間内には、前記加速度センサの検出値を増幅するアンプ及び前記アンプで増幅された検出値をAD変換するAD変換器が設けられている上記1.に記載の振動検出装置。
3.前記ケースには、前記防水空間に連なり且つ上端部が加工液の液面より上方に配置されるパイプが設けられており、
前記パイプには、前記加速度センサの検出値をコンピュータへ送信するための通信ケーブルが通されている上記1.に記載の振動検出装置。
4.前記ケースは金属製である上記1.に記載の振動検出装置。
5.上記1.乃至4.のいずれか一項に記載の振動検出装置を用いる振動検出方法であって、
前記底板が加工液中の前記被加工物の表面に密着するように前記ケースが加工液中に浸された状態で、前記加速度センサにより加工液中の前記被加工物の振動を検出することを特徴とする振動検出方法。
6.加工槽内に貯留された加工液中で被加工物を切断加工するワイヤカット加工機に用いられる振幅測定装置であって、
内部に防水空間を形成するケースと、
前記防水空間内に設けられるダイヤルゲージと、
前記防水空間内にエアを供給するエア供給機構と、を備え、
前記ケースには、前記ダイヤルゲージの測定子が突出する開口が形成されているとともに、前記ダイヤルゲージの表示部を目視するための透視部が設けられており、
前記エア供給機構により前記防水空間内にエアが供給されるとともに、前記ダイヤルゲージの測定子が加工液中の前記被加工物の表面に当接するように前記ケースが加工液中に浸された状態で、前記ダイヤルゲージの測定子により加工液中の前記被加工物の振幅を測定することを特徴とする振幅測定装置。
7.前記エア供給機構は、エアポンプと、前記エアポンプから圧送されるエアを溜めてから前記防水空間内に供給するためのタンクと、を有する上記6.に記載の振幅測定装置。
8.上記6.又は7.に記載の振幅測定装置を用いる振幅測定方法であって、
前記エア供給機構により前記防水空間内にエアが供給されるとともに、前記ダイヤルゲージの測定子が加工液中の前記被加工物の表面に当接するように前記ケースが加工液中に浸された状態で、前記ダイヤルゲージの測定子により加工液中の前記被加工物の振幅を測定することを特徴とする振幅測定方法。
【発明の効果】
【0008】
本発明の振動検出装置及び振動検出方法によれば、底板が加工液中の被加工物の表面に密着するようにケースが加工液中に浸された状態で、加速度センサにより加工液中の被加工物の振動を検出する。これにより、ワイヤカット加工機の加工槽の加工液中で加速度センサが電気的ノイズの影響を受け難く被加工物の振動を安定的に検出することができる。
本発明の振幅測定装置及び振幅測定方法によれば、エア供給機構により防水空間内にエアが供給されるとともに、ダイヤルゲージの測定子が加工液中の被加工物の表面に当接するようにケースが加工液中に浸された状態で、ダイヤルゲージの測定子により加工液中の被加工物の振幅を測定する。これにより、ワイヤカット加工機の加工槽の加工液中で被加工物の振幅を安定的に測定することができる。
【図面の簡単な説明】
【0009】
本発明について、本発明による典型的な実施形態の非限定的な例を挙げ、言及された複数の図面を参照しつつ以下の詳細な記述にて更に説明するが、同様の参照符号は図面のいくつかの図を通して同様の部材を示す。
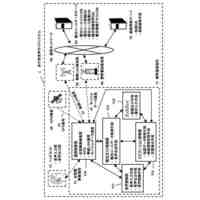
実施形態に係る振動検出装置を備えるワイヤカット加工機の側面図である。
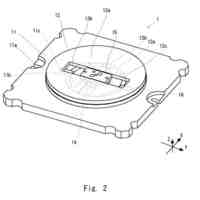
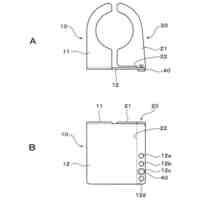
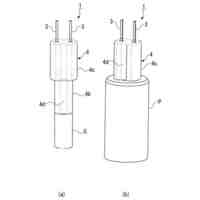
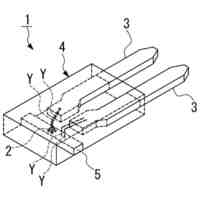
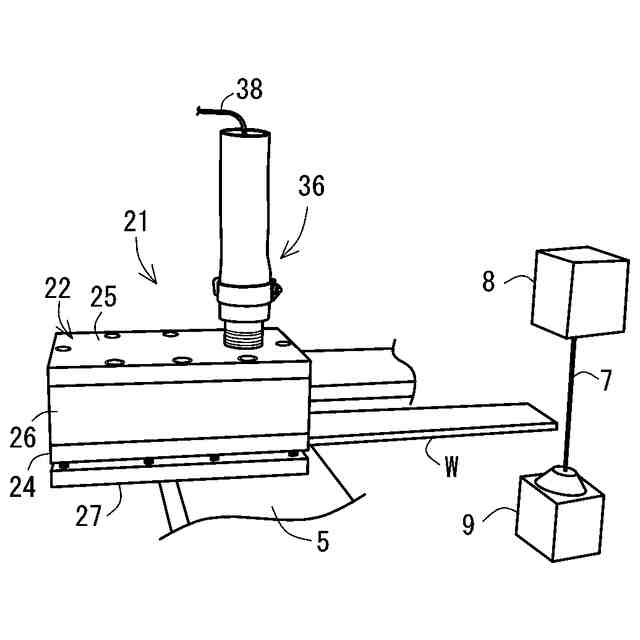
振動検出装置の斜視図である。
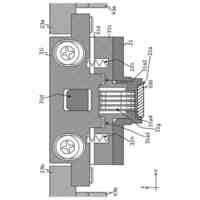
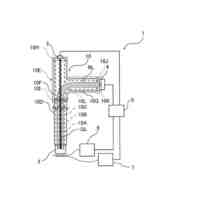
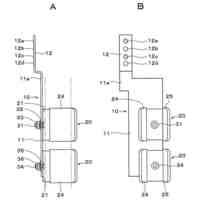
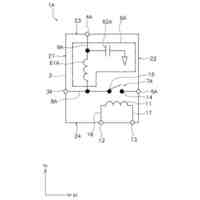
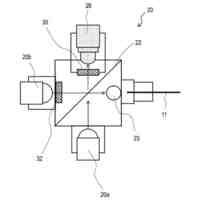
振動検出装置の断面図である。
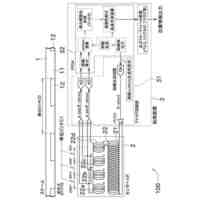
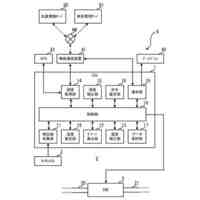
振動検出装置のブロック図である。
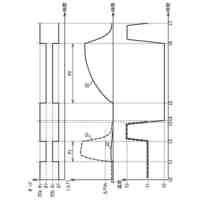
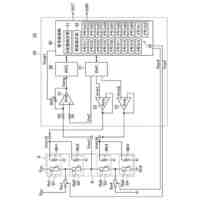
他の形態に係る振動検出装置の断面図である。
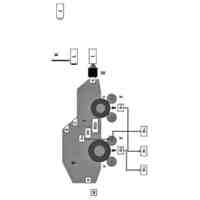
実施形態に係る振幅測定装置を備えるワイヤカット加工機の側面図である。
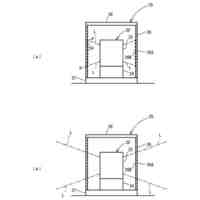
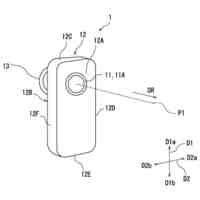
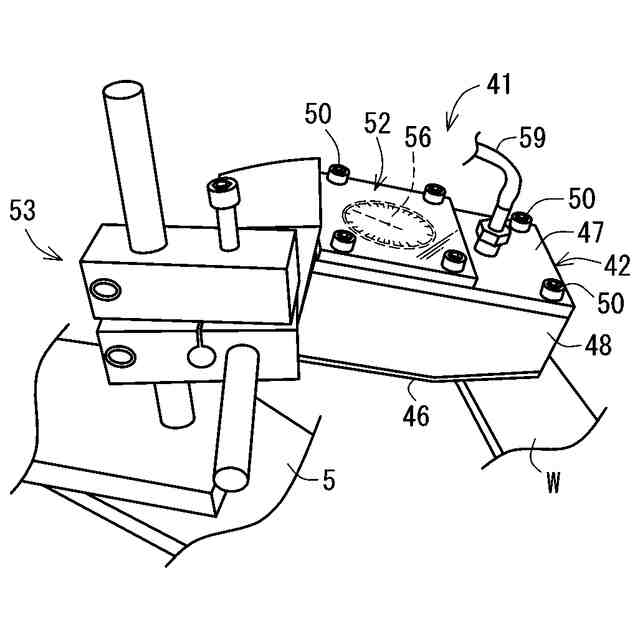
振幅測定装置の斜視図である。
振幅測定装置の断面図である。
【発明を実施するための形態】
【0010】
ここで示される事項は例示的なものおよび本発明の実施形態を例示的に説明するためのものであり、本発明の原理と概念的な特徴とを最も有効に且つ難なく理解できる説明であると思われるものを提供する目的で述べたものである。この点で、本発明の根本的な理解のために必要である程度以上に本発明の構造的な詳細を示すことを意図してはおらず、図面と合わせた説明によって本発明の幾つかの形態が実際にどのように具現化されるかを当業者に明らかにするものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
歩行者音声ガイドシステム
9日前
株式会社ヨコオ
検査治具
10日前
太陽誘電株式会社
検出装置
5日前
昭電工業株式会社
測定装置
11日前
株式会社豊田自動織機
無人走行体
13日前
大和製衡株式会社
重量選別機
3日前
キーコム株式会社
試験システム
16日前
トヨタ自動車株式会社
測定治具
13日前
矢崎総業株式会社
センサ
5日前
キーコム株式会社
試験システム
16日前
村田機械株式会社
変位検出装置
13日前
株式会社ニシヤマ
物品取付装置
6日前
株式会社ニシヤマ
物品取付装置
6日前
TDK株式会社
磁気センサ
10日前
大同特殊鋼株式会社
形状検出装置
5日前
株式会社ミヤワキ
診断装置
23日前
株式会社ミヤワキ
診断装置
23日前
株式会社ミヤワキ
診断装置
23日前
株式会社シンカグループ
計測装置
27日前
TDK株式会社
ガスセンサ
1か月前
TDK株式会社
ガスセンサ
1か月前
株式会社不二越
X線測定装置
13日前
株式会社島津製作所
分析装置
5日前
日立Astemo株式会社
測定装置
20日前
三菱マテリアル株式会社
温度センサ
20日前
オムロン株式会社
スイッチング装置
16日前
トヨタ自動車株式会社
劣化推定装置
6日前
コイズミ照明株式会社
検出ユニット
24日前
大同特殊鋼株式会社
超音波探傷方法
20日前
三菱マテリアル株式会社
温度センサ
27日前
株式会社ミツトヨ
光学式エンコーダ
11日前
三菱マテリアル株式会社
温度センサ
6日前
株式会社フジキン
濃度測定装置
10日前
トヨタ自動車株式会社
空燃比算出装置
13日前
トヨタ自動車株式会社
電気機器
9日前
株式会社ダイヘン
異常検出装置
3日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ