TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024049197
公報種別
公開特許公報(A)
公開日
2024-04-09
出願番号
2022155516
出願日
2022-09-28
発明の名称
発光装置の製造方法
出願人
日亜化学工業株式会社
代理人
個人
,
個人
主分類
H01L
33/54 20100101AFI20240402BHJP(基本的電気素子)
要約
【課題】光取り出し効率をより向上可能な発光装置の製造方法を提供する。
【解決手段】本発光装置の製造方法は、上面と、前記上面に連なる複数の側面とを備えた発光素子を準備する工程と、前記発光素子の上面及び側面に接着樹脂を配置する工程であって、前記発光素子の側面間の角部における前記接着樹脂の下端が、前記発光素子の側面の中央部における前記接着樹脂の下端より下側に位置するように前記接着樹脂を配置する工程と、前記発光素子の上面に透光性部材を配置し、前記透光性部材で前記接着樹脂を押圧する工程と、前記接着樹脂を硬化する工程と、を有する。
【選択図】図9
特許請求の範囲
【請求項1】
上面と、前記上面に連なる複数の側面とを備えた発光素子を準備する工程と、
前記発光素子の上面及び側面に接着樹脂を配置する工程であって、前記発光素子の側面間の角部における前記接着樹脂の下端が、前記発光素子の側面の中央部における前記接着樹脂の下端より下側に位置するように前記接着樹脂を配置する工程と、
前記発光素子の上面に透光性部材を配置し、前記透光性部材で前記接着樹脂を押圧する工程と、
前記接着樹脂を硬化する工程と、を有する発光装置の製造方法。
続きを表示(約 1,100 文字)
【請求項2】
前記接着樹脂を配置する工程では、前記発光素子の上面の中央部に位置する第1部分が前記発光素子の上面の角部に位置する第2部分よりも、前記発光素子の上面からの高さが高くなるように前記接着樹脂を配置する、請求項1に記載の発光装置の製造方法。
【請求項3】
前記接着樹脂を配置する工程では、前記第1部分と、前記第2部分と、前記第1部分と前記第2部分との間に位置する第3部分と、を含むように前記接着樹脂を配置し、
前記第2部分は、前記第3部分よりも、前記発光素子の上面からの高さが高い、請求項2に記載の発光装置の製造方法。
【請求項4】
前記第2部分は、前記発光素子の側面間の角部に配置された前記接着樹脂と連続する、請求項3に記載の発光装置の製造方法。
【請求項5】
前記透光性部材は、前記発光素子の上面よりも大きい面積の下面と、前記下面に連なる複数の側面と、を備え、
前記接着樹脂を押圧する工程では、前記接着樹脂が前記透光性部材の下面の外縁に達するように前記透光性部材で前記接着樹脂を押圧する、請求項1に記載の発光装置の製造方法。
【請求項6】
前記接着樹脂を押圧する工程では、前記接着樹脂が前記発光素子の側面の下端に達するように前記透光性部材で前記接着樹脂を押圧する、請求項1に記載の発光装置の製造方法。
【請求項7】
前記接着樹脂を配置する工程の前に、前記発光素子を配線基板上に配置する工程を含み、
前記接着樹脂を押圧する工程において、押圧後の前記接着樹脂は、前記配線基板と離隔して配置される、請求項1に記載の発光装置の製造方法。
【請求項8】
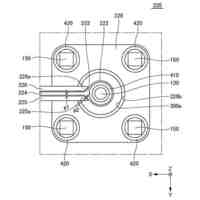
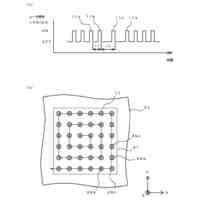
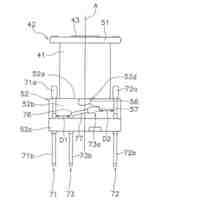
前記接着樹脂を配置する工程では、前記接着樹脂を配置する前に、先端面の大きさが前記発光素子の上面よりも大きいノズルを準備し、前記先端面が前記発光素子の上面と対向し、かつ前記先端面の外縁が前記発光素子の上面の外縁よりも外側に位置するように前記ノズルを前記発光素子の上方に配置する、請求項1から7のいずれか1項に記載の発光装置の製造方法。
【請求項9】
前記ノズルは、前記先端面の中央部に開口する吐出孔と、前記先端面に開口し、前記吐出孔に連通して前記吐出孔から前記先端面の外縁に向かって延びる複数の溝と、を有し、
前記接着樹脂は、前記吐出孔から吐出されて前記発光素子の上面に配置されると共に、前記吐出孔から複数の前記溝内を移動して前記発光素子の側面間の角部に配置される、請求項8に記載の発光装置の製造方法。
【請求項10】
前記溝の幅が一定であり、かつ前記溝の深さが一定である、請求項9に記載の発光装置の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、発光装置の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
発光ダイオード等の発光素子を有する発光装置が知られている。一例として、光取出し面となる第1面と、第1面と対向する第2面と、第1面と第2面との間に複数の第3面とを有し、第2面側に一対の電極を有する発光素子と、第1面側に配置される透光性部材と、発光素子と透光性部材との間にあって発光素子の第1面から複数の第3面までを覆い、発光素子と透光性部材とを接着する接着樹脂とを備えた発光装置が挙げられる(特許文献1参照)。
【0003】
このような発光装置では、接着樹脂が発光素子から側方に出射する光に対して導光部材として機能する。そのため、発光素子から側方に出射する光が接着樹脂の側面で透光性部材側に反射され、発光装置の光取出し効率が向上する。
【先行技術文献】
【特許文献】
【0004】
特開2021-27312号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本開示は、光取り出し効率をより向上可能な発光装置の製造方法の提供を目的とする。
【課題を解決するための手段】
【0006】
本開示の一実施形態に係る発光装置の製造方法は、上面と、前記上面に連なる複数の側面とを備えた発光素子を準備する工程と、前記発光素子の上面及び側面に接着樹脂を配置する工程であって、前記発光素子の側面間の角部における前記接着樹脂の下端が、前記発光素子の側面の中央部における前記接着樹脂の下端より下側に位置するように前記接着樹脂を配置する工程と、前記発光素子の上面に透光性部材を配置し、前記透光性部材で前記接着樹脂を押圧する工程と、前記接着樹脂を硬化する工程と、を有する。
【発明の効果】
【0007】
本開示の一実施形態によれば、光取り出し効率をより向上可能な発光装置の製造方法を提供できる。
【図面の簡単な説明】
【0008】
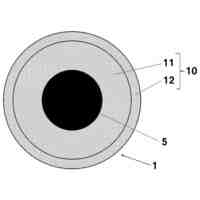
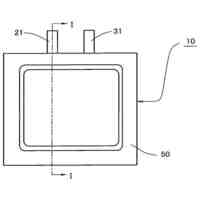
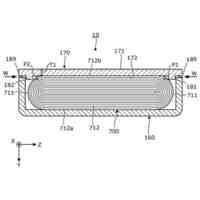
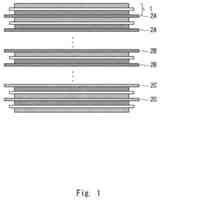
本実施形態に係る発光装置を模式的に示す斜視図である。
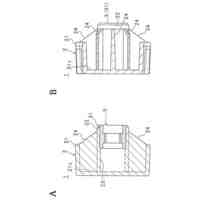
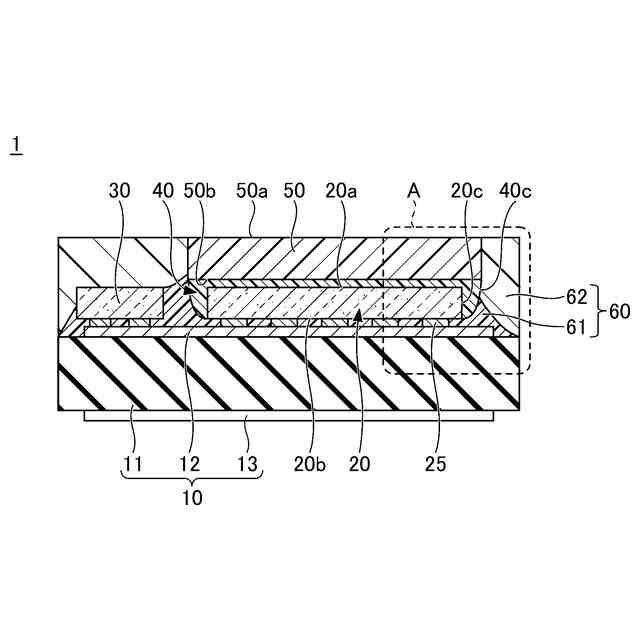
図1のII-II線における縦断面図である。
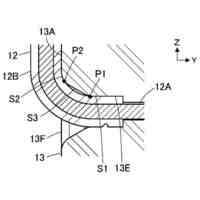
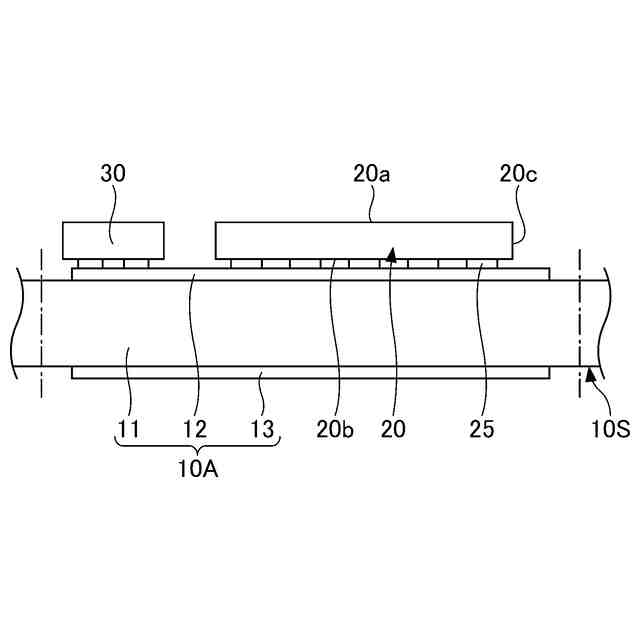
図1のIII-III線における縦断面図である。
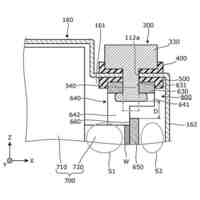
図2のA部の部分拡大図である。
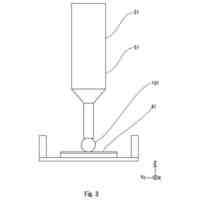
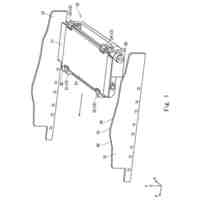
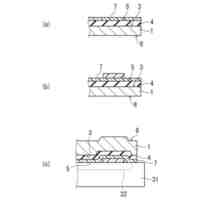
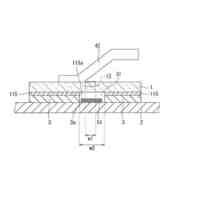
本実施形態に係る発光装置の製造方法の製造工程の一例を模式的に示す側面図である。
本実施形態に係る発光装置の製造方法の製造工程の一例を模式的に示す側面図である。
本実施形態に係る発光装置の製造方法の製造工程の一例を模式的に示す側面図である。
本実施形態に係る発光装置の製造方法の製造工程の一例を模式的に示す下面図である。
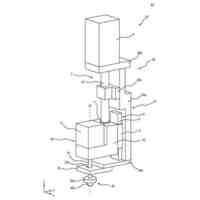
本実施形態に係る発光装置の製造方法の製造工程の一例を模式的に示す斜視図である。
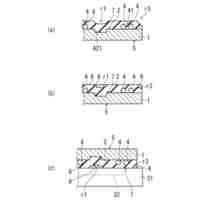
本実施形態に係る発光装置の製造方法の製造工程の一例を模式的に示す側面図である。
本実施形態に係る発光装置の製造方法の製造工程の一例を模式的に示す側面図である。
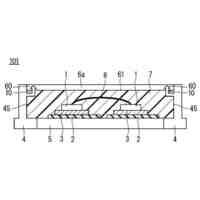
本実施形態に係る発光装置の製造方法の製造工程の一例を模式的に示す断面図である。
本実施形態に係る発光装置の製造方法の製造工程の一例を模式的に示す断面図である。
【発明を実施するための形態】
【0009】
以下、図面を参照して本発明に係る実施形態の製造方法、及び該製造方法により得られる発光装置(以下、「実施形態に係る発光装置」と呼ぶことがある)について説明する。なお、以下の説明では、必要に応じて特定の方向や位置を示す用語(例えば、「上」、「下」、及びそれらの用語を含む別の用語)を用いる。しかし、それらの用語の使用は図面を参照した発明の理解を容易にするためであって、それらの用語の意味によって本発明の技術的範囲が制限されるものではない。また、複数の図面に表れる同一符号の部分は同一もしくは同等の部分または部材を示す。
【0010】
また、以下に示す実施形態は、本発明の技術思想を具体化するための発光装置等を例示するものであって、本発明を以下に限定するものではない。また、以下に記載されている構成部品の寸法、材料、形状、その相対的配置等は、特定的な記載がない限り、本発明の範囲をそれのみに限定する趣旨ではなく、例示することを意図したものである。また、一の実施形態において説明する内容は、他の実施形態や変形例にも適用可能である。また、図面が示す部材の大きさや位置関係等は、説明を明確にするため、誇張している場合がある。さらに、図面が過度に複雑になることを避けるために、一部の要素の図示を省略した模式図を用いたり、断面図として切断面のみを示す端面図を用いたりすることがある。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
テーブルタップ
8日前
個人
真空管回路
1日前
日星電気株式会社
電線被覆材
17日前
アルモテック株式会社
反射鏡
17日前
ローム株式会社
半導体装置
1か月前
サンケン電気株式会社
半導体装置
2日前
株式会社PFA
異物除去具
1か月前
HOYA株式会社
光源装置
17日前
株式会社ダイヘン
碍子
24日前
株式会社GSユアサ
蓄電素子
1日前
株式会社大橋製作所
実装装置
1日前
沖電気工業株式会社
発光装置
19日前
マクセル株式会社
電池
25日前
株式会社GSユアサ
蓄電素子
1日前
株式会社GSユアサ
蓄電素子
1日前
トヨタ自動車株式会社
搬送装置
23日前
オムロン株式会社
電源切替装置
17日前
株式会社ヨコオ
変換回路
1か月前
京セラ株式会社
積層型電子部品
23日前
オムロン株式会社
電源切替装置
17日前
矢崎総業株式会社
扁平電線
3日前
住友電装株式会社
コネクタ
25日前
トヨタ自動車株式会社
積層型電池
18日前
東レエンジニアリング株式会社
転写装置
23日前
株式会社東京精密
ワーク加工方法
18日前
住友電装株式会社
コネクタ
26日前
日本無線株式会社
導波管接続構造
4日前
東レエンジニアリング株式会社
転写方法
2日前
株式会社東京精密
ワーク加工方法
18日前
日本航空電子工業株式会社
コネクタ
1か月前
三菱電機株式会社
半導体装置
1日前
富士電機株式会社
半導体装置
18日前
三菱電機株式会社
半導体装置
23日前
オムロン株式会社
電磁石装置
1か月前
オムロン株式会社
電磁石装置
1か月前
LWJ株式会社
可変ハンドスイッチ
19日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ