TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024044192
公報種別
公開特許公報(A)
公開日
2024-04-02
出願番号
2022149590
出願日
2022-09-20
発明の名称
機械式過給機の製造方法
出願人
ダイハツ工業株式会社
代理人
個人
主分類
F02B
39/00 20060101AFI20240326BHJP(燃焼機関;熱ガスまたは燃焼生成物を利用する機関設備)
要約
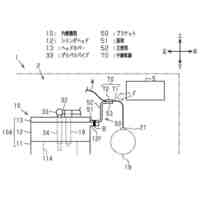
【課題】第1ロータと第2ロータとの位置精度の向上を図ることができる機械式過給機の製造方法を提供する。
【解決手段】
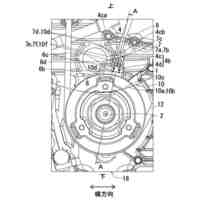
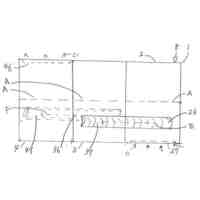
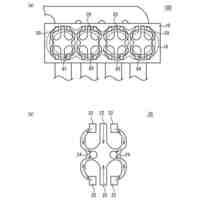
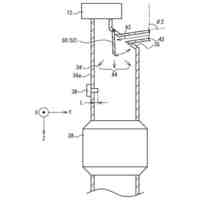
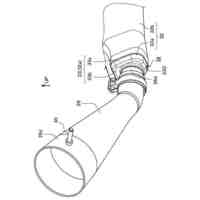
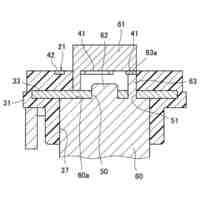
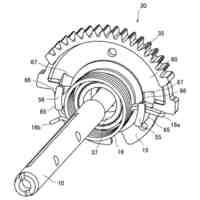
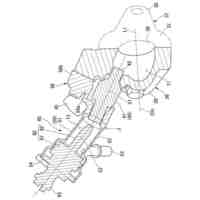
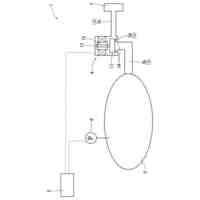
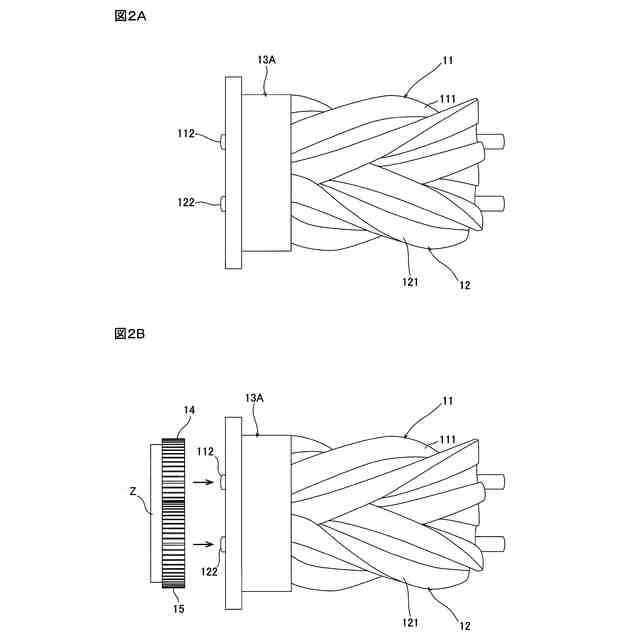
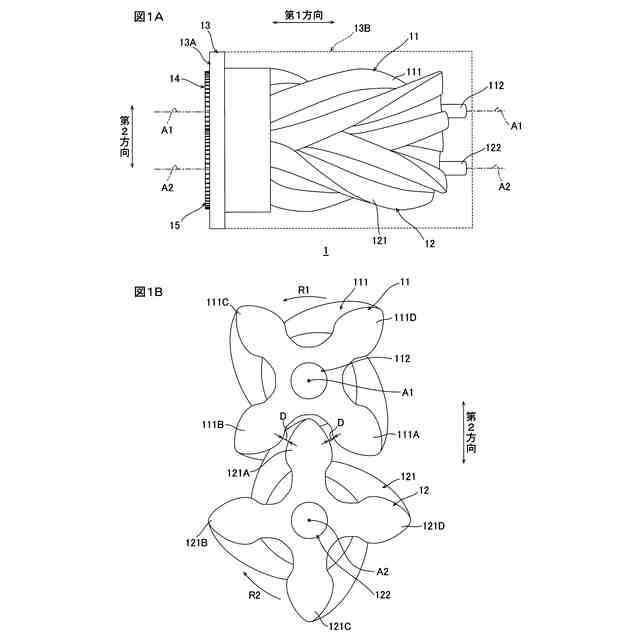
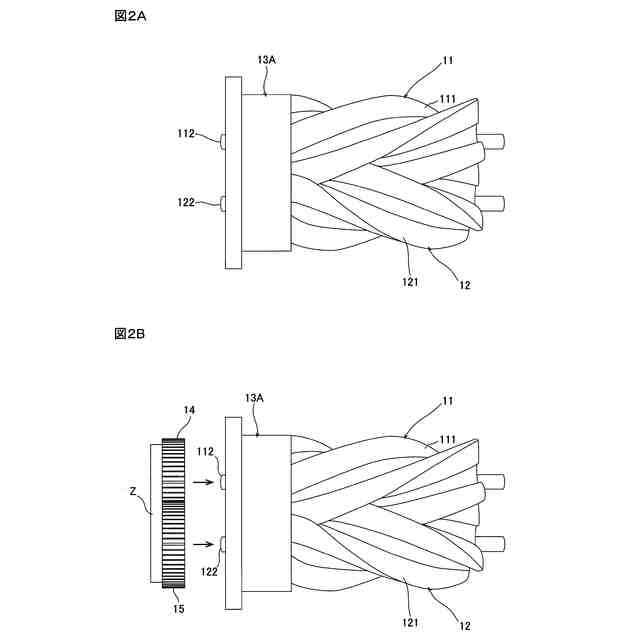
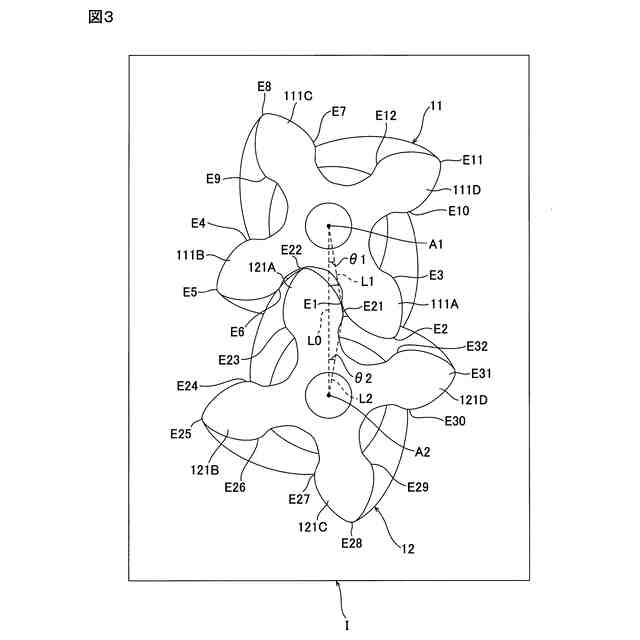
機械式過給機1の製造方法は、仮組み工程と、計算工程と、位置決め工程と、圧入工程とを含む。仮組み工程では、第1ロータ11および第2ロータ12を、回転可能な状態でハウジング13に対して組み付ける。計算工程では、第1ロータ11および第2ロータ12の端部を撮影した画像Iから、第1ロータ11と第2ロータ12との間隔Dを計算する。位置決め工程では、間隔Dが所定の目標値になるように、第1ロータ11の位置、および、第2ロータ12の位置を決める。圧入工程では、位置決め工程で決められた位置に固定された第1ロータ11および第2ロータ12に、第1ギア14および第2ギア15を圧入する。
【選択図】図2
特許請求の範囲
【請求項1】
第1方向に延びる第1回転軸線について回転可能な第1ロータと、前記第1方向に延びる第2回転軸線について回転可能な第2ロータと、前記第1ロータおよび前記第2ロータを収容するハウジングと、前記第1ロータとともに回転可能な第1ギアと、前記第1ギアと噛み合い、前記第2ロータとともに回転可能な第2ギアとを備える機械式過給機の製造方法であって、
前記第1ロータおよび前記第2ロータを、回転可能な状態で前記ハウジングに対して組み付ける仮組み工程と、
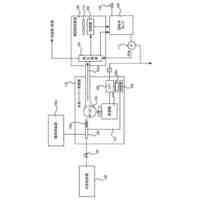
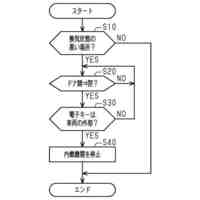
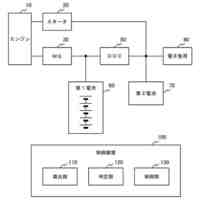
前記第1方向から前記第1ロータおよび前記第2ロータを撮影し、撮影された画像から、前記第1ロータと前記第2ロータとの間隔を計算する計算工程と、
前記第1ロータおよび前記第2ロータの少なくとも一方を回転させて、前記計算工程で計算された前記間隔が所定の目標値になるように、前記第1ロータの回転方向における前記第1ロータの位置、および、前記第2ロータの回転方向における前記第2ロータの位置を決める位置決め工程と、
前記位置決め工程で決められた位置に前記第1ロータおよび前記第2ロータが固定された状態で、噛み合った状態で回転しないように固定された前記第1ギアおよび前記第2ギアを、前記第1ギアが前記第1ロータの端部に圧入され、前記第2ギアが前記第2ロータの端部に圧入されるように、前記第1ロータおよび前記第2ロータに対して組み付ける圧入工程と
を含む、機械式過給機の製造方法。
続きを表示(約 350 文字)
【請求項2】
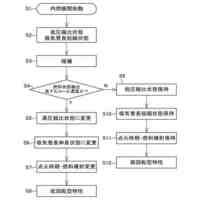
前記計算工程において、
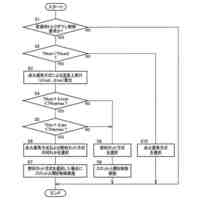
撮影された画像から、前記第1回転軸線、前記第2回転軸線、前記第1ロータの複数のエッジ、および、前記第2ロータの複数のエッジを認識する認識ステップと、
前記第1回転軸線の位置と、前記第1ロータの複数の前記エッジの位置とに基づいて、前記第1ロータの回転角度を計算する第1計算ステップと、
前記第2回転軸線の位置と、前記第2ロータの複数の前記エッジの位置とに基づいて、前記第2ロータの回転角度を計算する第2計算ステップと、
前記第1ロータの回転角度と、前記第2ロータの回転角度とに基づいて、前記第1ロータと前記第2ロータとの前記間隔を計算する第3計算ステップと
を実行する、請求項1に記載の機械式過給機の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、機械式過給機の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、ドライブシャフトの周りに固定された第1ロータと、ドリブンシャフトの周りに固定された第2ロータと、第1タイミングギアと、第2タイミングギアとを備える機械式過給機が知られている。
【0003】
このような機械式過給機の製造において、第1タイミングギアをドライブシャフトの一端に圧入し、第2タイミングギアをドリブンシャフトの一端に圧入する方法が提案されている(例えば、下記特許文献1参照。)。
【先行技術文献】
【特許文献】
【0004】
特開平6-212987号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載されるような機械式過給機の製造において、第1タイミングギアとドライブシャフトとの位置精度、および、第2タイミングギアとドリブンシャフトとの位置精度に加えて、第1ロータと第2ロータとの位置精度も向上させることが要求されている。
【0006】
そこで、本発明の目的は、第1ロータと第2ロータとの位置精度の向上を図ることができる機械式過給機の製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明[1]は、第1方向に延びる第1回転軸線について回転可能な第1ロータと、前記第1方向に延びる第2回転軸線について回転可能な第2ロータと、前記第1ロータおよび前記第2ロータを収容するハウジングと、前記第1ロータとともに回転可能な第1ギアと、前記第1ギアと噛み合い、前記第2ロータとともに回転可能な第2ギアとを備える機械式過給機の製造方法であって、前記第1ロータおよび前記第2ロータを、回転可能な状態で前記ハウジングに対して組み付ける仮組み工程と、前記第1方向から前記第1ロータおよび前記第2ロータを撮影し、撮影された画像から、前記第1ロータと前記第2ロータとの間隔を計算する計算工程と、前記第1ロータおよび前記第2ロータの少なくとも一方を回転させて、前記計算工程で計算された前記間隔が所定の目標値になるように、前記第1ロータの回転方向における前記第1ロータの位置、および、前記第2ロータの回転方向における前記第2ロータの位置を決める位置決め工程と、前記位置決め工程で決められた位置に前記第1ロータおよび前記第2ロータが固定された状態で、噛み合った状態で回転しないように固定された前記第1ギアおよび前記第2ギアを、前記第1ギアが前記第1ロータの端部に圧入され、前記第2ギアが前記第2ロータの端部に圧入されるように、前記第1ロータおよび前記第2ロータに対して組み付ける圧入工程とを含む、機械式過給機の製造方法を含む。
【0008】
このような方法によれば、計算工程において、第1方向から第1ロータおよび第2ロータを撮影した画像から、第1ロータと第2ロータとの間隔を計算できる。
【0009】
そのため、位置合わせマークなどが無くても、第1ロータと第2ロータとの相対位置を合わせることができる。
【0010】
また、圧入工程において、第1ロータと第2ロータとの間隔が目標値になる位置で、第1ロータおよび第2ロータが固定されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社クボタ
エンジン
15日前
個人
増設・ロータリーエンジン
25日前
個人
水素バーナー発電機及び発電システム
5日前
本田技研工業株式会社
内燃機関
19日前
トヨタ自動車株式会社
内燃機関
7日前
トヨタ自動車株式会社
車両の制御装置
5日前
株式会社アイシン
内燃機関
20日前
トヨタ自動車株式会社
車両制御装置
今日
トヨタ自動車株式会社
内燃機関の冷却構造
21日前
トヨタ自動車株式会社
車両駆動装置
今日
トヨタ自動車株式会社
内燃機関の排気装置
6日前
トヨタ自動車株式会社
車両の制御装置
12日前
日本製鉄株式会社
クランク軸
19日前
トヨタ自動車株式会社
車両の制御装置
19日前
本田技研工業株式会社
車両
20日前
トヨタ自動車株式会社
内燃機関制御装置
19日前
トヨタ自動車株式会社
内燃機関の制御装置
21日前
トヨタ自動車株式会社
内燃機関の点火時期制御装置
19日前
本田技研工業株式会社
鞍乗型車両の排気装置
21日前
トヨタ自動車株式会社
内燃機関の点火時期制御装置
25日前
日立建機株式会社
運搬車両の管理システム
12日前
トヨタ自動車株式会社
内燃機関の停止システム
15日前
本田技研工業株式会社
内燃機関の失火判定装置
19日前
本田技研工業株式会社
内燃機関の燃料供給装置
22日前
株式会社ミクニ
バルブ装置
12日前
株式会社ミクニ
バルブ装置
12日前
トヨタ自動車株式会社
内燃機関の停止システム
7日前
株式会社セイブ・ザ・プラネット
内燃機関の制御方法
7日前
本田技研工業株式会社
燃料供給装置
19日前
トヨタ自動車株式会社
制御装置
25日前
愛三工業株式会社
弁システム
12日前
株式会社筑水キャニコム
斜面除草車両
19日前
本田技研工業株式会社
燃料供給装置
19日前
トヨタ自動車株式会社
オイル回収構造
14日前
株式会社SUBARU
エンジン
20日前
株式会社SUBARU
ピストン
20日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ