TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024034422
公報種別
公開特許公報(A)
公開日
2024-03-13
出願番号
2022138644
出願日
2022-08-31
発明の名称
アルミニウム合金板の製造方法、アルミニウム合金板の製造装置およびアルミニウム合金鋳造板
出願人
学校法人常翔学園
代理人
弁理士法人ATEN
主分類
B22D
11/06 20060101AFI20240306BHJP(鋳造;粉末冶金)
要約
【課題】アルミニウム合金の鋳造において表面割れおよび中心線偏析を低減する。
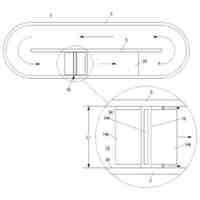
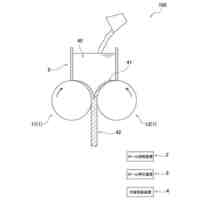
【解決手段】対向する第1ロール11および第2ロール12を有する1組のロール1の間に溶湯40を供給し凝固させる双ロール式連続鋳造方法によって、アルミニウム合金板42を製造する。溶湯40は、主成分として80質量%以上のAlを含む。第1ロール11および第2ロール12は、冷媒通路が内部に形成された銅製ロール、冷媒通路が内部に形成された銅合金製ロール、またはロール外周部を構成する円筒状のシェルに冷媒通路が形成された軟鋼製ロールである。冷媒通路に冷媒を流しながら、10m/min以上、且つ120m/min以下の周速で第1ロール11および第2ロール12をそれぞれ回転させる。回転する第1ロール11および第2ロール12によるロール押圧が、20N/mm以下(但し、0N/mmを含まず)とされている。
【選択図】図1
特許請求の範囲
【請求項1】
対向する1組のロールの間に溶湯を供給し凝固させる双ロール式連続鋳造方法によって、アルミニウム合金板を製造する方法であって、
前記溶湯は、主成分として80質量%以上のAlを含み、
前記ロールは、冷媒通路が内部に形成された銅製ロール、冷媒通路が内部に形成された銅合金製ロール、またはロール外周部を構成する円筒状のシェルに冷媒通路が形成された軟鋼製ロールであり、
前記冷媒通路に冷媒を流しながら、10m/min以上、且つ120m/min以下の周速で前記1組のロールをそれぞれ回転させ、
回転する前記1組のロールによるロール押圧が、20N/mm以下(但し、0N/mmを含まず)とされている、
アルミニウム合金板の製造方法。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載のアルミニウム合金板の製造方法において、
回転する前記1組のロールによるロール押圧が、4N/mm以下とされている、
アルミニウム合金板の製造方法。
【請求項3】
請求項1または2に記載のアルミニウム合金板の製造方法において、
前記溶湯は、0.3~10質量%のMgを含む、
アルミニウム合金板の製造方法。
【請求項4】
請求項1または2に記載のアルミニウム合金板の製造方法において、
前記溶湯は、0.3~2質量%のSiを含む、
アルミニウム合金板の製造方法。
【請求項5】
請求項1または2に記載のアルミニウム合金板の製造方法において、
前記ロールは、前記銅製ロールまたは前記銅合金製ロールである、
アルミニウム合金板の製造方法。
【請求項6】
対向する1組のロールの間に溶湯を供給し凝固させる双ロール式連続鋳造方法によって、アルミニウム合金板を製造する装置であって、
前記溶湯は、主成分として80質量%以上のAlを含み、
前記ロールは、冷媒通路が内部に形成された銅製ロール、冷媒通路が内部に形成された銅合金製ロール、またはロール外周部を構成する円筒状のシェルに冷媒通路が形成された軟鋼製ロールであり、
10m/min以上、且つ120m/min以下の周速で前記1組のロールをそれぞれ回転させるロール回転装置と、
回転する前記1組のロールによるロール押圧が、20N/mm以下(但し、0N/mmを含まず)となるように、前記1組のロールのうちの少なくとも一方を押圧するロール押圧装置と、
を備える、アルミニウム合金板の製造装置。
【請求項7】
主成分として80質量%以上のAlと、0.3~10質量%のMgとを含むアルミニウム合金鋳造板であって、
JIS Z 2343に準拠した浸透探傷試験後において、表面に割れが観察されない、且つ、板の厚さ中心近傍におけるMg濃度[質量%]が下記式(1)を満たす、
アルミニウム合金鋳造板。
0.8 ≦ Mg-c / Mg-a ≦ 1.4 ・・・(1)
Mg-c:板の厚さ中心近傍におけるMg濃度の平均値[質量%]
Mg-a:板の厚さ方向の両表面近傍におけるMg濃度の平均値[質量%]
発明の詳細な説明
【技術分野】
【0001】
本発明は、アルミニウム合金板の製造方法、アルミニウム合金板の製造装置およびアルミニウム合金鋳造板に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
アルミニウム合金の鋳造には、例えば、双ロール式連続鋳造方法が用いられる。双ロール式連続鋳造方法では、アルミニウム合金の溶湯を一対の鋳造ロール(双ロール)の間に供給し、凝固させ、板状にする。
【0003】
従来、アルミニウム合金の鋳造では、遅い速度で且つ大きなロール荷重で鋳造することが良いと考えられていた。例えば、特許文献1の[0009]には、「約5乃至9フィート/分のスピード」(約1.5~2.7m/分)で「約5000乃至40,000ポンド/インチ」(約880N/mm以上)の力で鋳造する、と記載されている。
【0004】
アルミニウム合金の鋳造において表面割れおよび中心線偏析を低減させることは、長年の課題である。従来、上記条件でアルミニウム合金を鋳造することは、表面割れおよび中心線偏析の低減にもよいと考えられていた。しかし、上記条件で鋳造しても、表面割れおよび中心線偏析が十分に低減されないというのが実情であった。
【0005】
そのような状況で、本願発明者らは、従来のロール荷重より小さいロール荷重で鋳造し、表面割れを低減できる方法を見出した(非特許文献1参照)。非特許文献1では、注湯方法を工夫し、300N/mmの低ロール荷重で、且つ、ロール周速30m/minという高速で、銅製ロールを用いてアルミニウム合金を鋳造し、表面割れが低減したという実験結果が報告されている。
【先行技術文献】
【特許文献】
【0006】
特許第4375966号公報
山崎 一輝、外1名、「鋳造条件がAl-Mg合金ロール鋳造板の表面割れに及ぼす影響」、[No.20-33] 日本機械学会第 28 回機械材料・材料加工技術講演会(M&P2020)論文集
【発明の概要】
【発明が解決しようとする課題】
【0007】
非特許文献1には、ロール荷重がさらに小さい4N/mmでも表面割れが低減できることが紹介されているが、「低荷重では板の成形が可能な荷重幅が狭くなり,板厚の変動への対応が難しくなる.つまり,板厚が薄い場合に凝固が不完全な状態で排出されることがある」と記載されており、4N/mmという従来のロール荷重より大幅に小さい荷重でアルミニウム合金を鋳造すること自体が難しいことが示唆されている。
【0008】
また、非特許文献1に記載された技術は主に表面割れ低減に関するものである。従来良いとされていた条件より小さいロール荷重で且つ高速でアルミニウム合金を鋳造し、表面割れおよび中心線偏析の両方が低減したという報告はない。
【0009】
本発明は、アルミニウム合金の鋳造において表面割れおよび中心線偏析を低減することを目的とする。
【課題を解決するための手段】
【0010】
上述したように、アルミニウム合金の鋳造において中心線偏析および表面割れを低減させることは長年の課題であり、この課題を解決するため、従来は大荷重且つ遅い速度で鋳造することがよいと考えられていた。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
学校法人常翔学園
培養槽及び藻類の回収方法
2か月前
学校法人常翔学園
血圧又は動脈機能の改善用組成物
3か月前
日機装株式会社
ディフューザおよび遠心ポンプ
2日前
株式会社ヒロテック
樹脂材と金属材の抵抗溶接方法
3日前
公立大学法人大阪
発電装置、及び波力発電システム
2か月前
学校法人常翔学園
二酸化バナジウム薄膜の製造方法及び二酸化バナジウム薄膜形成用原料溶液
24日前
学校法人常翔学園
核酸の分離方法及び増幅方法
2か月前
学校法人常翔学園
標的分子に特異的に結合し得る部位を有する芳香族ポリマー、およびその製造方法
2か月前
学校法人常翔学園
アルミニウム合金板の製造方法、アルミニウム合金板の製造装置およびアルミニウム合金鋳造板
2か月前
住友ベークライト株式会社
口蓋センサ、舌運動モニタリングシステム、および舌運動モニタリング方法
3か月前
芝浦機械株式会社
成形機
24日前
トヨタ自動車株式会社
保持炉
26日前
トヨタ自動車株式会社
金型装置
17日前
トヨタ自動車株式会社
鋳造装置
19日前
リョービ株式会社
ダイカスト金型
1か月前
芝浦機械株式会社
ダイカストマシン
2日前
芝浦機械株式会社
射出装置及び成形機
12日前
株式会社プロテリアル
インゴットの鋳造方法
1か月前
トヨタ自動車株式会社
離型剤の塗布方法
25日前
トヨタ自動車株式会社
金型の温度制御方法
25日前
トヨタ自動車株式会社
ダイカスト鋳造装置
19日前
トヨタ自動車株式会社
複合中子の製造方法
17日前
株式会社イーエム
固形潤滑剤供給装置
1か月前
旭有機材株式会社
低膨張鋳型用鋳物砂
1か月前
三菱重工業株式会社
金属粉末製造装置
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
12日前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
芝浦機械株式会社
ダイカストマシン
2日前
福田金属箔粉工業株式会社
溶浸用Cu系粉末
4日前
伊藤忠セラテック株式会社
鋳物砂用耐火骨材
1か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
18日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
18日前
芝浦機械株式会社
成形機用コントローラ及び成形機
2日前
石福金属興業株式会社
PtAu合金粉末の製造方法
17日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
1か月前
セイコーエプソン株式会社
焼結用金属粉末
5日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ