TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023173827
公報種別
公開特許公報(A)
公開日
2023-12-07
出願番号
2022086328
出願日
2022-05-26
発明の名称
加工装置
出願人
日本航空電子工業株式会社
,
国立大学法人 東京大学
代理人
個人
主分類
B21D
22/20 20060101AFI20231130BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】液圧を使用して対象物を加工する加工装置であって小型の対象物に適した構造を有する加工装置を提供すること。
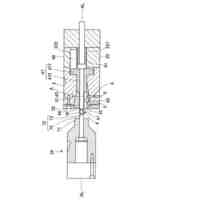
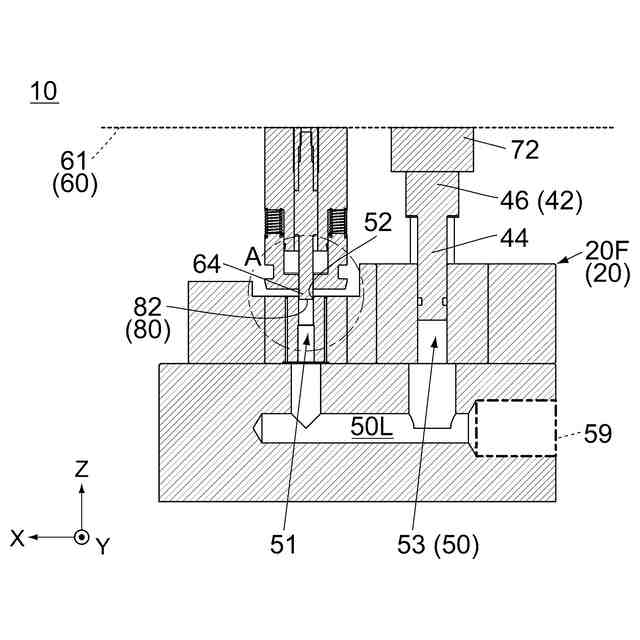
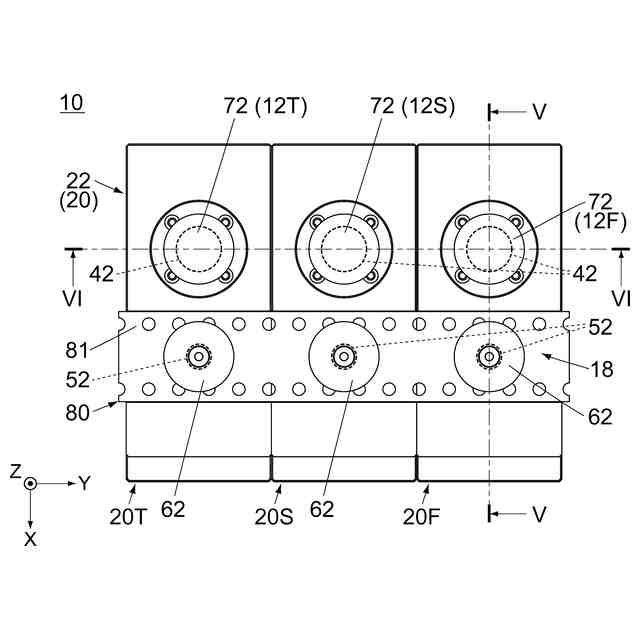
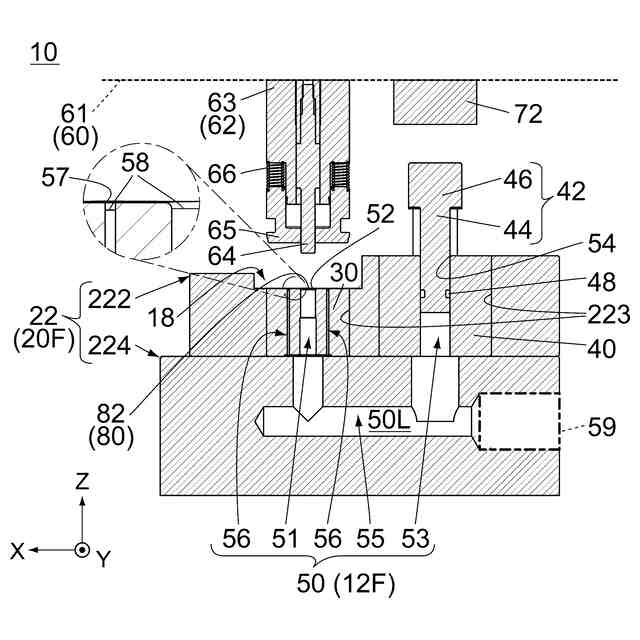
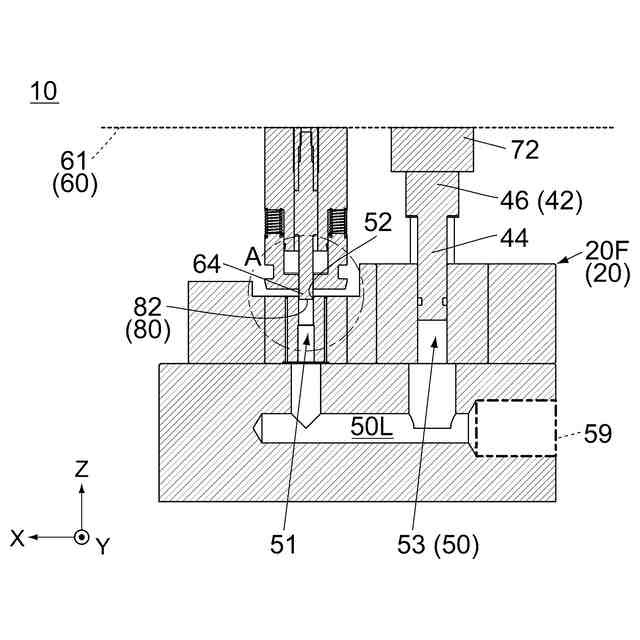
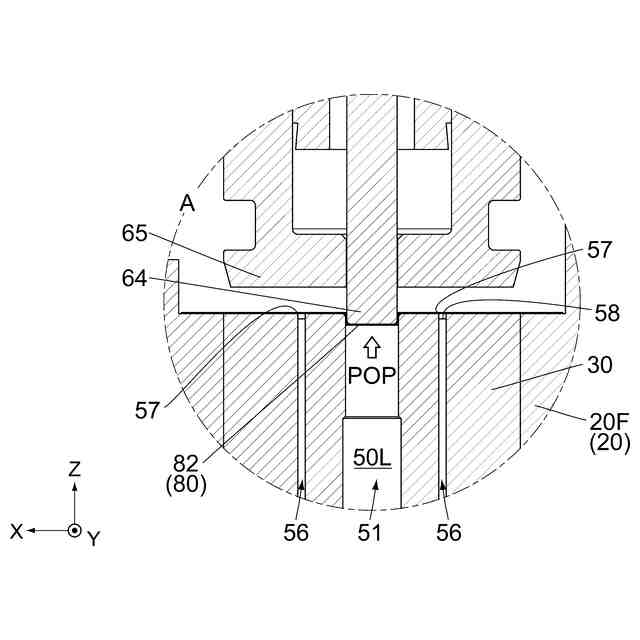
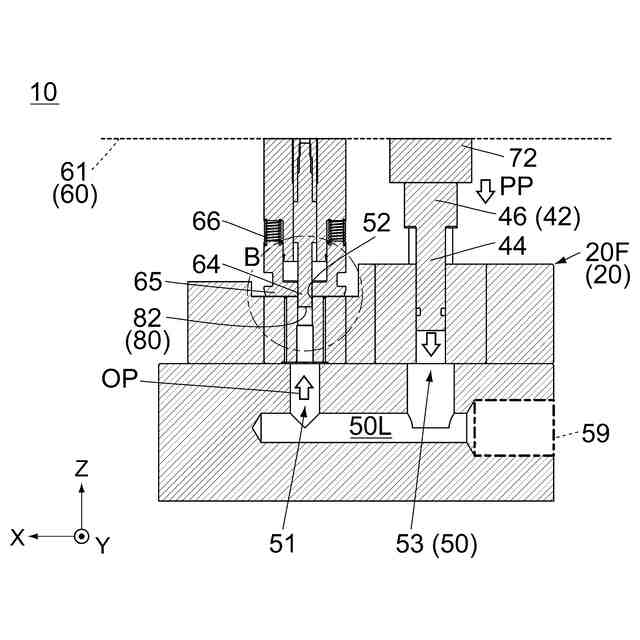
【解決手段】加工装置10は、基部材20と、基部材20の上方に位置するスライダ61と、スライダ61から下方に突出したパンチ64とを備えている。基部材20には、液体50Lで満たされた液室50が形成されている。液室50は、互いに連結された加工室51と液圧生成室53とを有している。加工室51及び液圧生成室53は、上下方向に延びて上方に開口している。基部材20は、液圧生成室53に部分的に受容されたピストン42を備えている。スライダ61を下方に移動させると、パンチ64は、下方に移動して対象物80の被加工部82を加工室51の内部に向かって加圧し、ピストン42は、下方に向かう力を受けて下方に移動し、液体50Lの液圧を上げる。
【選択図】図7
特許請求の範囲
【請求項1】
液圧を使用して対象物の被加工部を加工する加工装置であって、
前記加工装置は、主部材と、スライダとを備えており、
前記主部材は、基部材と、パンチとを備えており、
前記スライダは、上下方向において前記基部材の上方に位置しており、上側位置と下側位置との間を前記上下方向に移動可能であり、
前記パンチは、前記スライダから下方に突出しており、前記スライダの前記上下方向における移動に伴って前記上下方向に移動し、
前記基部材には、液室が形成されており、
前記液室は、液体で満たすことが可能であり、
前記液室は、加工室と、液圧生成室と、連結室とを有しており、
前記加工室及び前記液圧生成室の夫々は、前記上下方向に延びて上方に開口しており、
前記連結室は、前記加工室と前記液圧生成室とを互いに連結しており、
前記基部材は、ピストンを備えており、
前記ピストンは、前記上下方向に移動可能になるように前記液圧生成室に部分的に受容されており、前記液圧生成室から上方に突出しており、
前記ピストンは、前記スライダが前記上側位置から前記下側位置に移動する途中で前記スライダから下方に向かう加圧力を受け、
前記液室を前記液体で満たし且つ前記被加工部を前記加工室の上に配置した状態において前記スライダを前記上側位置から前記下側位置に向かって移動させると、前記パンチは、下方に移動して前記被加工部を前記加工室の内部に向かって加圧し、前記ピストンは、前記加圧力に応じて下方に移動して前記液体の液圧を上げ、
前記液室には、リリーフ弁が設けられており、
前記リリーフ弁は、前記液圧が所定値以上にならないように制御する
加工装置。
続きを表示(約 2,200 文字)
【請求項2】
請求項1記載の加工装置であって、
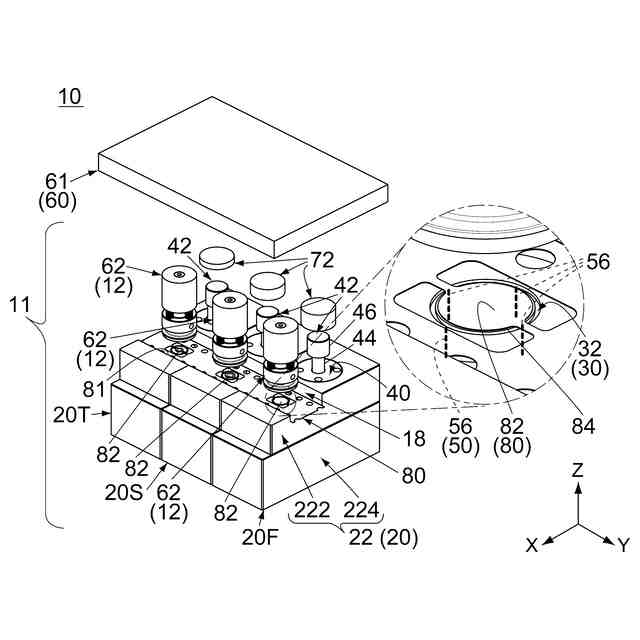
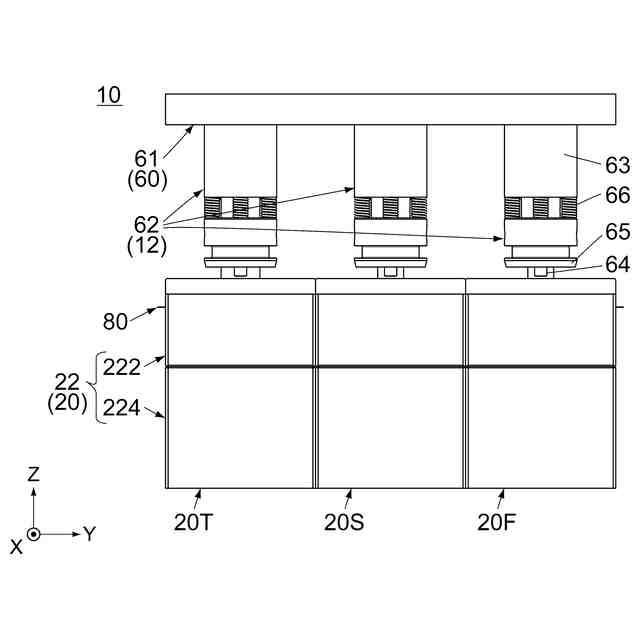
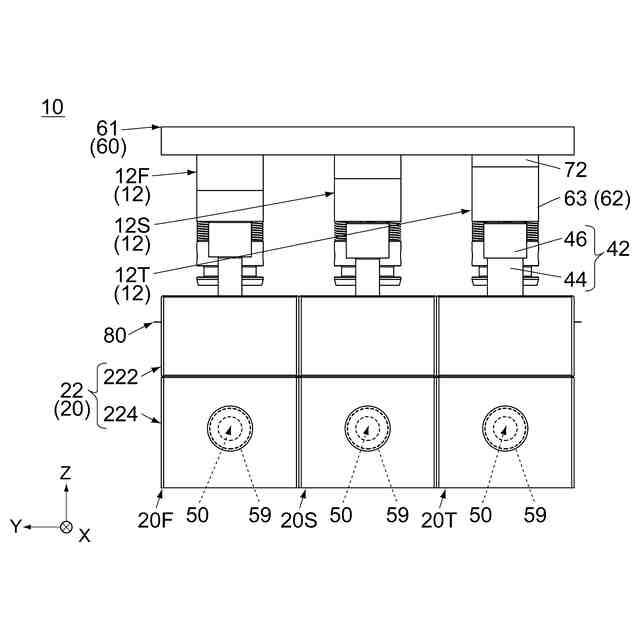
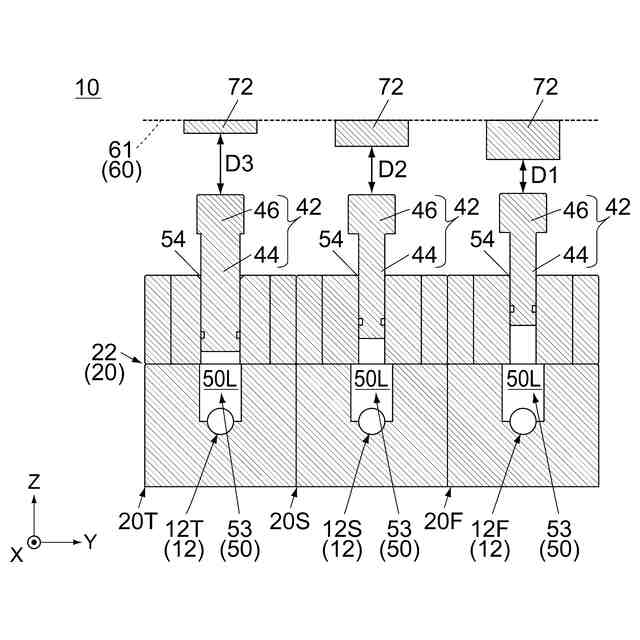
前記加工装置は、2以上の加工セットを備えており、
前記加工セットの夫々は、前記液室、前記ピストン及び前記パンチを含んでおり、
全ての前記パンチは、1つの前記スライダから下方に突出しており、
所定タイミングにおいて、前記加工セットのうちの少なくとも1つにおける前記液圧は、前記加工セットのうちの他の1つにおける前記液圧と異なる
加工装置。
【請求項3】
請求項2記載の加工装置であって、
前記ピストンのうちの少なくとも1つは、前記ピストンのうちの他の1つと異なるタイミングで前記スライダから前記加圧力を受ける
加工装置。
【請求項4】
請求項2記載の加工装置であって、
前記加工セットの夫々は、スペーサを含んでおり、
全ての前記スペーサは、1つの前記スライダから下方に突出しており、
前記ピストンの夫々は、前記スライダが前記上側位置から前記下側位置に移動する途中で前記スペーサから前記加圧力を受け、
前記スライダが前記上側位置にあるとき、前記スペーサの夫々は、前記上下方向において前記ピストンから所定距離だけ離れており、
前記所定距離のうちの少なくとも1つは、前記所定距離のうちの他の1つと異なっている
加工装置。
【請求項5】
請求項4記載の加工装置であって、
前記スペーサの夫々は、加圧部と、支持部材とを備えており、
前記加圧部の夫々は、前記ピストンを下方に加圧する部位であり、
前記支持部材の夫々は、弾性を有しており、前記加圧部を前記スライダに対して相対的に移動可能に支持している
組立体。
【請求項6】
請求項2記載の加工装置であって、
前記ピストンの夫々は、主部を有しており、
前記主部の夫々は、前記液圧生成室に部分的に受容されており、
前記主部のうちの少なくとも1つは、前記上下方向と直交する平面において前記主部のうちの他の1つと異なる断面積を有している
加工装置。
【請求項7】
請求項1から請求項6までのいずれかに記載の加工装置であって、
前記主部材は、ホルダーと、ホルダー支持部材とを備えており、
前記ホルダーは、前記上下方向と直交する水平面において前記パンチの外側に位置しており、
前記ホルダー支持部材は、弾性を有しており、前記ホルダーを前記スライダに対して相対的に移動可能に支持しており、
前記被加工部を前記加工室の上に配置した状態において前記スライダを下方に移動させると、前記ホルダーは、下方に移動して前記被加工部を前記基部材に押し付ける
加工装置。
【請求項8】
請求項7記載の加工装置であって、
前記液室は、分岐流路を有しており、
前記分岐流路は、前記加工室から分岐しており、前記基部材の外部に開口した開口部を有しており、
前記ホルダーが前記被加工部を前記基部材に押し付けたとき、前記開口部は、前記上下方向において前記ホルダーの下方に位置しており、前記被加工部の前記水平面における周縁の外側に位置している
加工装置。
【請求項9】
液圧を使用して対象物の被加工部を加工する加工装置を、スライダとともに形成する主部材であって、
前記主部材は、基部材と、パンチとを備えており、
前記加工装置が形成されたとき、前記スライダは、上下方向において前記基部材の上方に位置しており、上側位置と下側位置との間を前記上下方向に移動可能であり、
前記パンチは、前記スライダに取り付け可能であり、
前記パンチが前記スライダに取り付けられたとき、前記パンチは、前記スライダから下方に突出しており、前記スライダの前記上下方向における移動に伴って前記上下方向に移動し、
前記基部材には、液室が形成されており、
前記液室は、液体で満たすことが可能であり、
前記液室は、加工室と、液圧生成室と、連結室とを有しており、
前記加工室及び前記液圧生成室の夫々は、前記上下方向に延びて上方に開口しており、
前記連結室は、前記加工室と前記液圧生成室とを互いに連結しており、
前記基部材は、ピストンを備えており、
前記ピストンは、前記上下方向に移動可能になるように前記液圧生成室に部分的に受容されており、前記液圧生成室から上方に突出しており、
前記ピストンは、前記スライダが前記上側位置から前記下側位置に移動する途中で前記スライダから下方に向かう加圧力を受け、
前記液室を前記液体で満たし且つ前記被加工部を前記加工室の上に配置した状態において前記スライダを前記上側位置から前記下側位置に向かって移動させると、前記パンチは、下方に移動して前記被加工部を前記加工室の内部に向かって加圧し、前記ピストンは、前記加圧力に応じて下方に移動して前記液体の液圧を上げ、
前記液室には、リリーフ弁が設けられており、
前記リリーフ弁は、前記液圧が所定値以上にならないように制御する
主部材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、液圧を使用して対象物を加工する加工装置に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
このタイプの加工装置は、例えば、特許文献1に開示されている。
【0003】
図16を参照すると、特許文献1に開示された加工装置90は、液圧を使用して素体(対象物)98を加工する従来の一般的な加工装置である。加工装置90は、ダイス91と、ブランクホルダ92と、パンチ93と、液圧制御装置95とを備えている。ダイス91には、液室94が形成されている。液室94は、油等の液体で満たされている。液体の液圧は、ポンプ及びリリーフ弁を含む液圧制御装置95によって制御されている。ブランクホルダ92は、動力装置(図示せず)により上下に移動可能である。パンチ93は、別の動力装置(図示せず)によりブランクホルダ92に対して相対的に上下に移動可能である。ブランクホルダ92を下降させてダイス91とブランクホルダ92との間に対象物98を挟み、その後パンチ93を下降させると、対象物98が液圧を使用して絞り加工される。
【先行技術文献】
【特許文献】
【0004】
特開平8-150426号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に開示された加工装置90のような複雑な動力機構及び液圧生成機構を有する従来の加工装置は、自動車のボディなどの大型の対象物を加工するのに適している。一方、電子機器の内部で使用されるコネクタのシェルのような小型の対象物に適した加工装置が求められている。
【0006】
そこで、本発明は、液圧を使用して対象物を加工する加工装置であって小型の対象物に適した構造を有する加工装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、第1の加工装置として、
液圧を使用して対象物の被加工部を加工する加工装置であって、
前記加工装置は、主部材と、スライダとを備えており、
前記主部材は、基部材と、パンチとを備えており、
前記スライダは、上下方向において前記基部材の上方に位置しており、上側位置と下側位置との間を前記上下方向に移動可能であり、
前記パンチは、前記スライダから下方に突出しており、前記スライダの前記上下方向における移動に伴って前記上下方向に移動し、
前記基部材には、液室が形成されており、
前記液室は、液体で満たすことが可能であり、
前記液室は、加工室と、液圧生成室と、連結室とを有しており、
前記加工室及び前記液圧生成室の夫々は、前記上下方向に延びて上方に開口しており、
前記連結室は、前記加工室と前記液圧生成室とを互いに連結しており、
前記基部材は、ピストンを備えており、
前記ピストンは、前記上下方向に移動可能になるように前記液圧生成室に部分的に受容されており、前記液圧生成室から上方に突出しており、
前記ピストンは、前記スライダが前記上側位置から前記下側位置に移動する途中で前記スライダから下方に向かう加圧力を受け、
前記液室を前記液体で満たし且つ前記被加工部を前記加工室の上に配置した状態において前記スライダを前記上側位置から前記下側位置に向かって移動させると、前記パンチは、下方に移動して前記被加工部を前記加工室の内部に向かって加圧し、前記ピストンは、前記加圧力に応じて下方に移動して前記液体の液圧を上げ、
前記液室には、リリーフ弁が設けられており、
前記リリーフ弁は、前記液圧が所定値以上にならないように制御する
加工装置を提供する。
【0008】
本発明は、第2の加工装置として、第1の加工装置であって、
前記加工装置は、2以上の加工セットを備えており、
前記加工セットの夫々は、前記液室、前記ピストン及び前記パンチを含んでおり、
全ての前記パンチは、1つの前記スライダから下方に突出しており、
所定タイミングにおいて、前記加工セットのうちの少なくとも1つにおける前記液圧は、前記加工セットのうちの他の1つにおける前記液圧と異なる
加工装置を提供する。
【0009】
本発明は、第3の加工装置として、第2の加工装置であって、
前記ピストンのうちの少なくとも1つは、前記ピストンのうちの他の1つと異なるタイミングで前記スライダから前記加圧力を受ける
加工装置を提供する。
【0010】
本発明は、第4の加工装置として、第2の加工装置であって、
前記加工セットの夫々は、スペーサを含んでおり、
全ての前記スペーサは、1つの前記スライダから下方に突出しており、
前記ピストンの夫々は、前記スライダが前記上側位置から前記下側位置に移動する途中で前記スペーサから前記加圧力を受け、
前記スライダが前記上側位置にあるとき、前記スペーサの夫々は、前記上下方向において前記ピストンから所定距離だけ離れており、
前記所定距離のうちの少なくとも1つは、前記所定距離のうちの他の1つと異なっている
加工装置を提供する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
交換装置
1か月前
トヨタ自動車株式会社
プレス装置
1か月前
川崎重工業株式会社
プレス用金型
3か月前
トヨタ自動車株式会社
鍛造加工装置
4日前
株式会社サンテック
ヘミング加工方法
1か月前
株式会社プロテリアル
熱間型打鍛造用分割金型
3か月前
川崎重工業株式会社
金型形状の選定方法
3か月前
トヨタ自動車株式会社
平角線の歪み除去装置
2か月前
冨士発條株式会社
プレス成形方法
1か月前
トヨタ自動車株式会社
アウタパネルの製造方法
1か月前
本田技研工業株式会社
プレス成形方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
本田技研工業株式会社
プレス成形方法
2か月前
株式会社ダイナックス
打抜き加工用パンチ
2か月前
株式会社アマダ
金型交換装置
2か月前
株式会社アマダ
金型交換装置
3か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
旭サナック株式会社
圧造機
29日前
石福金属興業株式会社
イリジウム合金線の製造方法
1か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
1か月前
旭サナック株式会社
圧造機
3か月前
住友重機械工業株式会社
ストレッチ成形装置
4か月前
トヨタ自動車株式会社
プレス装置
15日前
川崎重工業株式会社
ロール成形機及びロール成形方法
4か月前
JFEスチール株式会社
圧延方法
1か月前
株式会社栗本鐵工所
ベンディングロール
3か月前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
1か月前
株式会社アマダ
パンチング加工方法
1か月前
トヨタ紡織株式会社
プレス成形装置
3か月前
第一高周波工業株式会社
定着部付鉄筋の製造方法
4日前
トヨタ紡織株式会社
プレス加工方法
2か月前
日産自動車株式会社
鍛造方法
4か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ