TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023077504
公報種別
公開特許公報(A)
公開日
2023-06-06
出願番号
2021190789
出願日
2021-11-25
発明の名称
超音波探傷方法
出願人
大同特殊鋼株式会社
代理人
個人
主分類
G01N
29/04 20060101AFI20230530BHJP(測定;試験)
要約
【課題】小径の棒材が位置ずれを生じた場合にも探傷感度を高く維持することが可能な超音波探傷方法を提供する。
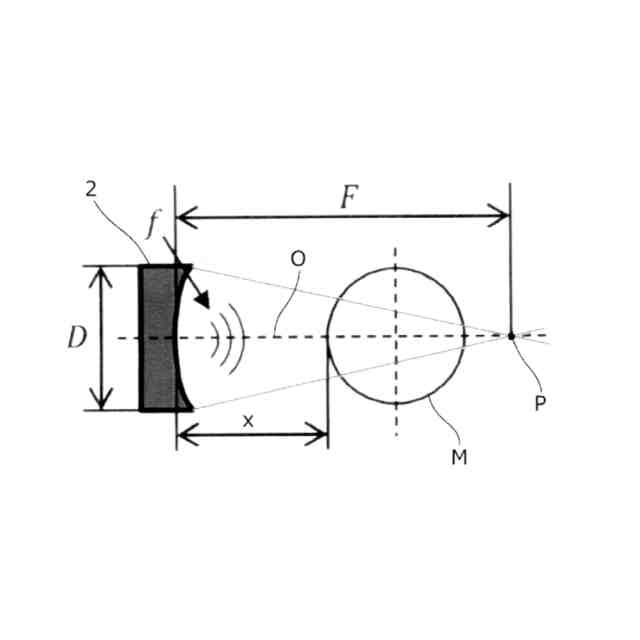
【解決手段】集束超音波プローブ2から出力される超音波Usの集束点Pよりも当該プローブ2に近い領域内で、集束超音波プローブ2の近距離音場の音圧分布が極大でかつ集束超音波プローブ2の集束音場の音圧が所定以上の領域内に収まる外径の丸棒材Mを位置させて当該丸棒材Mの探傷を行う。
【選択図】 図5
特許請求の範囲
【請求項1】
集束超音波プローブから出力される超音波の集束点よりも当該プローブに近い領域内で、前記集束超音波プローブの近距離音場の音圧分布が極大でかつ前記集束超音波プローブの集束音場の音圧が所定以上の領域内に収まる外径の棒材を位置させて当該棒材の探傷を行う超音波探傷方法。
続きを表示(約 43 文字)
【請求項2】
前記棒材は丸棒材である請求項1に記載の超音波探傷方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は超音波探傷方法に関し、特に小径棒材の探傷に適した超音波探傷方法に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
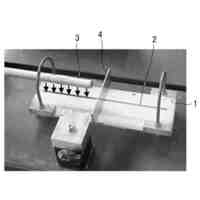
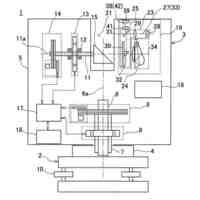
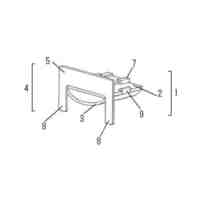
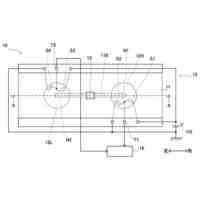
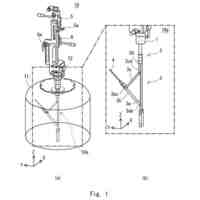
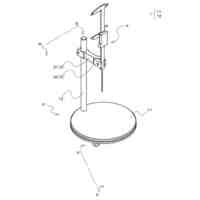
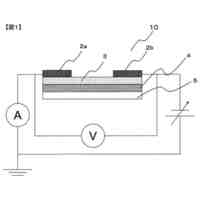
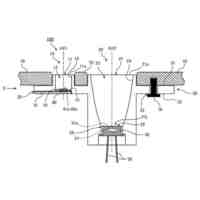
水浸法による丸棒材の探傷をインラインで行う場合には例えば図1に示すような探傷設備が使用される。図1において、回転する円柱状の筐体1内には水が満たされており、筐体1の両端壁11,12には中心に、パッキンで液密性を確保しつつ丸棒材Mを貫通通過させるガイド部13が設けられている。筐体1の中心部を貫通通過する丸棒材Mに対して、筐体1の周壁に設けられた超音波プローブ2が筐体1と一体に丸棒材Mの周囲を旋回してその探傷を行う。超音波プローブ2としては検出感度を向上させるために超音波を一点に集束させる集束プローブを使用することが多く、特許文献1に示すように、通常は丸棒材Mの中心に超音波を集束させるようにしている。
【先行技術文献】
【特許文献】
【0003】
特開2010-133856
【発明の概要】
【発明が解決しようとする課題】
【0004】
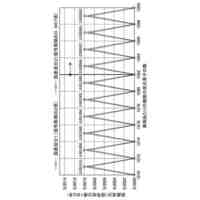
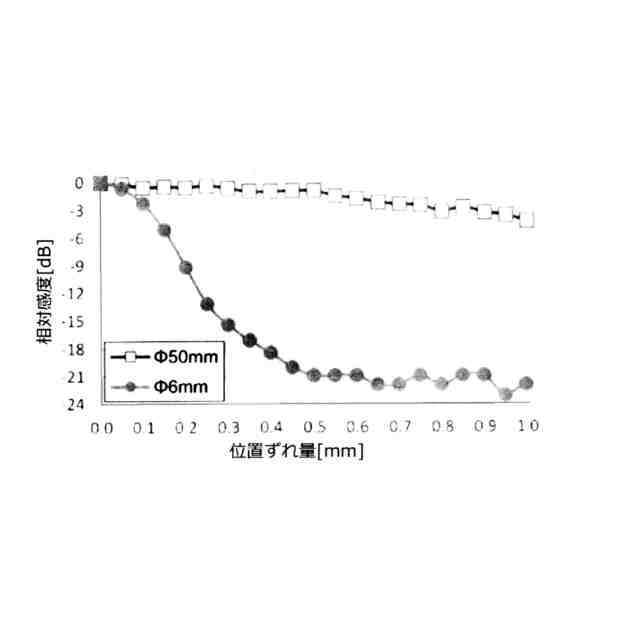
ところで、筐体1に設けたガイド部13は丸棒材Mの径のばらつき等に対応するためにその内径に余裕を持たせてあり、小径の丸棒材Mはガイド部13を通過する際に比較的自由に変位して位置ずれを生じる。小径の丸棒材Mは曲率が大きいために、図2に示すように、わずかに位置ずれdを生じても超音波プローブ2から発せられた超音波Usが大きく屈折し(屈折角θ)その経路が大きく変化して探傷領域から外れ、探傷感度が大きく低下するという問題があった。これを図3に示し、直径50mmの丸棒材Mでは位置ずれを生じても探傷感度はそれほど低下しないが、直径6mm(以下、φ6mmのように記す)の丸棒材Mでは少しの位置ずれによっても探傷感度が大きく低下する。
【0005】
そこで、本発明はこのような課題を解決するもので、小径の棒材が位置ずれを生じた場合にも探傷感度を高く維持することが可能な超音波探傷方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために本発明の超音波探傷方法では、集束超音波プローブ(2)から出力される超音波(Us)の集束点(P)よりも当該プローブ(2)に近い領域内で、前記集束超音波プローブ(2)の近距離音場の音圧分布が極大でかつ前記集束超音波プローブ(2)の集束音場の音圧が所定以上の領域内に収まる外径の棒材(M)を位置させて当該棒材(M)の探傷を行う。棒材(M)としては丸棒材が好適であるが、これに限定されず、角棒材でも良い。
【0007】
上記カッコ内の符号は、後述する実施形態に記載の具体的手段との対応関係を参考的に示すものである。
【発明の効果】
【0008】
本発明の超音波探傷方法によれば、小径の棒材が位置ずれを生じた場合にも探傷感度を高く維持することができる。
【図面の簡単な説明】
【0009】
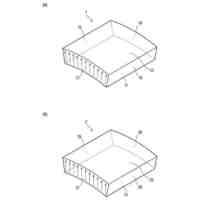
探傷設備の全体斜視図である。
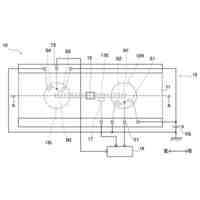
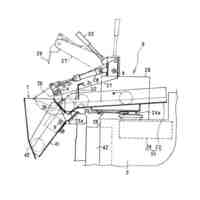
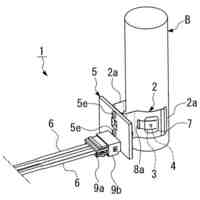
探傷設備の横断面図である。
径の異なる丸棒体の位置ずれに伴う感度低下を示す図である。
超音波プローブの集束音場の、異なる軸方向位置での音圧の拡がりを示す図である。
超音波プローブと丸棒材の位置関係を示す図である。
超音波プローブの近距離音場の軸方向における振幅分布を示す図である。
超音波プローブの集束音場の軸方向における振幅分布を示す図である。
超音波プローブと丸棒材の位置関係の一例を従来方法との比較で示す図である。
同一丸棒材の位置ずれに対する探傷感度の変化の一例を、従来方法との比較で示す図である。
丸棒材中のきずの深さ位置を示す図である。
丸棒材のきずの深さ位置に対する探傷感度の変化の一例を示す図である。
【発明を実施するための形態】
【0010】
なお、以下に説明する実施形態はあくまで一例であり、本発明の要旨を逸脱しない範囲で当業者が行う種々の設計的改良も本発明の範囲に含まれる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
鋼材及び金型
10日前
大同特殊鋼株式会社
線材曲がり評価方法
1か月前
大同特殊鋼株式会社
転造加工装置及び転造加工方法
2日前
大同特殊鋼株式会社
リチウムイオン電池用負極材料
12日前
大同特殊鋼株式会社
電磁波吸収体評価装置および電磁波吸収体評価方法
5日前
大同特殊鋼株式会社
スタッドおよび耐熱板付き金属材、ならびにその製造方法
25日前
大同特殊鋼株式会社
磁石の配向方向が意図した方向に対して傾いている程度を定量する方法、および磁石の品質の判断方法
24日前
個人
健康状態検査材
27日前
株式会社CCT
表示装置
26日前
株式会社チノー
放射温度計
19日前
日本精機株式会社
センサユニット
18日前
株式会社トプコン
測量装置
1か月前
個人
コンベックスルール用測定部品
25日前
アズビル株式会社
差圧センサ
2日前
アズビル株式会社
圧力センサ
2日前
株式会社テイエルブイ
処理装置
12日前
トヨタ自動車株式会社
給水治具
24日前
大和製衡株式会社
組合せ計量装置
17日前
TDK株式会社
ガスセンサ
10日前
大和製衡株式会社
組合せ計量装置
17日前
大和製衡株式会社
組合せ計量装置
17日前
東将精工株式会社
測定器具補助具
26日前
ニプロ株式会社
粉体検査装置
3日前
三菱マテリアル株式会社
温度センサ
24日前
東レエンジニアリング株式会社
衝撃試験機
27日前
株式会社ミツトヨ
光学式エンコーダ
27日前
東レ株式会社
センサー素子及びガスセンサー
1か月前
住友金属鉱山株式会社
セレン評価方法
17日前
株式会社 システムスクエア
検査装置
26日前
日立建機株式会社
作業機械
1か月前
豊田合成株式会社
重量測定装置
24日前
トヨタ自動車株式会社
表示装置
18日前
住友金属鉱山株式会社
検査装置
17日前
株式会社ティアンドデイ
温度測定装置
24日前
ニシム電子工業株式会社
液位検出装置
18日前
太陽誘電株式会社
匂いセンサシステム
10日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ