TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025178948
公報種別
公開特許公報(A)
公開日
2025-12-09
出願番号
2024085837
出願日
2024-05-27
発明の名称
モータビルトイン方式の主軸装置
出願人
日本精工株式会社
代理人
弁理士法人栄光事務所
主分類
B23B
19/02 20060101AFI20251202BHJP(工作機械;他に分類されない金属加工)
要約
【課題】使用条件に係わらず、後側軸受の温度上昇を抑制することができる長寿命なモータビルトイン方式の主軸装置を提供する。
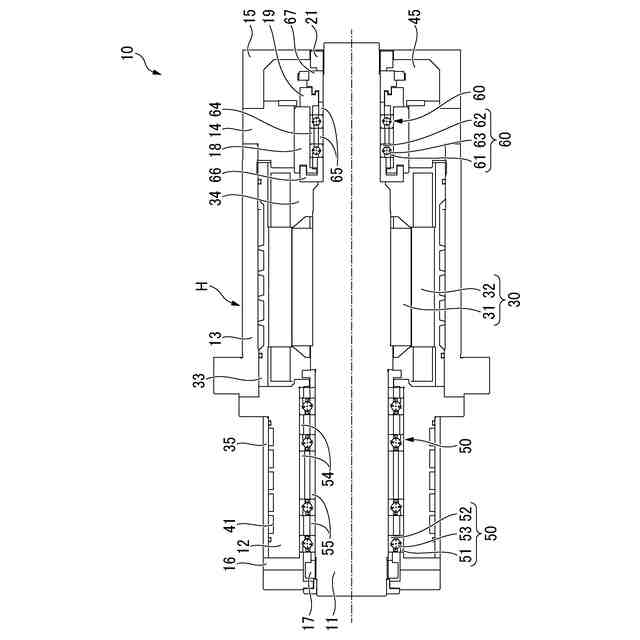
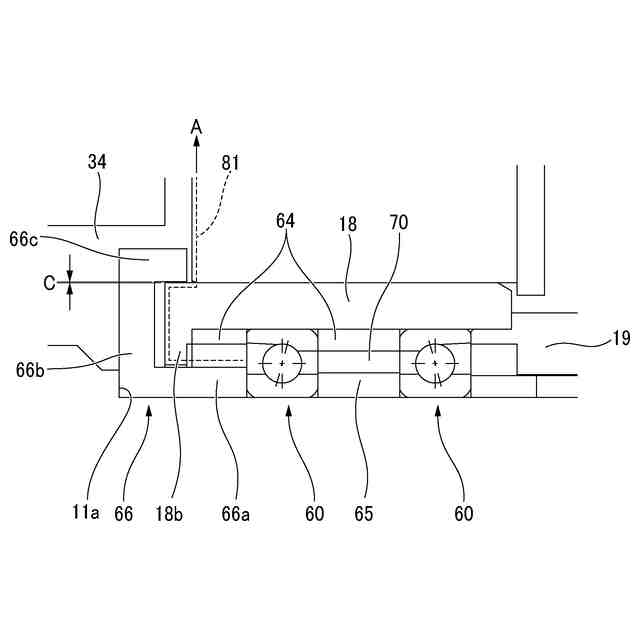
【解決手段】回転軸11と、回転軸11を回転自在に支持する前側軸受50及び後側軸受60と、前側軸受50及び後側軸受60との間に配置されたモータ30と、を備え、後側軸受60よりモータ側に配置されたモータ側内輪間座66とスリーブ18との間には、後側軸受60の軸受空間70とモータ室34とを連通する第1連通路81の途中に、負圧が発生する隙間Cが構成される。
【選択図】図1
特許請求の範囲
【請求項1】
回転軸と、
前記回転軸をハウジングに対して回転自在にそれぞれ支持する前側軸受及び後側軸受と、
該前側軸受及び後側軸受との間で前記回転軸と一体回転可能に配置されるロータと、該ロータの周囲に配置されるステータと、を有するモータと、
を備えるモータビルトイン方式の主軸装置であって、
前記後側軸受よりもモータ側には、前記後側軸受の内輪又は内輪間座の軸方向端面と当接するモータ側内輪間座が配置され、
前記モータ側内輪間座と、前記後側軸受の外輪が嵌合する部品との間には、前記後側軸受の軸受空間と前記モータが配置されたモータ室とを連通する第1連通路の途中に、負圧が発生する隙間が構成される、
モータビルトイン方式の主軸装置。
続きを表示(約 970 文字)
【請求項2】
前記モータ側内輪間座は、前記後側軸受の内輪又は内輪間座の軸方向端面と当接するボス部と、前記ボス部から径方向外側に延在する外向きフランジ部と、前記外向きフランジ部の外径側端部から前記ボス部と同じ方向に延在する円筒部と、を有し、
前記円筒部と、前記後側軸受の外輪が嵌合する部品との間に、前記負圧が発生する隙間が形成される、
請求項1に記載のモータビルトイン方式の主軸装置。
【請求項3】
前記後側軸受に対して前記モータと反対側の反モータ側には、前記後側軸受の外輪の軸方向端面と当接する外輪押さえと、前記後側軸受の内輪又は内輪間座の軸方向端面と当接するリング部材と、が設けられ、
前記外輪押さえと前記リング部材との間には、前記後側軸受の軸受空間と、後蓋によって構成される後方空間とを連通する第2連通路の途中に、負圧が発生する他の隙間が構成される、
請求項1に記載のモータビルトイン方式の主軸装置。
【請求項4】
前記後側軸受は、一対のアンギュラ玉軸受を備え、
前記後側軸受の外輪が嵌合する部品は、前記ハウジング内に内嵌され、前記回転軸の軸方向に移動可能なスリーブである、
請求項1に記載のモータビルトイン方式の主軸装置。
【請求項5】
前記後側軸受は、円筒ころ軸受であり、
前記後側軸受の外輪が嵌合する部品は、前記ハウジングである、
請求項1に記載のモータビルトイン方式の主軸装置。
【請求項6】
前記モータビルトイン方式の主軸装置の外部から、前記軸受空間にエアを供給するエア供給経路をさらに備える、
請求項1に記載のモータビルトイン方式の主軸装置。
【請求項7】
前記後側軸受は、グリース又はオイルで潤滑される、
請求項1に記載のモータビルトイン方式の主軸装置。
【請求項8】
前記回転軸は、工作機械用主軸である、
請求項1~請求項7のいずれか1項に記載のモータビルトイン方式の主軸装置。
【請求項9】
前記回転軸は、高速モータ用主軸である、
請求項1~請求項7のいずれか1項に記載のモータビルトイン方式の主軸装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、モータビルトイン方式の主軸装置に関し、例えば、工作機械、高速モータ、或いは、遠心分離機・ターボ冷凍機などの高速で回転する回転機械に用いられるモータビルトイン方式の主軸装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
グリース潤滑タイプのモータビルトイン方式の主軸装置の一般的な構造としては、前側軸受(工具装着側)と後側軸受(反工具装着側)の間にビルトインモータのロータが搭載されている。ロータは軸にしめしろで嵌合するが、ロータを軸に後側から通すために後側軸受の内径をロータの内径よりも同じ又は小さくする必要がある。また、前側軸受は加工負荷を受けるために後側軸受よりもサイズが大きい仕様の軸受が選定される。そのため、一般的に後側軸受は、前側軸受よりも小さいサイズとなる。
【0003】
モータビルトイン方式の主軸装置は、モータの性能を十分に発揮させるためにステータの外周側を水や油で冷却する。また、前側軸受は、サイズが大きい(dmnが高い)ため発熱しやすく、潤滑剤の熱的劣化を抑制するためや、熱変位を抑制して工作機械周囲の熱的影響を緩和させる等の理由で、前側軸受のハウジングを冷却する構造を採用したものもある。
【0004】
一方、後側軸受は、前側軸受よりもサイズが小さい(dmnが低い)ため発熱が小さいこと、また後側軸受には、軸の熱膨張を吸収するための構造がハウジングに設けられたものが多く、ハウジング冷却構造を設けることが困難である等の理由から、後側軸受にはハウジング冷却構造が設けられていない場合が多い。
【0005】
特許文献1には、後側軸受より後方の後方空間を介して、スピンドル装置の外部からスピンドル装置の内部よりも低い温度の外部エアを流入させて、フリンガーとハウジングとの間のラビリンスシールから吐出させる空気流路を形成し、スピンドル装置の内部の温度を低下させるモータビルトイン方式のスピンドル装置が開示されている。
【先行技術文献】
【特許文献】
【0006】
特許第7070340号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、冷却用の水および油の温度次第では、熱伝導により前側軸受から後側軸受へ高い温度が移動して後側軸受の温度の方が高くなる場合がある。また、後側軸受が上方に配置される垂直姿勢においては、高温の空気が主軸装置の上部へ移動するため、後側軸受の温度が高くなる場合もある。そのため、後側軸受の発熱が小さい(dmnが低い)といえども、冷却や取付け姿勢の条件によっては後側軸受の温度が高くなり、グリース潤滑においては熱的劣化の影響を受け易く、短寿命に至る虞がある。特許文献1に記載のモータビルトイン方式のスピンドル装置では、後側軸受に対して対策を施したものでなく、さらなる改善の余地がある。
【0008】
本発明は、前述した課題に鑑みてなされたものであり、その目的は、使用条件に係わらず、後側軸受の温度上昇を抑制することができる長寿命なモータビルトイン方式の主軸装置を提供することである。
【課題を解決するための手段】
【0009】
したがって、本発明の上記目的は、モータビルトイン方式の主軸装置に係る下記[1]の構成により達成される。
[1] 回転軸と、
前記回転軸をハウジングに対して回転自在にそれぞれ支持する前側軸受及び後側軸受と、
該前側軸受及び後側軸受との間で前記回転軸と一体回転可能に配置されるロータと、該ロータの周囲に配置されるステータと、を有するモータと、
を備えるモータビルトイン方式の主軸装置であって、
前記後側軸受よりもモータ側には、前記後側軸受の内輪又は内輪間座の軸方向端面と当接するモータ側内輪間座が配置され、
前記モータ側内輪間座と、前記後側軸受の外輪が嵌合する部品との間には、前記後側軸受の軸受空間と前記モータが配置されたモータ室とを連通する第1連通路の途中に、負圧が発生する隙間が構成される、
モータビルトイン方式の主軸装置。
【発明の効果】
【0010】
本発明のモータビルトイン方式の主軸装置によれば、使用条件に係わらず、後側軸受の温度上昇を抑制することができ、モータビルトイン方式の主軸装置を長寿命化できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
7か月前
個人
フライス盤
3か月前
個人
加工機
7か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
株式会社北川鉄工所
回転装置
6か月前
株式会社不二越
ドリル
7か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
6か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
2か月前
ダイニチ工業株式会社
配膳治具
1か月前
日東精工株式会社
ねじ締め装置
5か月前
キヤノン電子株式会社
加工装置
1か月前
株式会社ダイヘン
溶接電源装置
4か月前
個人
切削油供給装置
3か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
5か月前
日東精工株式会社
ねじ整列トレー
29日前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
5か月前
株式会社アンド
半田付け方法
7か月前
中国電力株式会社
養生シート
1か月前
キヤノン電子株式会社
加工システム
4か月前
個人
型枠製造装置のフレーム
2か月前
睦月電機株式会社
金属表面処理方法
1か月前
株式会社アンド
半田付け方法
3か月前
株式会社富田製作所
支持構造
1か月前
株式会社アンド
半田付け方法
7か月前
大見工業株式会社
ドリル
4か月前
株式会社ツガミ
工作機械
3か月前
村田機械株式会社
レーザ加工機
6か月前
村田機械株式会社
レーザ加工機
6か月前
株式会社トヨコー
被膜除去方法
6か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ

































