TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025174127
公報種別
公開特許公報(A)
公開日
2025-11-28
出願番号
2024080214
出願日
2024-05-16
発明の名称
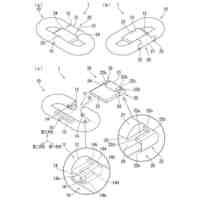
座金組込ボルト及びその製造方法
出願人
日産ネジ株式会社
,
大和興発株式会社
代理人
個人
,
個人
主分類
F16B
39/26 20060101AFI20251120BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】振動等の大きな負荷がかかる過酷な使用環境において使用可能な上位の機械的性質を有する座金組込ボルト及びその製造方法を提供すること。
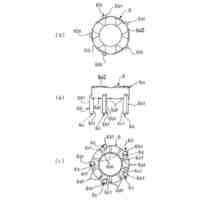
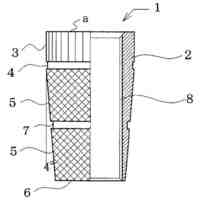
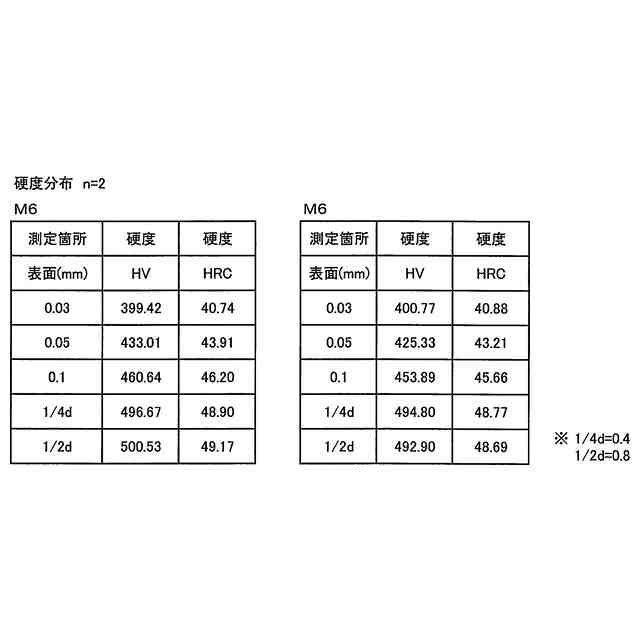
【解決手段】ボルトの頭部とねじ部の間にばね座金を組み込んだ座金組込ボルトであって、ばね座金の表面の硬度が450HV以上であり、かつ、圧縮試験による試験後と試験前の自由高さの比が90%以上である。
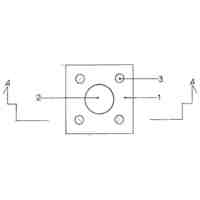
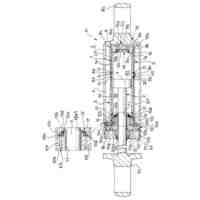
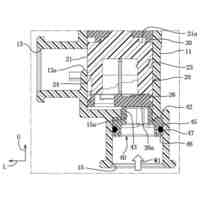
【選択図】図1
特許請求の範囲
【請求項1】
ボルトの頭部とねじ部の間にばね座金を組み込んだ座金組込ボルトであって、ばね座金の表面の硬度が450HV以上であり、かつ、圧縮試験による試験後と試験前の自由高さの比が90%以上であることを特徴とする座金組込ボルト。
続きを表示(約 210 文字)
【請求項2】
前記ばね座金の材料が、バナジウムを含有するばね用線材からなることを特徴とする請求項1に記載の座金組込ボルト。
【請求項3】
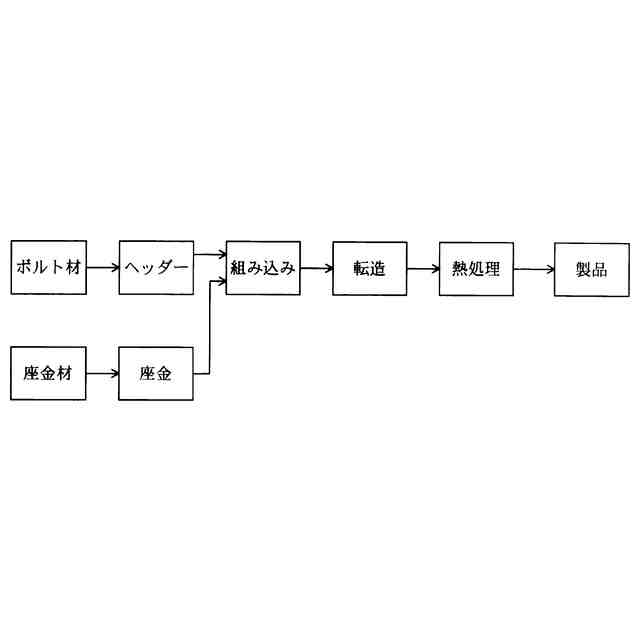
請求項1又は2に記載の座金組込ボルトを製造する方法であって、ボルトブランクにばね座金を組み込んだ後、転造工程を経てねじ部を成形し、その後、850~890℃で焼き入れを行い、次いで、420~480℃で焼き戻しを行うことを特徴とする座金組込ボルトの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、座金組込ボルトに関し、特に、熱処理前に座金をボルトに組み込むことができる座金組込ボルト及びその製造方法に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
座金組込ボルトは、ボルトに嵌挿した座金を、ねじ部を成形することによって、ボルト頭部との間に抜けない状態で組み込んでおり、予めボルトに座金を組み込むことにより、ロボット等による組立工程の作業性の向上を図っている。この座金組込ボルトは、座金組み込み六角ボルト(JIS B 1187)、十字穴付き小ねじ(JIS B 1188)に規格されているが、実際には、ユーザーの強い要望によって、例えば、強度区分10.9~12.9の高強度の六角ボルトや六角穴付きボルトにおいても製造されている。
【0003】
このような高強度のボルトでは、焼き入れと焼き戻しによる所定温度の熱処理を行うことにより、JISに規定される強度や硬さが付与される。また、このボルトに使用されるばね座金は、その生産過程で、すでにJISに規定される強度や硬さが付与される。一方、平座金は、薄板圧延時にロールによってJISに規定される硬さを付与されたものや熱処理によってJISに規定される硬さが付与されたものがある。
【0004】
ところが、座金組込ボルトにおいては、ボルトに座金を組み込んだ状態で、ボルトに熱処理を施した場合には、ボルトと座金では焼き戻し温度の適正値が異なることから、座金の硬度が低下し、その硬さやばね性(ばね座金の場合)が規格値を満足できないという問題が生じる。
【0005】
このため、従来では、ヘッダーによってボルトの頭部及び胴部を成形した後、JISに規定されている強度や硬さを得るために、先にボルトブランクだけ熱処理を行い、次に、すでに硬さやばね性(ばね座金の場合)が規格値にある座金を組み込み、その後、転造工程でねじ部を成形して製品としている。
【0006】
しかしながら、従来の座金組込ボルトの製造方法においては、熱処理後のボルトブランクは、熱処理前と比較すると引張強度や硬度が高められていることから、ねじ部を転造加工する際に、ダイス等の転造工具の寿命が1/4~1/5と著しく低下し、座金組込ボルトの製造コストが大幅に高くなるという問題があった。
【0007】
また、単体のボルトの製造方法では、ヘッダーによって頭部を成形したボルトブランクに、転造工程でねじ部を成形した後、熱処理を行って製品としているが、上記従来の座金組込ボルトの製造方法では、転造工程と熱処理工程が逆の順序となるため、製造ラインの一貫性が損なわれ、生産管理が混乱するという問題も生じている。
【0008】
上記従来の座金組込ボルトが有する問題点に鑑み、本件出願人らは、先に、ばね座金の場合には焼き戻し軟化抵抗を大きくする材料を選定すること等により、一方、平座金の場合には焼き入れ、焼き戻しにより、硬さが規格値になる材料を選定すること等により、熱処理工程の前にボルトに座金を組み込むことができる座金組込ボルト及びその製造方法を提案し、実用に供してきた(特許文献1参照。)。
【先行技術文献】
【特許文献】
【0009】
特許第3510184号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
これにより、強度区分10.9~12.9の高強度の六角座金組込ボルトや六角穴付き座金組込ボルトにおいても、熱処理工程の前にボルトに座金を組み込むことができることが可能となったが、本発明は、これをさらに改良することで、振動等の大きな負荷がかかる過酷な使用環境において使用可能な、より上位の機械的性質を有する座金組込ボルト及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日産ネジ株式会社
座金組込ボルト及びその製造方法
2日前
個人
留め具
1か月前
個人
鍋虫ねじ
3か月前
個人
紛体用仕切弁
3か月前
個人
回転伝達機構
3か月前
個人
ホース保持具
7か月前
個人
差動歯車用歯形
5か月前
個人
トーションバー
8か月前
個人
給排気装置
1か月前
個人
ジョイント
2か月前
個人
ボルトナットセット
8か月前
株式会社不二工機
電磁弁
5か月前
株式会社不二工機
電磁弁
6か月前
個人
ナット
2か月前
個人
ナット
25日前
個人
地震の揺れ回避装置
4か月前
個人
吐出量監視装置
2か月前
個人
ゲート弁バルブ
10日前
カヤバ株式会社
緩衝器
1か月前
カヤバ株式会社
ダンパ
5か月前
カヤバ株式会社
ダンパ
5か月前
柿沼金属精機株式会社
分岐管
3か月前
株式会社三協丸筒
枠体
8か月前
カヤバ株式会社
緩衝器
4か月前
カヤバ株式会社
緩衝器
8か月前
カヤバ株式会社
緩衝器
4か月前
兼工業株式会社
バルブ
26日前
個人
固着具と固着具の固定方法
7か月前
株式会社ニフコ
クリップ
10日前
アズビル株式会社
回転弁
2か月前
株式会社不二工機
電動弁
8か月前
株式会社タカギ
水栓装置
3か月前
株式会社三五
ドライブシャフト
1か月前
株式会社フジキン
ボールバルブ
5か月前
株式会社ノーリツ
分配弁
6か月前
株式会社不二工機
電磁弁
3か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ