TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025155997
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2025038248
出願日
2025-03-11
発明の名称
鋼板、その製造方法およびスラブ
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C22C
38/00 20060101AFI20251002BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】内質特性および機械的特性に優れた鋼板、その製造方法およびスラブの提供。
【解決手段】質量%で、C:0.03~0.18%、Si:0.03~0.70%、Mn:0.30~2.50%、P:0.030%以下、S:0.0200%以下、Al:0.001~0.100%、O:0.0100%以下、N:0.0100%以下を含有し、残部がFeおよび不可避不純物からなる成分組成を有し、板厚中心を含む30mm厚の領域において、1/7幅位置のポロシティの平均面積が6.0mm
2
以下であり、1/2幅位置のポロシティの平均面積が3.0mm
2
以下であり、引張強度が430MPa以上であり、シャルピー吸収エネルギーが-50℃において27J以上である、鋼板。
【選択図】図1
特許請求の範囲
【請求項1】
質量%で、
C :0.03~0.18%、
Si:0.03~0.70%、
Mn:0.30~2.50%、
P :0.030%以下、
S :0.0200%以下、
Al:0.001~0.100%、
O :0.0100%以下および
N :0.0100%以下
を含有し、残部がFeおよび不可避的不純物からなる成分組成を有し、
板厚中心を含む30mm厚の領域において、
1/7幅位置のポロシティの平均面積が6.0mm
2
以下であり、
1/2幅位置のポロシティの平均面積が3.0mm
2
以下であり、
引張強度が430MPa以上であり、
シャルピー吸収エネルギーが-50℃において27J以上である、鋼板。
続きを表示(約 1,200 文字)
【請求項2】
前記成分組成が、さらに、質量%で、
Cu:2.00%以下、
Ni:2.50%以下、
Cr:1.50%以下、
Mo:1.00%以下、
Nb:0.100%以下、
Ti:0.100%以下、
V :0.30%以下、
B :0.0100%以下、
W :0.50%以下、
Ca:0.0200%以下、
Mg:0.0200%以下、
Sn:0.0500%以下および
REM:0.0500%以下
からなる群より選択される1種または2種以上を含む、請求項1に記載の鋼板。
【請求項3】
請求項1または2に記載の鋼板を製造する方法であって、
連続鋳造において、
スラブ表面への冷却水量およびスラブ裏面への冷却水量のうち、より多い方の冷却水量をより少ない方の冷却水量に対して1.05倍以上とする冷却、
および/または、
スラブ幅端部への冷却水量をスラブ幅中央部への冷却水量に対して1.1倍以上とする冷却
により得られるスラブを1050~1200℃に加熱し、その後、1パス以上の熱間圧延を施し、
前記熱間圧延において、
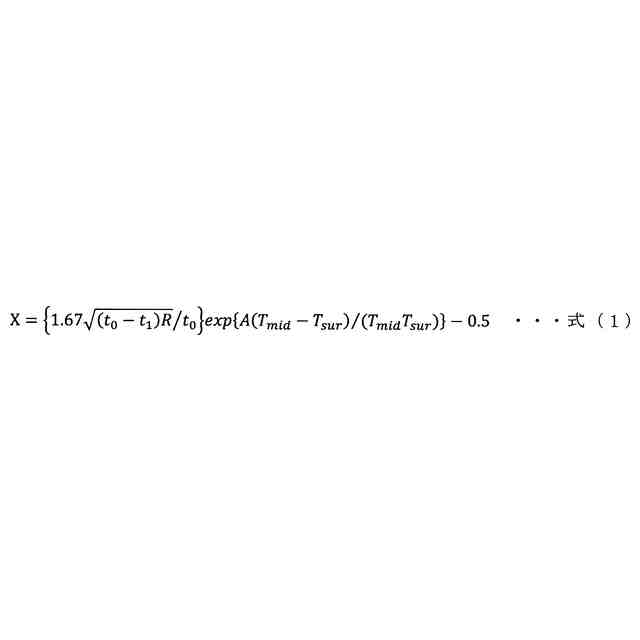
板厚中心温度が950℃以上1200℃以下であるパスでは、各パスにおける以下の式(1)で表されるXの積算値が0.8以上10.0以下を満たし、
板厚中心温度が800℃以上950℃未満であるパスでは、各パスにおける以下の式(1)で表されるXの積算値が3.0以上を満たす、鋼板の製造方法。
TIFF
2025155997000009.tif
11
156
ただし、式(1)において、
t
0
:各熱間圧延パスのロール入側の板厚(mm)であり、
t
1
:各熱間圧延パスのロール出側の板厚(mm)であり、
R:ロール半径(mm)であり、
T
mid
:各熱間圧延パスのロール入側の板厚中心の絶対温度(K)であり、
T
sur
:各熱間圧延パスのロール入側の板表面の絶対温度(K)であり、
A:以下の式(2)によって決定される定数である。
A=2851+2968C-1120C
2
・・・式(2)
式(2)において、C:炭素含有量(質量%)である。
【請求項4】
請求項1または2に記載の鋼板を得るためのスラブであって、
1/7幅位置のポロシティ高さが8.0mm以下であり、
1/2幅位置のポロシティ高さが6.0mm以下であり、
スラブ厚中心を含む50mm厚の領域において、
1/7幅位置のポロシティ面積率が20.0%以下であり、
1/2幅位置のポロシティ面積率が10.0%以下である、スラブ。
発明の詳細な説明
【技術分野】
【0001】
本発明は欠陥が多く残存する3重点のポロシティを低減させた内質特性および機械的特性に優れる鋼板、その製造方法および上記鋼板を得るためのスラブに関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
近年、構造物の大型化に伴い使用される鋼板はそれらを支えるために厚肉化している。鋼板を製造するにあたり課題となるのが残存ポロシティである。ポロシティはスラブ製造時に溶鋼が凝固収縮することで不可避的に生成されることが知られている。このようなポロシティは圧延工程で閉鎖、圧着がなされるが、圧着せずに残存したポロシティは鋼板の機械的特性を著しく損ねるため、圧延工程での更なるポロシティの低減が求められている。特許文献1では、最終パス後の残存ポロシティ係数が0以下になる圧延の方法が提案されている。
特許文献2では、連続鋳造時のポロシティ体積を抑制した上で圧延形状比が0.5以上となる圧延を行うことで残存ポロシティを低減する技術が提案されている。
特許文献3には、各温度での1パス当たりの圧下率を制御することで200μm以上のポロシティの個数を0.1個/mm
2
以下にする技術が提案されている。
特許文献4では、鍛造を実施したスラブに圧下率が20%以上60%未満となる圧延を行うことで、板厚中心におけるポロシティの個数を抑制する製造方法が提案されている。
特許文献5では、鋳片厚をバルジングさせた後、厚み中心の固相率に応じた圧下量および圧下勾配でポロシティを低減する技術が提案されている。
特許文献6では、鋳片表面温度を600℃以下とし、かつ厚み中心との温度差を400℃以上とし、凝固組織を柱状晶もしくは分岐柱状晶とすることでポロシティの径を縮小させる技術が提案されている。
特許文献7では、スラブの完全凝固直後に圧下を加えることで、厚み中心部分を鋳片の上流側に延伸させて、固相を部分的に再溶融させて液相とし、ポロシティを低減させる技術が提案されている。
特許文献8では、鋳片のクレーターエンド(凝固終了部、以下CE(crater end)と呼称)形状を制御しスラブ幅端部近傍にポロシティを集約し、熱間圧延で当該領域をドックボーン形状にした上で、1パス以上の大きい圧下を加える技術が提案されている。
特許文献9では、スラブ段階のポロシティや中心偏析を低減する鋳造方法が提案されている。
【先行技術文献】
【特許文献】
【0003】
特開平3-44417号公報
国際公開第2021/182618号
国際公開第2018/216665号
特開2014-189886号公報
国際公開第2019/167855号
特開2020-104149号公報
特開2018-99706号公報
特開平11-701号公報
特開平7-276020号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年の構造物の大型化に対する要求を満足するためには鋼板の厚肉化がより一層求められており、これはスラブ厚が一定の場合、圧延での圧下量の減少を意味している。総圧下量が減少すると圧延でのポロシティの閉鎖や圧着がなされにくくなるため、鋼板内部にポロシティが多く残存してしまう。これらの残存ポロシティは延性の低下を引き起こすだけでなく、構造物として脆性破壊や疲労破壊の起点となるため、圧延での更なる低減が求められている。特に、ポロシティ面積の増加は断面欠損領域が増えるため、鋼板の伸びや絞りの顕著な悪化をもたらす。また、ポロシティ面積のばらつきは、脆性破壊や疲労破壊の起点となり得るポロシティが存在する確率を増加させ、脆性破壊や疲労破壊に対するリスクが上昇する。
このようなポロシティの低減に対しては、鋳造でのポロシティ低減技術や圧延でのポロシティ圧着技術が検討されてきた。特に、スラブ段階のポロシティ高さは圧延工程での閉鎖および圧着のしやすさに大きく影響し、ポロシティ高さが大きくなるにつれて圧延工程でのポロシティ圧着が困難になるため、スラブ段階でのポロシティ高さを制御することが望ましい。
【0005】
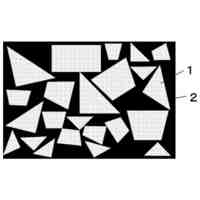
従来、ポロシティは凝固収縮に起因して発生する欠陥であるため、最後に溶鋼が凝固する板厚中心には必然的に多く存在する。中でも3重点と呼ばれる領域はスラブ上下面およびスラブ幅端部からの凝固が重畳する領域であるため、ポロシティが特に多く存在し、スラブ幅方向の1/7幅位置近傍となる。
ポロシティは圧延工程で閉鎖や圧着がなされるが、圧着のしやすさは幅方向位置によって異なり、幅中央位置では圧延時の応力状態が平面ひずみ状態となるため圧縮の静水圧応力が高くなり、ポロシティが圧着しやすい。
一方、幅端部に近づくほど圧延時の応力状態が平面応力状態に近づくため、圧縮の静水圧応力が低くなり、ポロシティの圧着が困難になる。圧延工程で圧着せずに残存したポロシティは、前述の通り鋼板の機械的特性を著しく損ねることが知られており、圧延で幅端部のポロシティの低減やそれに伴う鋼板の機械的特性の改善が求められている。
【0006】
特許文献1、2に記載されている技術では、圧延形状比を用いて算出されるポロシティ係数が0になる圧延や圧延形状比が0.5以上となるパスを含む圧延手法が提案されている。圧延形状比は板厚とロール径からなるパラメーターであり、この値を大きくするには製品厚を小さくするか1パス当たりの圧下量を大きくすることが求められる。そのため、製品厚を減じずに圧延形状比を大きくするには、大径ロールもしくは耐荷重制限やトルク上限の高い圧延ロールの導入が必要になるという課題があった。
【0007】
特許文献3で提案されている技術では、1050℃以上における1パス当たりの平均圧下率が10%以上の圧延が要求されているが、圧延初期はスラブのロールへの噛み込みを安定的に実施する必要があることから所定の圧下率を確保することは困難である。
【0008】
特許文献4ではポロシティの低減のために鍛造を行うことが要求されているが、鍛造の実施は生産性や製造コストの観点から好ましくない。
【0009】
特許文献5に記載されている技術では、鋳片をバルジングさせた後、総圧下量や圧下勾配を所定の範囲で軽圧下することでポロシティを改善することが提案されている。しかしながら、固相率を幅方向に制御できなければ、所定の固相率で圧下を加えた場合でも凝固収縮によるポロシティの発生を防ぐことができず、最終的に、粗大なポロシティが最終凝固部に残存しやすいという課題があった。
【0010】
特許文献6に記載されている技術では、鋳片表面温度を600℃以下とし、かつ厚み中心との温度差を400℃以上に設定することで厚み中心の凝固組織を柱状晶もしくは分岐柱状晶にする技術が提案されている。しかしながら、凝固組織を柱状晶にする場合、デンドライトの樹間が凝固収縮によりポロシティになる可能性があり、厚み方向に伸長したポロシティが生成するおそれがある。その結果、圧延工程においてポロシティの圧着に至らないおそれがある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
デスケーリング装置
5日前
JFEスチール株式会社
金物投入設備及び金物投入方法
4日前
JFEスチール株式会社
焼結原料供給設備における混合原料水分値推定方法及びミキサー散水量設定方法
4日前
JFEスチール株式会社
金属板の成形限界判定方法、金属板の成形限界判定システム及び金属板の成形限界判定プログラム
4日前
JFEスチール株式会社
製造条件決定方法、達成確率推定方法、達成確率推定モデル作成方法、製造条件決定装置及びプログラム
4日前
個人
銅鉄合金の製造
3か月前
宏幸株式会社
金属回収方法
7か月前
個人
高強度せん断補強筋用の鋼材
7か月前
JX金属株式会社
鉛の回収方法
1か月前
JX金属株式会社
鉛の回収方法
1か月前
株式会社神戸製鋼所
鋼材
6か月前
株式会社神戸製鋼所
銅合金
19日前
古河電気工業株式会社
銅線
1か月前
三菱マテリアル株式会社
切削工具
1か月前
株式会社神戸製鋼所
銅合金板
3か月前
株式会社クボタ
比重分離装置
7か月前
株式会社クボタ
比重分離装置
7か月前
株式会社クボタ
比重分離装置
7か月前
日本製鉄株式会社
線材
5か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
7か月前
日本製鉄株式会社
鋼材
7か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
7か月前
住友金属鉱山株式会社
金属の抽出方法
1か月前
株式会社神戸製鋼所
ボルト用鋼
1か月前
日本製鉄株式会社
鋼線
5か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
8か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
ボルト
2か月前
大同特殊鋼株式会社
鋼材及び金型
3か月前
日本製鉄株式会社
鋼部品
1か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ