TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025154327
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024057254
出願日
2024-03-29
発明の名称
円盤状基板の製造方法、及び円盤状基板の製造装置
出願人
株式会社レゾナック
代理人
弁理士法人太陽国際特許事務所
主分類
B23Q
3/08 20060101AFI20251002BHJP(工作機械;他に分類されない金属加工)
要約
【課題】吸着部が、円盤状基板に接触した際における円盤状基板の厚み方向への変形が抑制される円盤状基板の製造方法、及び円盤状基板の製造装置を提供する。
【解決手段】円盤状基板の製造方法は、円盤状基板の一方の面上の第一位置にて、当該円盤状基板を支持部で支持する支持工程と、前記第一位置に対向する前記円盤状基板の他方の面上の第二位置にて、当該円盤状基板を吸着部で吸着し、当該吸着部が前記他方の面を吸着した状態にて、当該円盤状基板を加工装置の台上に搬送する搬送工程と、前記台上に搬送された前記円盤状基板に対して加工を行う加工工程と、を備える。
【選択図】図4
特許請求の範囲
【請求項1】
円盤状基板の一方の面上の第一位置にて、前記円盤状基板を支持部で支持する支持工程と、
前記第一位置に対向する前記円盤状基板の他方の面上の第二位置にて、前記円盤状基板を吸着部で吸着し、前記吸着部が前記他方の面を吸着した状態にて、前記円盤状基板を加工装置の台上に搬送する搬送工程と、
前記台上に搬送された前記円盤状基板に対して加工を行う加工工程と、
を備える円盤状基板の製造方法。
続きを表示(約 530 文字)
【請求項2】
前記支持部は、前記円盤状基板の周方向に沿った円環の形状を有する、
請求項1に記載の円盤状基板の製造方法。
【請求項3】
前記吸着部は、前記円盤状基板の周方向に沿って複数配置され、前記他方の面に対し前記周方向に沿った複数の前記第二位置にて吸着する、
請求項2に記載の円盤状基板の製造方法。
【請求項4】
前記円盤状基板は、内周及び外周を有し、
前記吸着部で前記他方の面が吸着される前に、前記円盤状基板の前記内周に位置決め部を接触させて前記円盤状基板を位置決めする工程をさらに備える、
請求項1に記載の円盤状基板の製造方法。
【請求項5】
円盤状基板の一方の面上の第一位置にて、前記円盤状基板を支持する支持部を有する支持装置と、
前記第一位置に対向する前記円盤状基板の他方の面上の第二位置にて、前記円盤状基板を吸着する吸着部を有し、前記吸着部が前記他方の面を吸着した状態にて、前記円盤状基板を搬送先である加工装置の台上に搬送する搬送装置と、
前記台上に搬送された前記円盤状基板に対して加工を行う加工装置と、
を備える円盤状基板の製造装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、円盤状基板の製造方法、及び円盤状基板の製造装置に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
特許文献1、特許文献2及び特許文献3には、未加工ワーク待機部に待機された各ワークを研磨加工部に一括移送する未加工ワーク一括移送装置を備える研磨装置が開示されている。特許文献1の研磨装置では、未加工ワークを一括移送する前に皿状のワーク受け部が未加工ワークを受け取り、未加工ワークを位置決めする。特許文献2及び特許文献3の研磨装置では、未加工ワークを一括移送する前に、ローダー皿が未加工ワークを受け取り、未加工ワークを位置決めする。
【先行技術文献】
【特許文献】
【0003】
特許2535089号公報
特開2007-283457号公報
特開2013-103321号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
以上のように、円盤状の未加工ワークのような円盤状基板の位置決め部として皿状の部材を用いた場合、円盤状基板は、当該円盤状基板の底面と外周との境界部分で位置決め部により支持される。このとき、位置決め部の形状によっては、円盤状基板と位置決め部の底面との間に空間が生じることがある。このため、一括搬送のために、吸着部等で円盤状基板の上面を押圧した際、円盤状基板が厚み方向へ変形する場合がある。
【0005】
そこで、本開示は、円盤状基板の厚み方向への変形が抑制される円盤状基板の製造方法、及び円盤状基板の製造装置を提供することを課題とする。
【課題を解決するための手段】
【0006】
本開示では、以下の態様が含まれる。
<1> 円盤状基板の一方の面上の第一位置にて、前記円盤状基板を支持部で支持する支持工程と、
前記第一位置に対向する前記円盤状基板の他方の面上の第二位置にて、前記円盤状基板を吸着部で吸着し、前記吸着部が前記他方の面を吸着した状態にて、前記円盤状基板を加工装置の台上に搬送する搬送工程と、
前記台上に搬送された前記円盤状基板に対して加工を行う加工工程と、
を備える円盤状基板の製造方法。
<2> 前記支持部は、前記円盤状基板の周方向に沿った円環の形状を有する、
<1>に記載の円盤状基板の製造方法。
<3> 前記吸着部は、前記円盤状基板の周方向に沿って複数配置され、前記他方の面に対し前記周方向に沿った複数の前記第二位置にて吸着する
<2>に記載の円盤状基板の製造方法。
<4> 前記円盤状基板は、内周及び外周を有し、
前記吸着部で前記他方の面が吸着される前に、前記円盤状基板の前記内周に位置決め部を接触させて前記円盤状基板を位置決めする工程をさらに備える、
<1>~<3>のいずれか1つに記載の円盤状基板の製造方法。
<5> 円盤状基板の一方の面上の第一位置にて、前記円盤状基板を支持する支持部を有する支持装置と、
前記第一位置に対向する前記円盤状基板の他方の面上の第二位置にて、前記円盤状基板を吸着する吸着部を有し、前記吸着部が前記他方の面を吸着した状態にて、前記円盤状基板を搬送先である加工装置の台上に搬送する搬送装置と、
前記台上に搬送された前記円盤状基板に対して加工を行う加工装置
と、
を備える円盤状基板の製造装置。
【発明の効果】
【0007】
本開示によれば、吸着部が、円盤状基板に接触した際における円盤状基板の厚み方向への変形が抑制される円盤状基板の製造方法、及び円盤状基板の製造装置を提供することができる。
【図面の簡単な説明】
【0008】
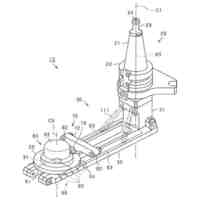
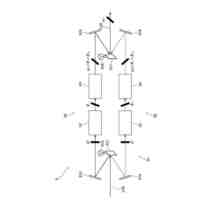
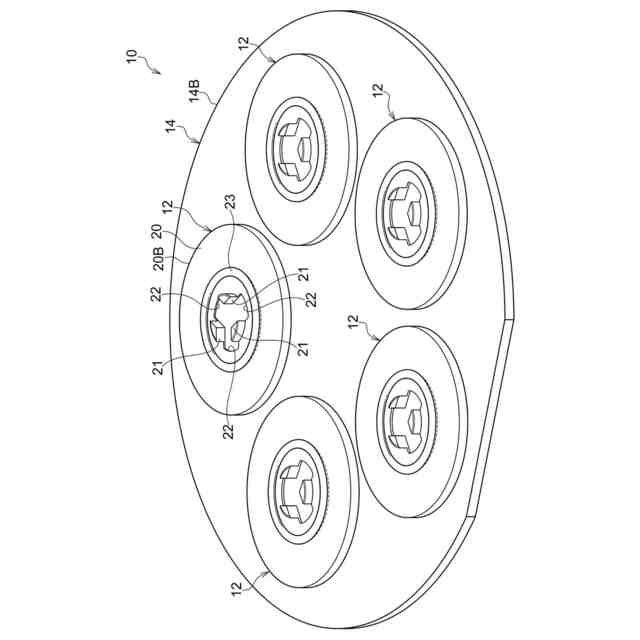
本開示の実施形態の位置決め装置を示す斜視図である。
本開示の実施形態の位置決め部を示す平面図である。
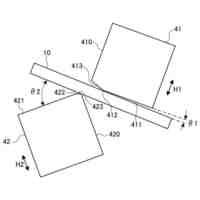
本開示の実施形態の位置決め部を示す側断面図である。具体的には、図2の3-3線断面図である。
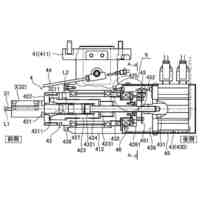
本開示の実施形態の位置決め部及び搬送装置を示す側断面図である。
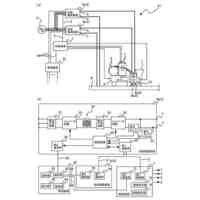
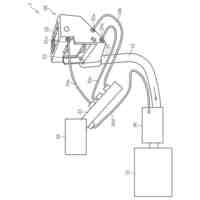
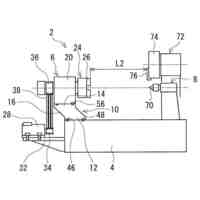
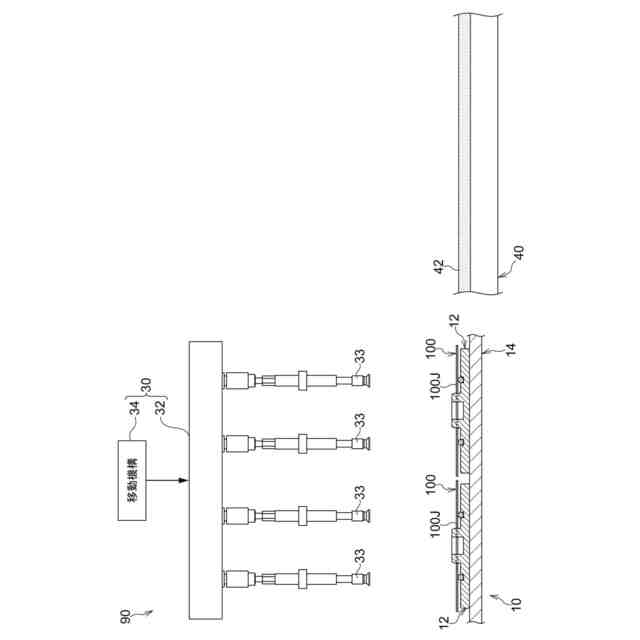
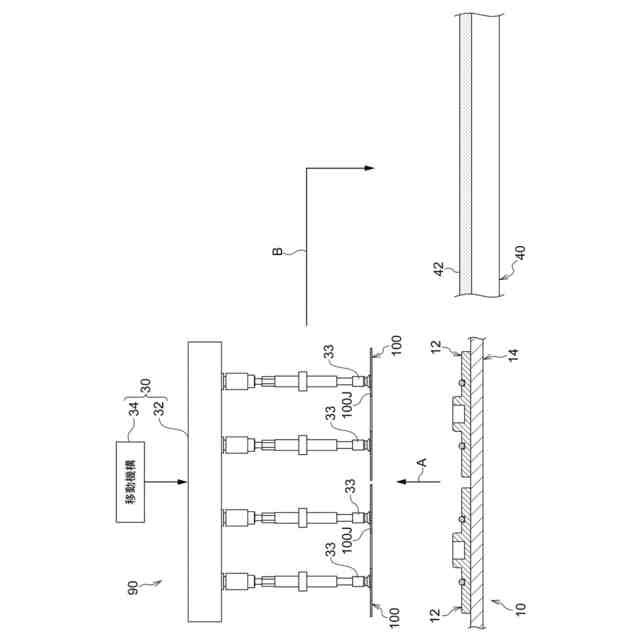
本開示の実施形態の製造装置を示す側面図である。
本開示の実施形態の製造装置において、位置決め部で位置決めされた円盤状基板を吸着部が吸着する状態を示す側面図である。
本開示の実施形態の製造装置において、搬送装置が円盤状基板を位置決め部から加工装置の台へ搬送する状態を示す側面図である。
本開示の実施形態の製造装置において、搬送装置が円盤状基板を加工装置の台に搬送した状態を示す側面図である。
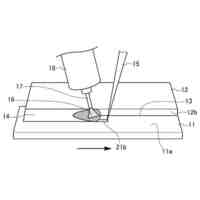
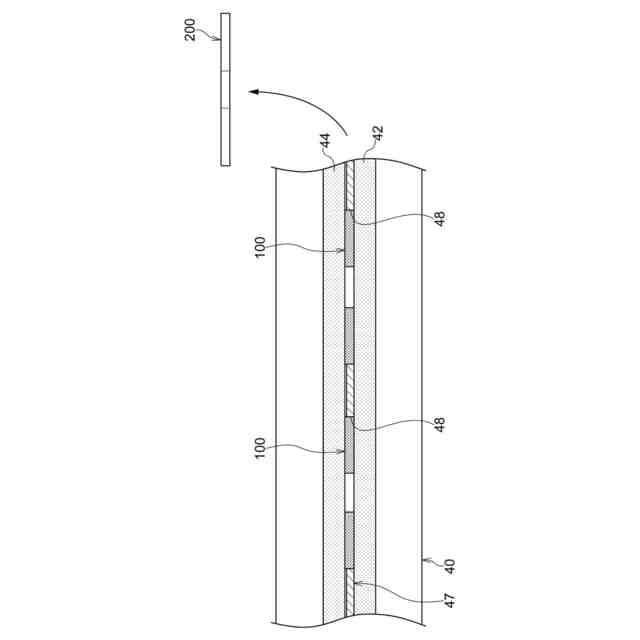
本開示の実施形態の製造装置において、加工装置が円盤状基板に対して加工を行う状態を示す側面図である。
【発明を実施するための形態】
【0009】
以下、本開示の実施形態について説明する。ただし、本開示は、以下の実施形態に限定されるものではない。以下の実施形態において、その構成要素は、特に明示した場合を除き、必須ではない。
本開示において図面を参照して実施形態を説明する場合、当該実施形態の構成は図面に示された構成に限定されない。また、各図における構成要素の大きさは概念的なものである。したがって、各構成要素における前後、左右、上下の寸法比、各構成要素同士の前後、左右、上下の寸法比は、図示された寸法比に限定されない。また、各構成要素における前後、左右、上下の寸法比は、現実のものとは異なる場合がある。
また、本開示中に特段の断りが無い限り、本開示の各構成要素の個数は、1つに限定されず、複数存在してもよい。なお、以下の図面の記載において、同様の部分には、同様の符号を付している。
【0010】
<製造装置90>
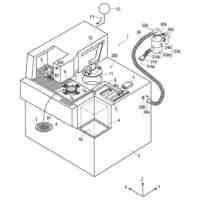
以下、本開示の円盤状基板の製造装置の一例として、製造装置90について、図面を参照しながら説明する。なお、本開示の円盤状基板の製造装置は、製造装置90に限定されるものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東精工株式会社
ねじ締め機
5日前
株式会社FUJI
工作機械
11日前
株式会社FUJI
工作機械
4日前
個人
型枠製造装置のフレーム
15日前
ビアメカニクス株式会社
レーザ加工装置
5日前
ビアメカニクス株式会社
レーザ加工装置
5日前
ビアメカニクス株式会社
レーザ加工装置
5日前
関東冶金工業株式会社
ろう付け方法
22日前
ブラザー工業株式会社
制御装置
15日前
大和ハウス工業株式会社
溶接方法
4日前
株式会社ダイヤ精機製作所
応力検出装置
11日前
株式会社リコー
マーキングシステム
18日前
三菱マテリアル株式会社
表面被覆切削工具
6日前
アイシン高丘株式会社
ワーク搬送ユニット
7日前
三菱マテリアル株式会社
表面被覆切削工具
7日前
三菱マテリアル株式会社
表面被覆切削工具
7日前
三菱マテリアル株式会社
表面被覆切削工具
7日前
三菱マテリアル株式会社
表面被覆切削工具
7日前
太洋電機産業株式会社
半田ごて
6日前
中里歯車工業有限会社
歯車の製造方法
7日前
株式会社ダイヘン
アーク溶接システム
4日前
スター精密株式会社
キサゲ装置
7日前
日本製鉄株式会社
剪断機
15日前
株式会社東京精密
レーザ加工装置
4日前
富士電機株式会社
溶接装置
15日前
ダイハツ工業株式会社
電極研磨装置
11日前
本田技研工業株式会社
接合体及び接合方法
4日前
JFEスチール株式会社
レーザー溶接方法及び装置
7日前
日本製鉄株式会社
金属材の製造方法
11日前
三菱マテリアル株式会社
接合体
7日前
株式会社SCREENホールディングス
光照射装置
11日前
高松機械工業株式会社
工作機械
5日前
日本製鉄株式会社
金属材の製造方法
6日前
株式会社ディスコ
加工装置
5日前
株式会社神戸製鋼所
アーク溶接方法
19日前
株式会社タンガロイ
被覆切削工具
18日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ